粘合樹脂Cyrez 963Z在全鋼工程機械輪胎基部膠中的應用
2023-08-30 06:35:52楊尚毅彭俊彪
橡膠科技 2023年8期
楊尚毅,凌 峰,樓 昊,彭俊彪
(1.中策橡膠集團股份有限公司,浙江 杭州 310018;2.杭州朝陽橡膠有限公司,浙江 杭州 310018)
近年來國內全鋼工程機械輪胎發展迅速,市場需求大大增加,同時也對其使用壽命提出了更高的要求[1]。粘合樹脂Cyrez 963Z(簡稱Cyrez 963Z)的主要成分六甲氧基甲基三聚氰胺(HMMM)的質量分數為99%,在輪胎膠料中通常是以亞甲基給予體的形式加入,與亞甲基受體在達到硫化溫度(150 ℃)時生成酚醛樹脂,可與白炭黑起到一定的協同作用[2-6],提高橡膠與鋼絲之間的粘合效果。從提高膠料粘合性能[7-8]、改進混煉工藝的角度出發,可以嘗試在混煉的無硫階段加入粘合樹脂,使其在膠料中分散得更均勻。由于Cyrez 963Z呈液態,因此在混煉過程中其與填料一起加入時也起到了增塑劑的作用,有助于填料與橡膠界面間的浸潤,增強Cyrez 963Z與白炭黑的協同作用,提高膠料的物理性能。
本工作研究Cyrez 963Z替代粘合樹脂HEXA-80(簡稱HEXA-80)在全鋼工程機械輪胎基部膠中的應用。
1 實驗
1.1 主要原材料
天然橡膠(NR),STR20,泰國產品;白炭黑,無錫恒誠硅業有限公司產品;炭黑N347,邯鄲黑貓炭黑有限責任公司產品;Cyrez 963Z,杭州富陽春匯金納米礦業有限公司產品;HEXA-80,萊茵化學(青島)有限公司產品。
1.2 配方
生產配方(用量/份):NR 100,白炭黑/炭黑N347 45,加工助劑 24,HEXA-80 1.56,硫黃/促進劑 3.05。
試驗配方中以1.25份Cyrez 963Z替代1.56份HEXA-80,其余組分及用量均同生產配方。
1.3 主要設備和儀器
XK-160型開煉機,廣東湛江機械廠產品;ML-3型密煉機,佰弘機械(上海)有限公司產品;F270和GK400型密煉機,益陽雙龍橡塑機械有限公司產品;QLBD型平板硫化機,湖州東方橡膠機械廠產品;MV2000型橡膠門尼粘度儀,北京友深電子儀器有限公司產品;LX-A型硬度計,上海六菱儀器廠產品;H10KS型電子拉力試驗機,美國Hounsfield公司產品;TY-4088型彈性試驗機,江蘇天源試驗設備有限公司產品;GT-RH2000型壓縮生熱試驗機,高鐵檢測儀器(東莞)有限公司產品;Diammd DNNA型動態力學分析(DMA)儀,美國PE公司產品;橡膠動態耐切割試驗機和RZN-Ⅱ型橡膠自粘性測定儀,北京萬匯一方科技發展有限公司產品。
1.4 混煉工藝
1.4.1 小配合試驗
膠料采用兩段混煉工藝。一段混煉在ML-3型密煉機中進行,轉子轉速為80 r·min-1,混煉工藝為:生膠→壓壓砣→提壓砣→白炭黑、炭黑、加工助劑和Cyrez 963Z(試驗配方)→壓壓砣→120℃提壓砣→壓壓砣→150 ℃排膠;二段混煉在開煉機上進行,加入硫黃、促進劑和HEXA-80(生產配方),薄通6次,下片備用。
1.4.2 大配合試驗
膠料采用3段混煉工藝。一段混煉在GK400型密煉機中進行,轉子轉速為50 r·min-1,混煉工藝為:生膠、小料(含Cyrez 963Z,試驗配方)和炭黑→壓壓砣→120 ℃提壓砣→壓壓砣→145 ℃提壓砣→155 ℃排膠;二段混煉在GK400型密煉機中進行,轉子轉速為50 r·min-1,混煉工藝為:一段混煉膠→壓壓砣→125 ℃提壓砣→150 ℃排膠;三段混煉在F270型密煉機中進行,轉子轉速為23 r·min-1,混煉工藝為:二段混煉膠、硫黃、促進劑和HEXA-80(生產配方)→壓壓砣50 s→提壓砣→100℃排膠。
