新型四軌式大車運行機構設計研究
2023-09-02 09:20:06強少華
起重運輸機械 2023年15期
關鍵詞:方向
強少華
中船第九設計研究院工程有限公司 上海 200090
0 引言
大型門式起重機是一種機械化程度較高、船廠普遍使用的一種造修船專用裝備。對于大型船體分段的吊裝,國內幾大造船基地(環渤海、長三角、珠三角)船塢區域基本都是配置2 臺同等規格、同樣性能參數的大型門式起重機,采用四軌錯軌布置方案,進行聯合抬吊作業,一般采取限制起重能力和同步運行速度等措施,兩機抬吊極限距有最小值控制要求。兩機聯吊作業時,對相關安全保障措施要求較高,作業效率相對較低。
隨著造船工業的發展,船體分段越來越趨向于大型化,造船模式朝模塊化建造方向發展,產品類型多元,對設備各項性能指標要求越來越高,尤其是起重能力大型化需求越來越多。故在現有船塢土建基礎上采用單臺大型門式起重機替代原有2 臺門式起重機聯吊作業的需求逐步突出。
目前,四軌式大型門式起重機在國內大型造船基地還沒有相關應用案例,主要基于2 方面原因:1)新建船塢配置大型門式起重機,輪壓載荷一般控制在比較合理的范圍內,行業內優先考慮單側單軌方案;2)在現有船塢4 條軌道基礎上進行能力提升,主要是根據造船模式及產品的建造吊裝需求而定,而船體分段大型化及豪華游輪、LNG(Liquefied Naturad Gas)船等也是近幾年才得到快速發展,現有船塢對超大型起重設備的需求處于起步階段。
本文通過研究新型四軌式大車運行機構,解決了在已有4 條軌道的基礎上,配置超大起重能力的四軌運行式大型門式起重機,一方面充分利用現場土建基礎條件,有效降低土建基礎改造費用;另一方面提高設備起重能力,減小作業盲區,同時提高船體分段總裝效率,縮短造船周期,為船廠創造更大經濟效益。
1 總體設計方案
某船廠根據實際生產需求提出,原有2 臺錯軌布置的800 t 門式起重機聯吊作業時最小聯吊距離已無法滿足生產需要,且重載聯吊作業存在一定的安全風險,對起升及行走機構的同步性要求高,故考慮重新配置1 臺超大噸位的門式起重機。
基于土建基礎不作調整的前提,充分利用原有2 臺800 t 門式起重機的4 條軌道土建基礎。經溝通交流,結合實際生產工藝需求,確定了設備主要技術參數,明確了新建設備為四軌式1 600 t 門式起重機(見圖1),放置于原有2 臺800 t 門式起重機的4 條軌道上。
