大型磨機齒輪罩結構優化與風載分析
2023-08-29 06:51:32王春紅
礦山機械 2023年8期
周 潔,趙 魏,王春紅,劉 洋
1洛陽礦山機械工程設計研究院有限責任公司 河南洛陽 471039
2智能礦山重型裝備全國重點實驗室 河南洛陽 471039
隨著磨機規格的大型化,磨機直徑和功率逐步增加,安裝在磨機筒體上的開式齒輪直徑也隨之增大,目前國內已經投入運行的φ11 m 半自磨機的開式齒輪外徑可達φ13.6 m[1]。齒輪罩的設計既要從安全角度考慮,對旋轉的開式齒輪進行保護,也要為開式齒輪提供清潔的運行環境,防塵防雨。
國外的礦山多為露天開采,礦物磨機裸露地安裝在室外,有些現場風力較大,如果齒輪罩的強度和剛度不足,會影響磨機開式齒輪的安全運行,帶來安全隱患。國內外齒輪罩的研究多數為中小型磨機和回轉窯密封結構方面的研究[2],未見大型磨機齒輪罩剛度方面的研究。隨著國內磨機大型化發展,中信重工自主研發設計的大型磨機在設計和使用過程中不斷迭代優化,得到了國內外客戶的認可。筆者以大型磨機齒輪罩結構剛度的優化為研究對象,對優化前后的結構建模、整體結構剛度以及優化后在風載條件下的強度和剛度進行了分析。
1 大型磨機齒輪罩結構優化
磨機齒輪罩屬于薄壁焊接件結構,通常分成多段,每段由法蘭和螺栓連接件把合而成,常用的齒輪罩結構如圖1 所示。隨著直徑的增加,其剛度和強度隨之降低,部分現場出現因剛度不足產生振顫的問題,需要在現場增加圓鋼支撐加固,如圖2 所示。
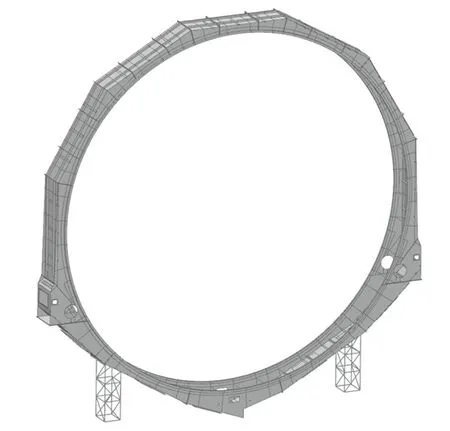
