智能燒爐技術在軋鋼加熱爐上的應用
2023-08-31 04:09:22劉志軍安韶華李立君
山東冶金 2023年4期
劉志軍,安韶華,李立君
(1 天津市新天鋼聯合特鋼有限公司,天津 301500;2 河北科技工程職業技術大學,河北邢臺 054000)
1 前 言
天津市新天鋼聯合特鋼有限公司(簡稱聯合特鋼)帶鋼廠三、四車間為兩條650 mm熱軋帶鋼生產線,各配有加熱爐1座。加熱爐采用步進梁蓄熱式,坯料側進側出,所用燃料為高爐、轉爐混合煤氣。加熱爐采用西門子PLC控制系統,一級控制系統由儀表、電氣控制系統組成的自動化升級,PLC采用S7-400系列,以太網通訊。加熱爐沒有使用智能燃燒控制系統,采用人工手動燒爐操作。帶鋼三、四車間加熱爐在煤氣壓力、熱值頻繁變化、軋速波動情況下,煤氣單耗、氧化燒損都對節能降耗帶來巨大浪費。為了進一步節能降耗,降低產品成本和提升產品質量,兩座蓄熱式加熱爐采用智能燃燒技術,解決了加熱爐煤氣消耗高、氧化燒損大的問題。
2 加熱爐燃燒方式目前存在的問題
燃燒效率有優化空間,可進一步降低煤氣消耗;爐內氣氛、溫度制度有優化空間,可進一步降低鋼坯氧化燒損;加熱質量有優化空間,可以降低脫碳層的厚度;燃料、助燃空氣量略多,可進一步降低煙氣硫化物、氮氧化物、煙塵排放;出鋼溫度有優化空間,可進一步提高鋼坯的加熱質量;裝置運行工況有優化空間,可進一步降低設備故障率和維護成本;系統運行的一些環節沒有投入全自動化運行,靠工人手動調節,工作強度大,容易引起工藝參數的進一步不穩定,導致能耗和氧化燒損的升高。
3 智能燒爐技術的實際應用
3.1 加熱爐智能燃燒原理
加熱爐智能燃燒是根據實時精準的加熱爐爐膛爐壁溫度和鋼坯表面溫度等,可快速調整燃料供給量及空燃比、加熱節奏等工藝參數,優化能源消耗指標。
加熱爐智能控制系統借助各種軟件來發揮出計算機的優勢,實現智能化控制。智能燃燒控制系統能夠實現自動選擇控制規律、確定工作參數、修正設定參數等。結合一級二級控制系統,組建智能燃燒服務器系統,安裝熱值儀、激光氧分析儀等硬件設備,從而實現最優的智能燒爐技術。
3.2 加熱爐簡介及智能燃燒工藝
帶鋼廠三、四車間采用的是步進梁式雙蓄熱加熱爐,兩座加熱爐于2018年10月先后正式投用,以熱值為860~1 000 kJ/m3的高爐和轉爐混合煤氣為燃料,采用常規燃燒技術。
3.3 加熱爐智能燃燒控制方案設計和實施
(1)在每座加熱爐控制室增加1 套Ention 智能燃燒系統,從而實現加熱爐節能燃燒,減少氧化燒損。加熱爐Ention智能燃燒系統的整體架構如圖1所示。其中“智能燒爐服務器”是核心組件,它需要與加熱爐一級系統(PLC)、二級系統(Ention系統的二級管理服務器)、三級系統(鋼坯生產管理MES系統,或手動輸入入爐鋼坯信息)、軋線二級系統(獲取粗軋出口溫度等信息)協同配合。
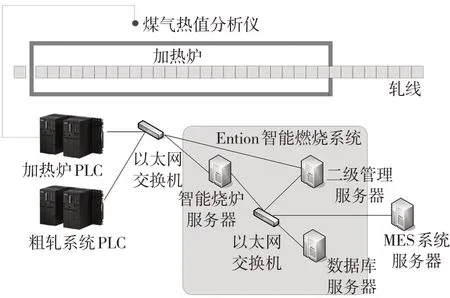
圖1 智能燒爐系統結構圖
(2)Ention 智能燒爐服務器以OPC 協議與加熱爐PLC實現讀寫雙向通信,如圖2所示。
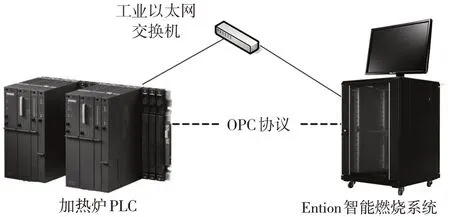
圖2 OPC雙向通信示意圖
其中1臺“智能燒爐服務器”是核心組件,它以OPC協議與加熱爐PLC實現讀寫雙向通信。這樣,Ention 系統可以實時讀取加熱爐的爐溫、爐壓、排煙溫度、流量等信息,并將閥位控制信號寫回PLC,實現對加熱爐的實時控制。另外1臺“操作員站”,用于加熱爐操作員與智能燒爐系統的界面交互。
