機艙軸流風機風管安裝方案及分析1
2023-08-31 07:25:18傅香菊魏文俊
船舶標準化工程師 2023年4期
傅香菊,魏文俊
(滬東中華造船(集團)有限公司,上海 200129)
0 引言
機艙通風系統由機艙風機、通風管路和附件等組成,主要有如下功能[1-3]:1)為機艙中安裝的各種機械設備提供運行時必要的新鮮空氣,保證燃料的充分燃燒,提高熱效率;2)將機艙中的各種機械設備在工作過程中產生的油氣、水蒸氣、易爆炸的粉塵等威脅機艙安全的有害物質排出機艙,提高艦船的安全性;3)通過換氣作用使機艙中的空氣質量達標,改善機艙工作人員的工作環境和衛生條件;4)將機艙中安裝的主機、輔機等熱力機械設備運行時散發出來的大量熱量帶出機艙外,降低機艙溫度。
機艙風機是機艙通風系統的重要設備之一,通常采用軸流風機,具備效率高、風量大、體積小等優點[4-7]。目前,中小型船舶受安裝空間、施工可行性、噪聲指標等因素的限制,通常在兩舷煙道布置立式軸流風機,并通過通風管路、消聲器和風閘等附件連通機艙內部風管和百葉窗,以實現機艙進風和排風的目的。然而,軸流風機與通風管路、通風圍井、消聲器、風閘等附件的連接形式種類繁多,這就產生多種安裝方案。需要對不同安裝方案進行對比,分析不同施工環境適合選用的方案。
本文對現有機艙軸流風機連接形式進行介紹,并從施工周期、可操作性、便捷性等方面對3 種常用方案的優缺點進行分析。在此基礎上,確定最優方案。
1 常用安裝方案介紹
由于中小型船舶的艙內空間有限,無法設置機艙軸流風機專用的風機室,且考慮到軸流風機與通風管路、消聲器、風閘等附件的安裝空間和后續檢修等因素,往往將軸流風機布置于兩舷煙道處,并利用通風管路來連通軸流風機和通風圍井(見圖1)。

圖1 立式軸流風機安裝示意圖
通常情況下,立式軸流風機安裝在甲板的船體基座上。對于有噪聲指標的機艙通風系統,軸流風機與船體基座間采用減振安裝[4],并需要增設相應規格的消聲器[4,6]。對于有關閉要求的機艙通風系統,還需要增設氣動風閘[3]。因此,機艙軸流風機在連通上下兩層甲板間的通風圍井時,主要涉及船體基座、減振器、軟管、消聲器、氣動風閘和鋼質風管。為簡化各部件的連接、減少鋼質風管的管段數量,船體基座的面板、軸流風機、消聲器、氣動風閘和鋼質風管的法蘭螺孔規格和數量采用統一標準,確保各部件的螺孔匹配。此外,在分段制造階段對船體基座、甲板面和通風圍井進行裝焊和數控開孔,以提高船舶建造的精度和舾裝率。然而,在完成船體基座、軸流風機和各部件的安裝和連接后,上下層分段制造、吊裝、裝配和焊接等因素往往會引起安裝誤差,這會導致通風圍井底部的鋼質風管安裝困難。目前,通風管路與通風圍井的連接主要有以下3 種方案,見圖2。