圖1 雙驅磨機齒輪罩三維模型Fig.1 3D model of gear cover for dual-drive mill
圖2 現場增加鋼管支撐的齒輪罩Fig.2 Gear cover with pipe support added on site
1.1 提高齒輪罩支撐點的位置
受磨機結構限制,齒輪罩在基礎上的支撐點位置偏少,且均位于齒輪罩水平中心線以下,因此齒輪罩上部容易引起晃動。對于單驅磨機,在對稱中心線位置附近增加支撐點 4 (見圖3),使齒輪罩整體支撐點連線位置提高,超過磨機的中心線,能有效改善齒輪罩的整體剛度。
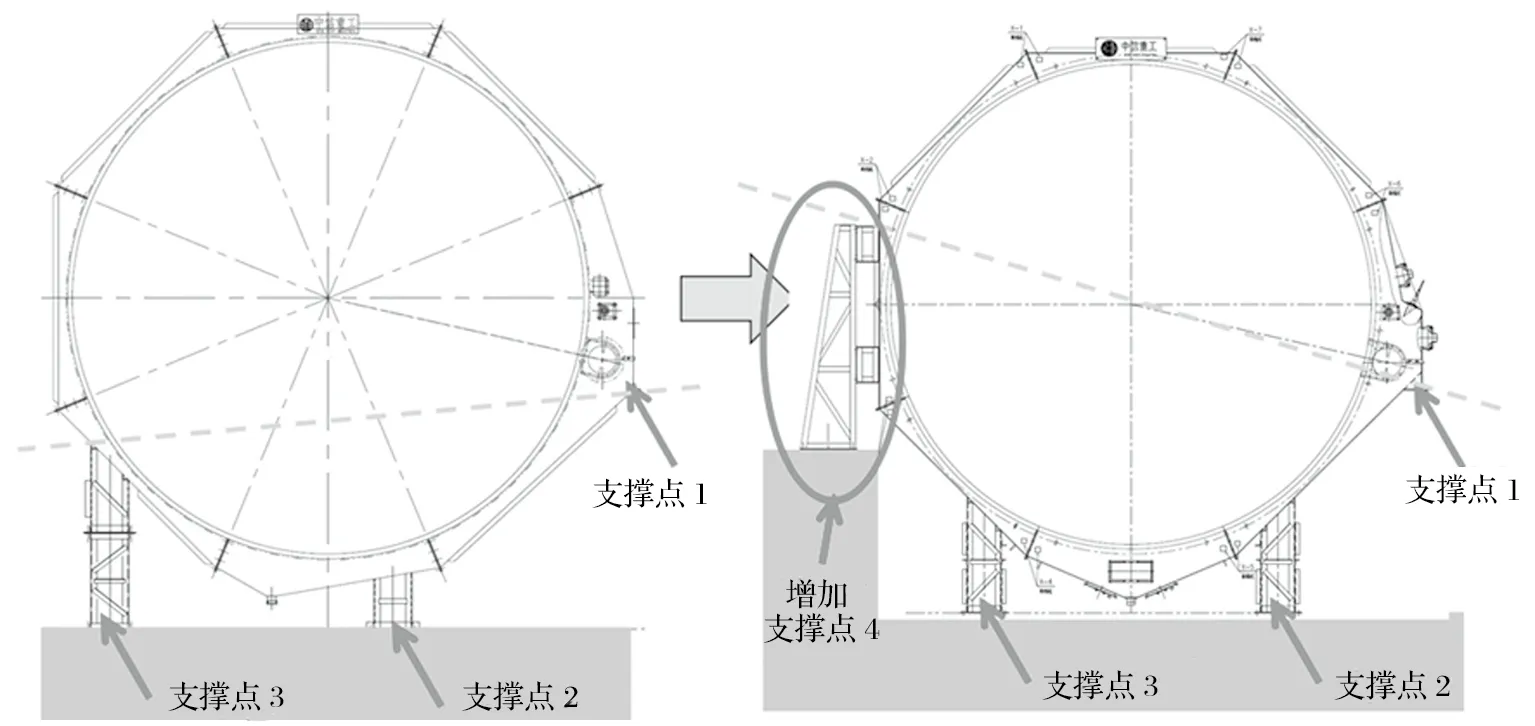
圖3 磨機齒輪罩支撐位置改進示意Fig.3 Improvement of support position of mill gear cover
1.2 改進齒輪罩與地基接觸點剛度
優化前的齒輪罩與小齒輪軸組底板之間,采用角鋼和螺栓連接,連接點接觸面較小。此處的支撐是齒輪罩上部的主要支撐點,將角鋼優化為箱體焊接結構,能有效提高其接觸面積和剛度 (見圖4)。
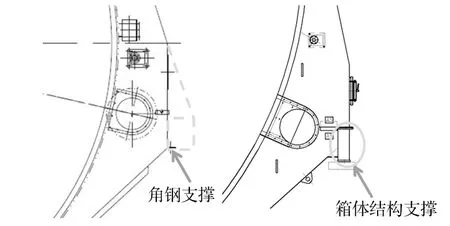
圖4 磨機齒輪罩接觸點剛度改進示意Fig.4 Improvement of contact point stiffness of mill gear cover
1.3 減少齒輪罩上部質量并提高剛度
將上半部分齒輪罩壁厚適當減薄,使其自重降低。優化頂部的豎肋,延伸至兩端連接法蘭,增加 U 形橫肋,側面橫肋延伸至密封環處,整體形成“井”字框架結構,從而提高上半部分齒輪罩的剛度 (見圖5)。