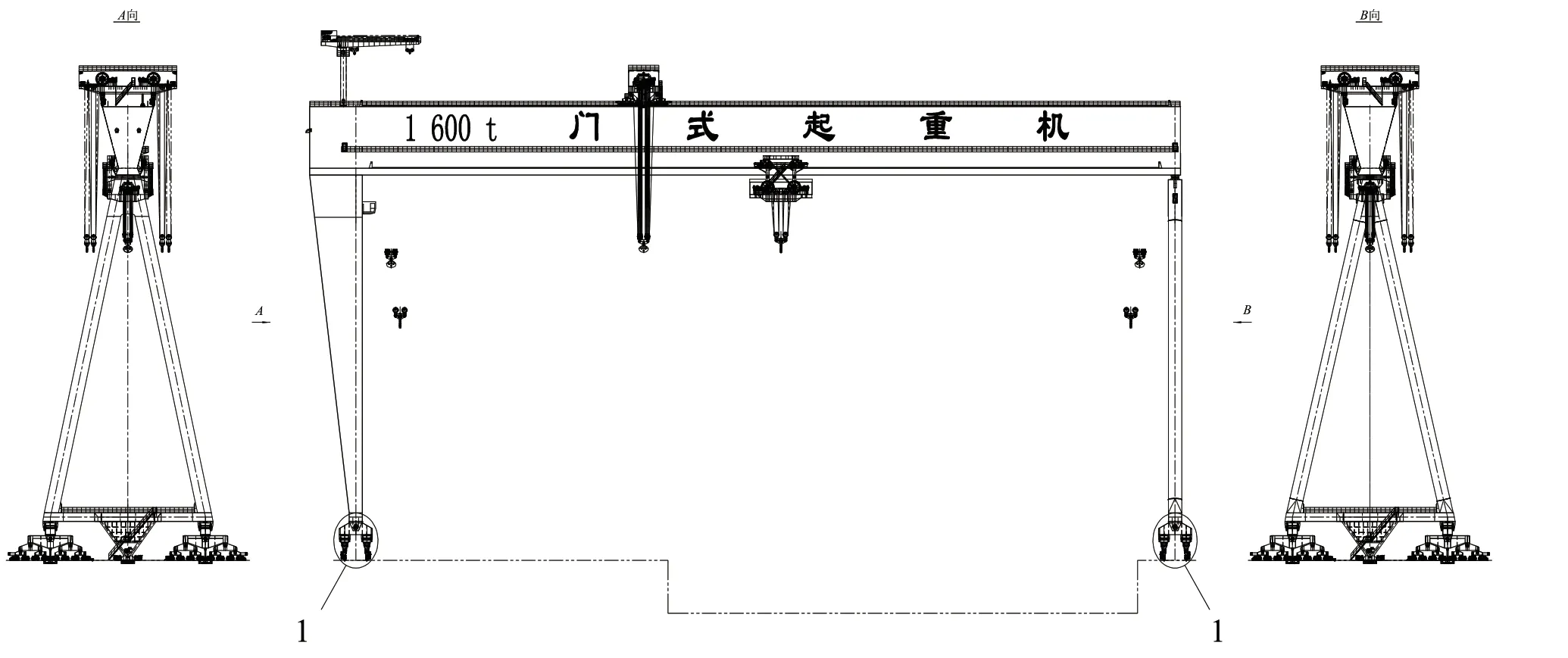
圖1 1 600t 門式起重機總圖
新建四軌式1 600 t 門式起重機為單主梁型,主要由主梁門架鋼結構、2×600 t 上小車、800 t 下小車、大車運行機構、電氣設備和回轉式維修起重機、登機電梯、電纜卷筒、夾軌器、錨定裝置、風速儀、糾偏裝置、重量指示裝置以及根據起重機安全規程所規定的各種安全保護裝置等部分組成。本起重機設有上、下可穿越式小車,具有單吊、雙鉤抬吊、三鉤抬吊、構件空中翻身等多種功能。上下小車額定抬吊質量為1 600 t,空中構件翻身最大質量為1 200 t。
與常規軌道式起重機不同的是,本文研究對象剛柔腿側行走機構分別跨在2 條軌道上,即整機大車運行機構共有4 條軌道。
通過深入研究分析,既充分考慮不同結構的優劣和糾偏控制方法,將輪壓載荷有效分布傳遞,滿足原有土建基礎承載能力要求,同時又匹配實際生產需求,提高生產效率,避免兩機聯吊作業的安全風險。
2 土建基礎條件
新建四軌式1 600 t 門式起重機放置于現有設備的軌道基礎上,現場土建基礎條件為:最大輪壓800 kN,臺車輪距1 050 mm/1 200 mm,同側兩軌間距5 m,大車軌道QU120,行走速度30 m/min。
3 新型四軌式大車運行機構
根據總體計算結果,剛柔腿每個支點下行走機構車輪數均為32 只,分布在2 條軌道上,即單支點每條軌道上16 只車輪(8 組臺車)。
為有效傳遞載荷,8 組臺車需設置3 級平行于軌道方向的平衡梁和1 級垂直于軌道方向的平衡梁將2 條軌道上的行走機構連接。各平衡梁間的連接均采用鉸軸連接,小平衡梁和臺車之間采用鉸座連接。四軌式大車運行機構設計關鍵在于如何將支腿載荷有效傳遞,通過平衡梁系統將支腿載荷均衡分布至各個車輪。
3.1 平行于軌道方向的高低差調節系統
當存在平行于軌道方向的高低差時,一般通過臺車組與小平衡梁之間的鉸座、平衡梁與大平衡梁之間的鉸軸來實現輪壓平衡(見圖2)。對于局部小范圍的高低差,臺車和小平衡梁之間的鉸座微轉即可調整。如果出現較大范圍的高低差,除了臺車和小平衡梁之間的鉸座微轉以外,平衡梁系統也會參與進來,對臺車組及小平衡梁進行平衡調節,最多至大平衡梁也參與調節。
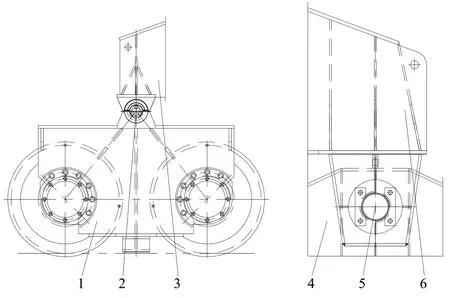
圖2 平行于軌道方向的高低差調節系統
3.2 垂直于軌道方向的高低差調節系統