圖2 通風管路與通風圍井連接方案(單位:mm)
圖2中:D為鋼質風管外徑;t為鋼質風管壁厚;L為鋼質風管理論長度。
1)方案1
合攏管+對接焊。測量最后一段鋼質風管的偏心距和長度[8],通過合攏管實現軸流風機和通風圍井的連接。通風圍井的開孔直徑比鋼質風管的內徑小20 mm,滿足5 mm 焊角的施工間距[9]。
2)方案2
調整管+嵌入式裝焊。將鋼質風管的長度加放一定余量[8],并實現軸流風機和通風圍井的連接。通風圍井的開孔直徑比鋼質風管的外徑大100 mm,并采用腹板進行補孔[9]。
3)方案3
調整管+對接焊。將鋼質風管做成變徑風管,并將角鋼法蘭的翻邊寬度作為長度方向的余量[8],進而實現軸流風機和通風圍井的連接。通風圍井的開孔直徑與鋼質風管的通徑保持一致[9]。
2 不同方案優缺點分析
如圖3 所示,3 種安裝方案的施工流程均為船體基座裝焊→鋼圍壁開孔→軸流風機安裝(包括減振器和軟管等附件)→消聲器和風閘等附件安裝→鋼質風管測量制作(或修正)→鋼質風管安裝。其中,3 種安裝方案在鋼質風管安裝的設計和施工方面存在較大差異,這就導致不同方案的施工周期、可操作性、便捷性不同。
2.1 鋼質風管安裝流程
方案1 主要采用了合攏管的安裝形式,通過現場測量風管附件到通風圍井開孔的間距和兩者中心的偏心距等尺寸,明確鋼質風管的實際尺寸[8]。在此基礎上進行加工制造,可有效確保最后一根鋼質風管安裝的準確性。最后一根鋼質風管的安裝流程如下:
1)在船體基座、軸流風機(包括減振器和軟管)、消聲器和風管附件均完成安裝后,測量風管附件到通風圍井開孔的間距和偏心距等尺寸,在合攏管零件圖上標注實測尺寸。
2)根據零件圖加工鋼質風管,現場裝焊風管法蘭。
3)將風管法蘭套在鋼質風管端部,并預裝到風管附件上。將風管兩端分別與風管附件和通風圍井的開孔對中,將風管法蘭與風管附件的法蘭進行對孔。完成上述操作后,將鋼質風管的管端與通風圍井點焊固定,將風管法蘭與鋼質風管點焊固定。
4)在船東認可的情況下,可對鋼質風管及其法蘭進行單面焊,并完成鋼質風管與風管附件的緊固連接。若船東不同意單面焊,則需要拆下風管附件,對鋼質風管與通風圍井的對接端、風管法蘭和鋼質風管的對接端進行雙面焊。
方案1 的風管安裝示意和流程圖見圖4。由于本方案中鋼質風管的零件圖是根據現場實測尺寸繪制的,故能有效規避施工誤差。方案1 的優點包括安裝精度高、適用性廣泛,缺點包括施工周期長、雙面焊時的安裝流程復雜。
方案2 主要采用了調整管和腹板裝焊的安裝形式,通過加放通風圍井的開孔尺寸和鋼質風管的長度的方式確保最后一根鋼質風管的順利安裝。即使風管附件和通風圍井開孔的間距或兩者中心的偏心距產生了一定的誤差,也能夠通過調整鋼質風管嵌入通風圍井的長度及腹板補孔等方法進行修正。最后一根鋼質風管的安裝流程如下:
1)根據施工經驗,從船體基座到最后一根鋼制風管的累積安裝誤差一般不超過30 mm[10],故將鋼制風管的長度增加50 mm 余量,以滿足豎直方向誤差消除和5 mm 焊角的施工需求。通風圍井開孔尺寸也增加50 mm 余量,以滿足水平方向誤差消除和5 mm 焊角的施工需求。腹板外徑比鋼質風管外徑大50 mm,可滿足通風圍井補孔的施工需求。
2)根據零件圖直接加工鋼質風管,在內場焊接風管法蘭,現場裝焊腹板。
3)在船體基座、軸流風機(包括減振器和軟管)和消聲器均完成安裝后,先將套有腹板的鋼質風管嵌入通風圍井的開孔中,并進行點焊固定。再將消聲器和鋼質風管的風閘等附件安裝到位。
4)在鋼質風管及其法蘭與風閘附件完成對中工作后,進行鋼質風管及其腹板與通風圍井的裝焊工作,并將鋼質風管與風管附件緊固連接。
方案2 的風管安裝示意和流程圖見圖5。由于鋼質風管可根據零件圖直接制造,配合鋼質風管長度加放余量、通風圍井開孔尺寸加放余量和腹板補孔等措施,方案2 可有效減少現場產生的施工誤差。方案2 的優點包括施工周期較短、施工誤差可修正、安裝流程簡單,缺點包括焊接工作量大、當通風圍井較小時無法對其內部進行焊接。