圖5 齒輪罩上部優化結構示意Fig.5 Diagram of optimized structure for upper part of gear cover
1.4 雙驅磨機齒輪罩結構剛度的優化
對于雙驅磨機,大齒輪兩側都有小齒輪軸組,齒輪罩結構受限,不能在其左右任何一側增加靠近水平中心線的支撐架體,只能增加小齒輪軸組處支撐箱體的面積,增加加強肋,從而增強支撐箱體的剛度。為避免“頭重腳輕”的現象,通過不同厚度的鋼板組合,減輕上部罩體的質量,加強支撐部位罩體的厚度,實現整體結構剛度的優化。齒輪罩罩體厚度的具體配置如圖6 和表1 所示。

表1 齒輪罩罩體材料規格配置Tab.1 Material specifications and configuration of gear cover body mm

圖6 雙驅磨機齒輪罩優化結構示意Fig.6 Diagram of optimized structure for gear cover of dual-drive mill
2 大型雙驅磨機齒輪罩剛度分析計算
2.1 齒輪罩有限元模型的建立
根據上述優化內容,建立φ11.0 m×5.4 m 半自磨機齒輪罩的三維模型,齒輪罩主體材料為 Q235A,楊氏模量為 206 GPa,泊松比為 0.29,屈服強度 ≥235 MPa。
2.2 模型邊界條件的簡化及設置
所有鋼板和型鋼采用片體進行幾何建模,保證各個法蘭連接位置精確,齒輪罩內部圓管支撐、齒輪罩下部支架角鋼按線處理,后續有限元模型中按 1D 梁單元進行建模,賦予其相關截面屬性,齒輪罩內趴焊角鋼仍按片體處理。忽略所有小孔、小倒角、小圓角和焊縫等細節特征,所有螺栓連接位置認為連成一體;假定材料變形是在彈性范圍內,忽略材料的各向異性;不考慮焊縫處材質的變化,假定焊縫材料與母材相同。
模態分析時,在質量分布確定的情況下,小齒輪下罩局部和基礎連接處的面施加固定約束,下部罩支腿施加固定約束。
2.3 網格的劃分
采用四節點四邊形、三節點三角形、梁單元等進行劃分,單元數量為 79 615 個,節點數量為 78 901 個 (見圖7)。
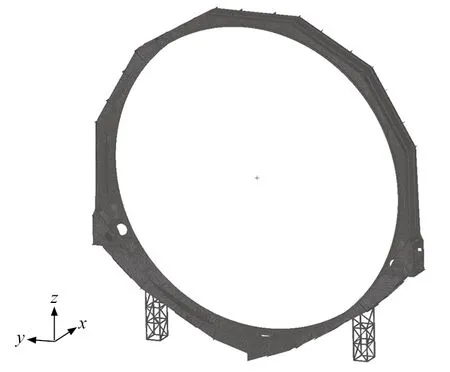
圖7 齒輪罩的有限元模型Fig.7 Finite element model of gear cover
2.4 分析結果
由于低階模態對結構的影響比高階大,有限元分析僅給出齒輪罩的前 6 階固有頻率,如表2 所列。圖8 所示為齒輪罩的前 6 階振型。


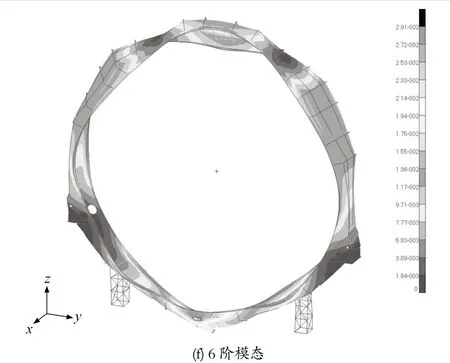
圖8 優化后齒輪罩的前 6 階振型Fig.8 First six vibration modes of gear cover after optimization
2.5 優化前后對比
圖9 所示為齒輪罩優化前的前 6 階振型,表3 所列為齒輪罩優化前后固有頻率對比。通過對比可以看出,優化后的第 1~4 階固有頻率較優化前有所上升,漲幅均超過 14.85%;第 5、6 階固有頻率有所下降,主要是由于兩次建模的模型局部差異所致。由于齒輪罩的剛度隨著固有頻率的增加而增加[3],可知齒輪罩結構優化后,其剛度得到了提高。