1.5 性能測試
(1)拉伸性能。采用電子拉力試驗機按照GB/T 528—2009進行測試,拉伸速率為500 mm·min-1。
(2)壓縮疲勞性能。采用壓縮生熱試驗機進行測試,圓柱體試樣的直徑為18 mm、高度為25 mm,測試條件為:溫度 55 ℃,負荷 25 kg,頻率30 Hz。
(3)抗切割性能。采用橡膠動態耐切割試驗機進行測試,測試條件為:轉速 725 r·min-1,打擊速率 60次·min-1,試驗時間 20 min。
(4)動態力學性能。采用DMA儀進行測試,試樣尺寸為10 mm×4 mm×2 mm,測試條件為:頻率 10 Hz,溫度范圍 0~80 ℃,升溫速率2 ℃·min-1,最大動態負荷 2 N,最大振幅 120 μm,雙懸臂梁形變模式。
(5)自粘性。采用橡膠自粘性測定儀進行測試,采用標準試樣接觸壓合測定自粘力,測試條件為:壓合速度 20 cm·min-1,剝離速度 20 cm·min-1,壓合時間 1 s。
(6)膠料其他性能均按照相應的國家標準進行測試。
2 結果與討論
2.1 小配合試驗
小配合試驗結果見表1,tanδ為損耗因子。

表1 小配合試驗結果
從表1可以看出:與生產配方膠料相比,試驗配方膠料的門尼粘度減小,門尼焦燒時間縮短,硫化速度加快;硫化膠的定伸應力、拉伸強度、拉斷伸長率和撕裂強度增大,拉斷永久變形減小,壓縮疲勞溫升降低,抗切割性能提高;老化后試驗配方硫化膠的硬度和拉伸強度增大,抗切割性能相當。這主要是由于Cyrez 963Z中的HMMM含量比HEXA-80中的HMMM含量高,在橡膠硫化過程中直接參與反應,提高了硫化反應效率和交聯密度。
2.2 大配合試驗
大配合試驗結果見表2。

表2 大配合試驗結果
從表2可以看出:與生產配方膠料相比,試驗配方膠料的門尼粘度減小,門尼焦燒時間縮短,硫化速度加快;硫化膠的定伸應力、拉伸強度、拉斷伸長率和撕裂強度增大,拉斷永久變形減小,壓縮疲勞溫升降低,抗切割性能老化前提高,老化后相當。
2.3 工藝性能
Cyrez 963Z和HEXA-80的主要成分都是HMMM,在硫化膠性能相近的情況下,也需要考慮生產中的工藝性能。
小配合試驗配方和生產配方膠料的自粘力分別為7.54和5.43 N,大配合試驗配方和生產配方膠料的自粘力分別為7.68和6.15 N。可以看出,試驗配方膠料的自粘性優于生產配方膠料,說明Cyrez 963Z有助于加強膠料接觸界面的滲透和擴散;擠出的試驗配方基部膠在車間停放2 d后在成型工序使用,斜裁接頭粘性與生產配方膠料基本一致,達到了生產工藝要求。
2.4 成品輪胎性能
采用試驗配方膠料生產16.00R25工程機械輪胎,并與生產輪胎在同一機床上進行耐久性能試驗。試驗條件為:標準充氣壓力 700 kPa,額定負荷 5 800 kg,試驗速度 25 km·h-1,分別在65%,85%,100%,110%,120%,130%的負荷率下運行7,16,24,5,5和5 h,負荷率達到140%后運行至輪胎損壞為止。成品輪胎的耐久性能試驗結果見表3。
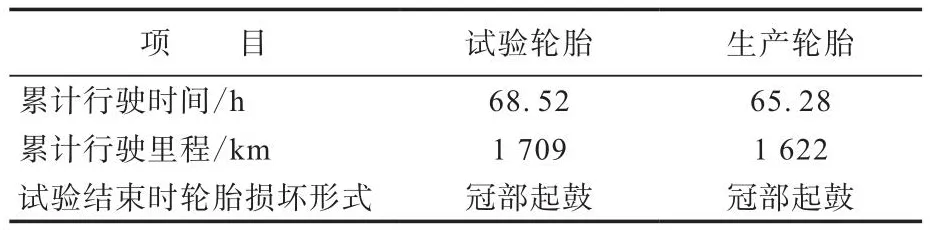
表3 成品輪胎的耐久性能試驗結果
從表3可以看出,試驗輪胎的耐久性能優于生產輪胎。
3 結論
在全鋼工程機械輪胎基部膠中以1.25份Cyrez 963Z替代1.56份HEXA-80,膠料的門尼粘度減小,硫化速度加快,硫化膠的綜合物理性能提高,壓縮生熱降低,抗切割性能和自粘性提高,成品輪胎的耐久性能提高。