圖5 方案2 的風管安裝示意和流程圖
方案3 主要采用了變徑風管的安裝形式,通過加放鋼質風管的外徑尺寸和長度確保最后一根鋼質風管的順利安裝。即使風管附件和通風圍井開孔的間距或兩者中心的偏心距產生了一定的誤差,也能夠通過現場切割鋼制風管及覆蓋通風圍井開孔等方法進行修正。最后一根鋼質風管的安裝流程如下:
1)將鋼制風管的長度增加50 mm 余量,以滿足豎直方向誤差消除和5 mm 焊角的施工需求。通風圍井開孔尺寸也增加50 mm 余量,以滿足水平方向誤差消除和5 mm 焊角的施工需求。
2)根據零件圖直接加工鋼質風管,現場裝焊風管法蘭。
3)在船體基座、軸流風機(包括減振器和軟管)、消聲器和風管附件等均完成安裝后,測量風管附件到通風圍井開孔的距離,對鋼制風管進行切割,確保風管法蘭安裝后的整體長度與實測間距相同。
4)將風管法蘭套在鋼質風管的端部,并預裝到風管附件上,將風管兩端分別與風管附件和通風圍井的開孔對中,將風管法蘭與風管附件的法蘭進行對孔。完成上述操作后,將鋼質風管的管端與通風圍井點焊固定,將風管法蘭與鋼質風管點焊固定。
5)在船東認可的情況下,可對鋼質風管及其法蘭進行單面焊,并完成鋼質風管與風管附件的緊固連接。若船東不同意單面焊,則需要拆下風管附件,對鋼質風管與通風圍井的對接端、風管法蘭和鋼質風管的對接端進行雙面焊。
方案3 的風管安裝示意和流程圖見圖6。由于鋼質風管可根據零件圖直接制造,配合鋼質風管直徑和長度加放余量等措施,方案3 可有效減少現場產生的施工誤差。方案3 的優點包括施工周期較短、施工誤差可修正,缺點是雙面焊接時的安裝流程較為復雜。
2.2 噪聲指標和風管質量
在上述3 種方案中,鋼質風管的通徑與軸流風機的通徑相同。然而,方案1 的鋼質風管采用對接焊的形式,這會導致通風圍井的開孔尺寸比鋼質風管的內徑小20 mm。因此,方案1 在鋼質風管和通風圍井連接端的局部風速和噪聲聲功率級均高于另外2 個方案。噪聲聲功率級的計算公式為
式中:Lw為噪聲的聲功率級;Lwc為比聲功率級;v為氣流流速;F為風管截面積。
實船風速和噪聲聲功率計算結果見表1。2 型重吊船采用的鋼質風管的壁厚為5 mm,外貿船采用的鋼質風管的壁厚為3 mm。

表1 實船風速和噪聲聲功率計算結果
經計算,方案1 為滿足焊角要求而減小開孔尺寸的做法引起的風速提升約為6.3%、噪聲聲功率值提升約為1.5%,基本可以忽略不計。
3 種方案鋼質風管的形式和尺寸不同,其成品風管的質量也存在差異。外貿船送風機所接的鋼質風管尺寸如圖7所示,風管的理論質量為73.41 kg。方案2 無法通過切割設計余量來修正誤差,導致該方案的成品風管質量明顯高于理論質量,方案1 和方案3 的成品風管質量則基本相同,且與理論質量的偏差不超過±7%,見圖8。

圖7 外貿船送風機所接的鋼質風管尺寸(單位:mm)