表3 齒輪罩優化前后固有頻率對比Tab.3 Comparison of natural frequencies before and after gear cover optimization


圖9 優化前齒輪罩的前 6 階振型Fig.9 First six vibration modes of gear cover before optimization
3 磨機齒輪罩風載分析計算
高聳結構設計需重點考慮風載荷影響[4]。在 5~9 級風載荷和重力作用下,對齒輪罩結構進行有限元強度與剛度分析。因齒輪罩是對稱結構,按照齒輪罩的 1/2 有限元模型建模,采用十節點四面體單元對模型進行網格劃分,模型的單元總數為 212 437 個,節點總數為 426 446 個。邊界條件的設定,除考慮 2.2 所述邊界條件的簡化外,風向按照齒輪罩的軸向方向加載,風壓取每一級風的最大值。經過 FEA 分析,齒輪罩在 5 級風 (風壓為 71.6 N/m2) 下變形及應力分析結果如圖10、11 所示。
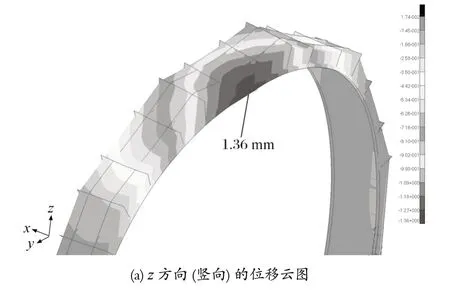
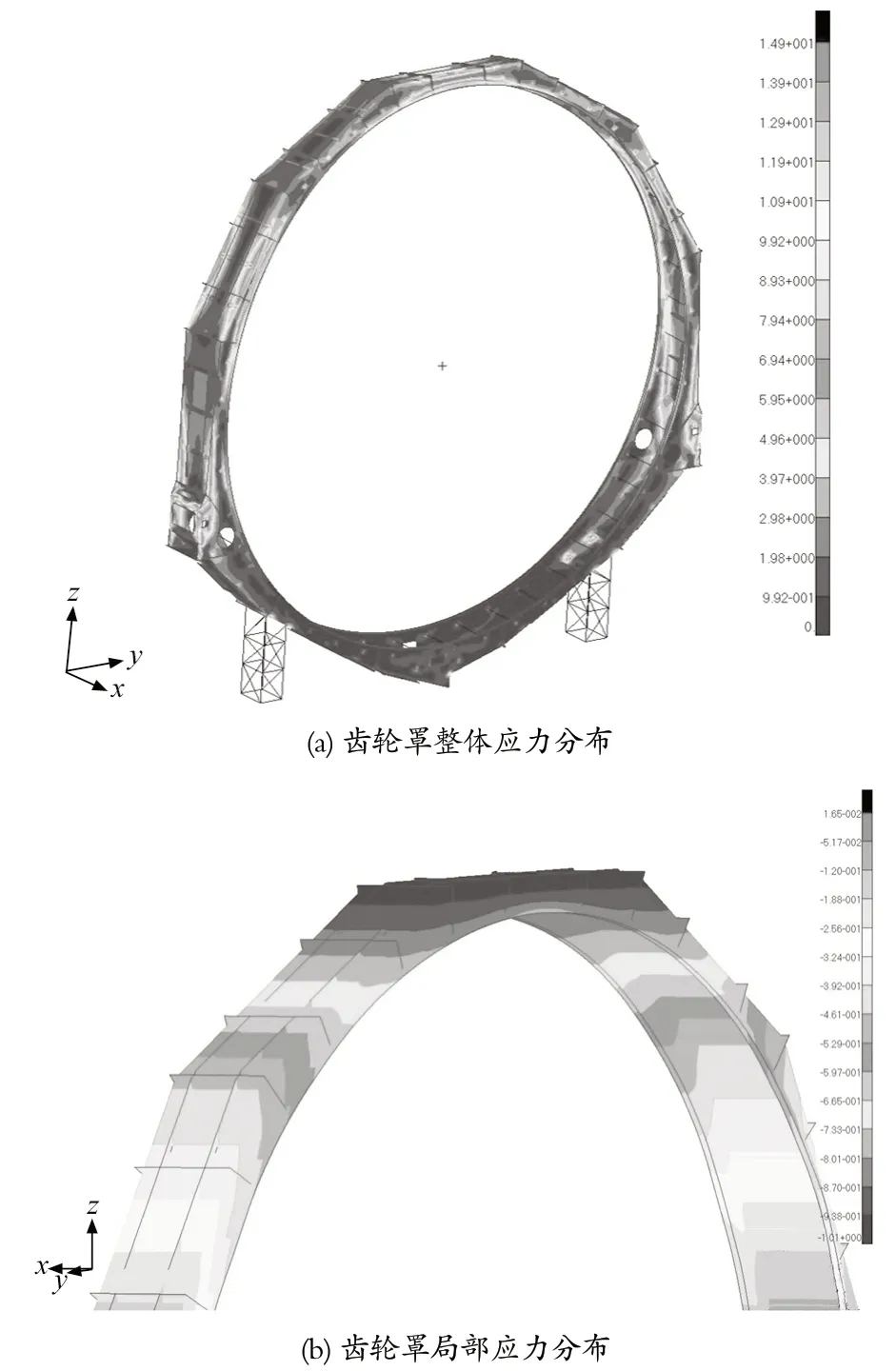
圖11 5 級風條件下齒輪罩應力云圖Fig.11 Contour of gear cover under 5-level wind condition
風級、風速、風壓的對照如表4 所列。在齒輪罩迎風面加載 5~9 級風的風壓最大值,FEA 分析齒輪罩的等效應力值與變形值如表5 所列。在 9 級烈風條件下,齒輪罩等效應力最大值為 22.09 MPa,滿足強度要求。齒輪罩豎直方向最大位移量為 2.21 mm,軸向最大位移量為 4.84 mm,遠遠小于預留的安全距離,滿足剛度設計要求。