以上智能燒爐服務器和操作員站(配備1個機柜)放置在控制室,通過220 V AC 電源供電。其顯示器、鍵盤、鼠標將并列放在原有操作電腦屏幕旁。這樣操作員可以實現與智能燒爐系統的交互。
3.4 Ention系統功能
功能1,爐溫及出鋼溫度控制。Ention 系統基于鋼坯溫度場模型,結合軋制速度計算各加熱段所需爐溫,針對不同規格的鋼坯設定不同的目標出鋼溫度,從而保證各種規格的鋼坯在出爐時能達到最佳出鋼溫度。Ention系統采用廣義預測控制(GPC)算法,克服煤氣壓力、熱值的波動,調節煤氣、助燃空氣流量,快速準確地達到設定爐溫。
功能2,爐內氣氛控制。Ention 系統通過空燃比自尋優算法,根據煤氣流量動態調節助燃風流量,在一定加熱負荷條件下統計爐膛溫度變化率,據此保持最佳空燃比。也就是說,Ention 并不是必須爐氣氧量分析儀,而是只看爐膛溫度信號,簡化了氣氛參數的測量,提高了系統的可靠性。Ention自尋優算法也不依賴于煤氣、空氣流量計的準確度,最多只要求流量計“趨勢正確”。由于煤氣熱值的變化、壓力變化、爐子本身結構特性、燒嘴老化等都會影響最佳空燃比的大小,而自尋優控制可克服上述干擾,使系統始終在最佳的空燃比下工作。由于本項目加熱爐采用了高爐+轉爐混合煤氣,熱值波動大,為了實現快速、精準的氣氛控制,在每個加熱段安裝O2煙氣分析儀,實時測量各加熱段的空氣過剩系數。Ention 系統參考(但不是必須)這些參數,用于優化氣氛調節回路。
功能3,爐壓/排煙溫度控制。Ention 系統可以有效應對超負荷軋鋼或爐役后期(蓄熱體能力下降)的工況。在這種工況下,爐壓與排煙溫度是一對矛盾。Ention 根據加熱負荷的變化,結合蓄熱體的蓄熱模型,找到爐壓與排煙溫度的最佳平衡點,從而使加熱爐熱效率達到最佳。
功能4,待軋優化控制。當軋線處于待軋狀態時,Ention 系統針對每種規格的鋼坯,建立一個專家系統,在不同預期待軋時間條件下,設定每個加熱段最佳的降溫幅度、開軋提前升溫時間,從而實現待軋溫度控制優化。
功能5,助燃空氣總管壓力控制。為了防止“憋風機”,Ention 系統通過助燃空氣總管上壓力變送器來獲得助燃空氣壓力,然后將此信號傳送給風機變頻器控制輸出頻率,其輸出頻率減小,以穩定助燃空氣總管壓力。
3.5 應用效果
聯合特鋼加熱爐智能燃燒系統于2022 年4 月和6月相繼投入應用。運行1 a以來,兩座加熱爐一直處于穩定的狀態,系統運行未出現任何故障。在爐內氣氛控制方面,煙氣殘氧量從原來的3%~9%降低到約2%左右,可見Ention的實際應用效果。
與原有手動調節相比,Ention 系統可以達到較好的控制效果。Ention 爐溫控制效果看出(見圖3):其中前半段為原有手動控制,后半段為Ention自動控制,可以看到在穩態時爐溫更加穩定,可達±5 ℃以內。
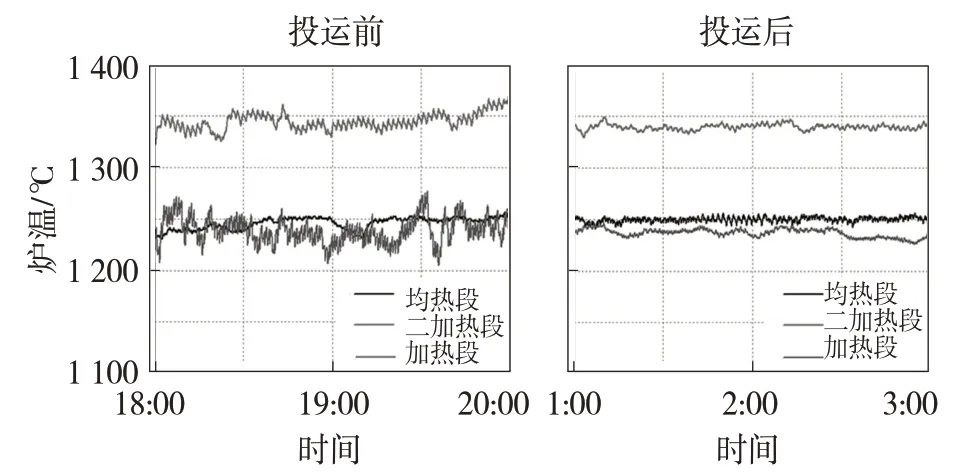
圖3 爐溫歷史數據曲線
通過智能燒爐系統投運1 a來的兩座加熱爐運行數據,與改造前手動燒爐數據的對比分析,在相同生產工況下,噸鋼煤氣(高爐+轉爐)消耗降低6%。改造前平均煤氣單耗約220 m3/t,改造后平均煤氣單耗約206 m3/t,噸鋼節約煤氣量約14 m3,氧化燒損平均降低約7%,節能降耗效果明顯。
4 結 語
天津市新天鋼聯合特鋼公司帶鋼廠三、四車間兩條650 熱軋帶鋼生產線加熱爐智能燒爐技術的應用,解決了熱軋帶鋼加熱爐煤氣單耗和氧化燒損高的問題,每年帶鋼三、四線加熱爐可創效約1 950萬,有效降低了熱軋帶鋼生產成本,提高了智能化控制水平。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