續圖7 外貿船送風機所接的鋼質風管尺寸(單位:mm)
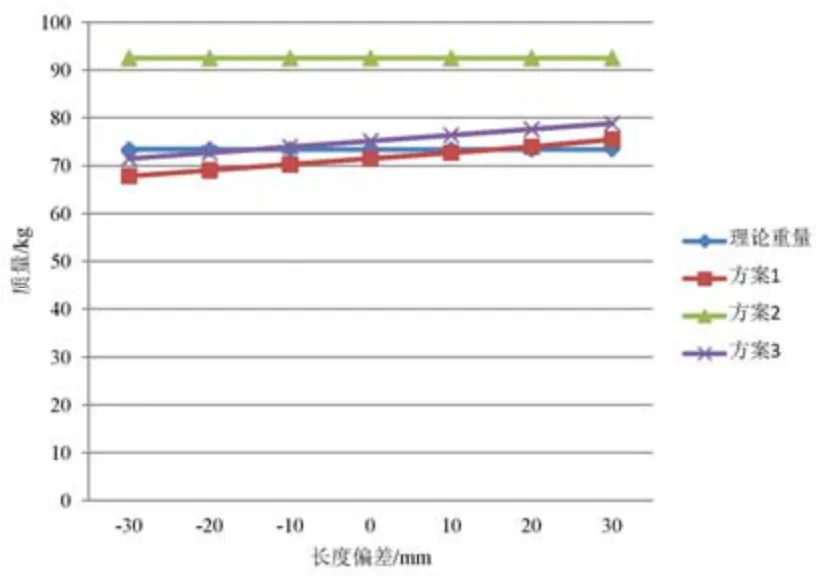
圖8 各方案風管質量曲線
2.3 各方案優缺點對比
各方案優缺點對比情況見表2,3 種方案均能滿足安裝要求。方案1 的施工周期最長,方案2 的鋼質風管質量最大,方案3 的特點則介于兩者之間。

表2 各方案優缺點對比情況
3 實船的安裝效果及優化
上述3 種方案均采用硬連接的安裝方式,且為滿足密性和漏風量的要求,各部件的安裝緊密性較高。因此,硬連接的部件往往難以拆卸,進而導致軸流風機在檢修和重新安裝時的難度較大。為進一步方便現場施工,在外貿船上增設一段軟管(見圖9),該軟管采用船用防火軟管制作,由防火布、聚四氟乙烯(Polytetrafluoroethylene,PTFE)涂層、鋼絲線和法蘭等構成,具有施工方便、防火性和密封性較好等優點,能夠滿足現場施工和實船使用的需求。外貿船主要采用方案3 進行安裝,防火軟管的設置在理論尺寸上增加了50 mm 的設計余量,以便消除現場可能產生的安裝誤差[10]。此外,防火軟管的設置還能進一步簡化安裝過程的工作量。
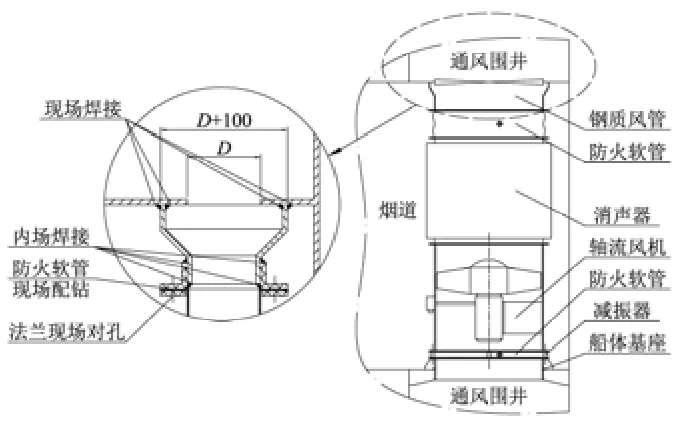
圖9 增設軟管示意圖(單位:mm)
4 結論
本文對現有機艙軸流風機連接形式進行介紹,并從施工周期、可操作性、便捷性等方面對3 種常用方案的優缺點進行分析,可得出如下結論:
1)方案3 為適用性最優的方案。
2)方案3 配合軟管使用,能夠較好地滿足現場實際施工的要求,具有舾裝率高、安裝誤差可控、風管無須修正、安裝流程簡易可行、檢修拆裝簡易等優點。