表4 風級、風速、風壓對照Tab.4 Comparison of wind level,wind speed and wind pressure

表5 不同風級齒輪罩的等效應力與變形Tab.5 Equivalent stress and deformation of gear cover under different wind levels
4 實際應用
某項目中使用多臺半自磨機,其中,φ8.8 m×4.8 m 半自磨機的齒輪罩直徑約為 12 m,φ11.0 m×5.4 m 半自磨機的齒輪罩直徑約為 14 m,如圖12 所示。通過齒輪罩支撐點位置和整體結構剛度的優化改進,經過近兩年的實際應用,沒有出現因齒輪罩剛度不足而產生振顫情況,滿足大型磨機開式齒輪的正常運行工況。

圖12 改進后的半自磨齒輪罩現場應用Fig.12 Field application of optimized SAG gear cover
5 結論
(1) 通過調整齒輪罩的支撐結構,改進齒輪罩本體的結構剛度,對改進前后齒輪罩模態進行有限元分析,齒輪罩第 1~4 階固有頻率提高均超過 14.85%,齒輪罩的剛度也隨之得到了有效提高。針對特大型磨機露天使用的工況,對優化后的齒輪罩進行了風載有限元分析。在 9 級烈風 (風壓為 372.1 N/m2) 的條件下,考慮齒輪罩的自重,齒輪罩的等效應力及變形均能滿足強度和剛度的設計要求。
(2) 在實際制造和應用中,需考慮焊接應力釋放對齒輪罩變形的影響。現場安裝時,需調整分段齒輪罩連接,確保齒輪罩密封環間隙均勻,以滿足設計要求。
(3) 由于齒輪罩在軸向的迎風面積最大,筆者僅對齒輪罩承受軸向風壓的強度和剛度做了分析,后續對風場的模擬和齒輪罩風載響應有待進一步研究。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