當存在垂直于軌道方向的高低差時,通過設置垂直于軌道方向的平衡梁及平行于軌道方向的鉸軸進行調節。考慮到這個方向的平衡調節只有1 級,可以分別通過2 種方案來實現。
方案一:平衡梁布置在最上層,此時單支點下只需設置1 組(見圖3),調節時對單根軌道上整個行走機構同時調整。
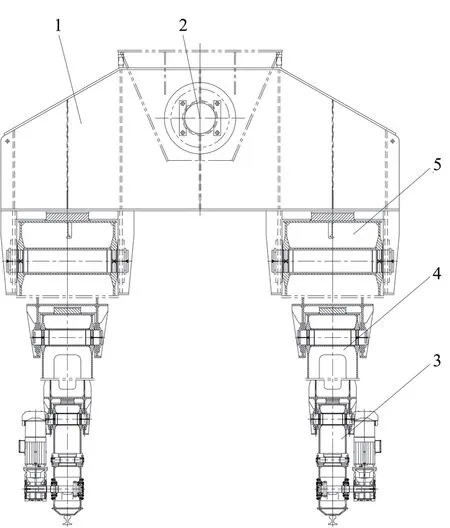
圖3 方案一側視圖
方案二:平衡梁布置在最下層,此時單支點下需設置8 組(見圖4),以臺車組為單元進行調節。
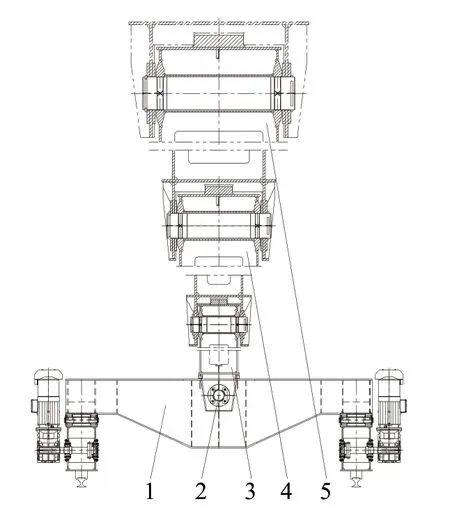
圖4 方案二側視圖
以上2 種方案從理論上都可以解決垂直于軌道方向的高低差平衡問題,重點從3 個方面進行對比分析。
1)考慮到垂直于軌道方向調整高低差的平衡梁繞鉸軸產生旋轉,即單側2 條軌道上的末端行走臺車繞鉸軸旋轉,勢必會產生水平位移。為防止車輪啃軌,需要核算垂直于軌道方向最大高度差時平衡梁旋轉產生的行走臺車水平位移值L1與輪緣和軌道側面最大間隙L2是否匹配。
本文研究的起重機同側2 條軌道間距為5 m,按GB/T 10183.1—2018《起重機 車輪及大車和小車軌道公差 第1 部分:總則》規范要求,按2 級公差考慮,同一截面處軌道高低差不大于5 mm,經理論計算,平衡梁偏斜率為1‰。
方案一:垂直于軌道方向的平衡梁鉸點高度為7 000 mm,末端行走臺車水平位移L1=7 000×1‰=7 mm,輪緣和軌道側面最大間隙L2=15 mm,L1<L2。
方案二:垂直于軌道方向的平衡梁鉸點高度為1 500 mm,末端行走臺車水平位移L1=1 500×1‰=1.5 mm,輪緣和軌道側面最大間隙L2=15 mm,L1<L2。
同樣軌道高低差的情況下,垂直于軌道方向的平衡梁鉸點高度越低,末端行走臺車水平位移越小,對大車啃軌現象影響越小。
如果存在軌道高低差過大或者鉸點高度過高等因素導致出現L1>L2的情況時,在確保剛柔腿側行走機構糾偏系統正常工作的前提下,可以考慮采用寬輪緣設計方案,適當增大L2,始終確保L1<L2,在理論上避免因為軌道高低差因素引起的啃軌加劇情況。
2)從經濟性能看,按方案一單支點下需設置1 組垂直于軌道方向的大平衡梁(見圖5),按總體參數計算,行走機構整機自重約600 t;方案二單支點下需設置8 組垂直于軌道方向的小平衡梁(見圖6),行走機構整機自重約520 t。在質量方面,方案二較方案一有一定的優勢。
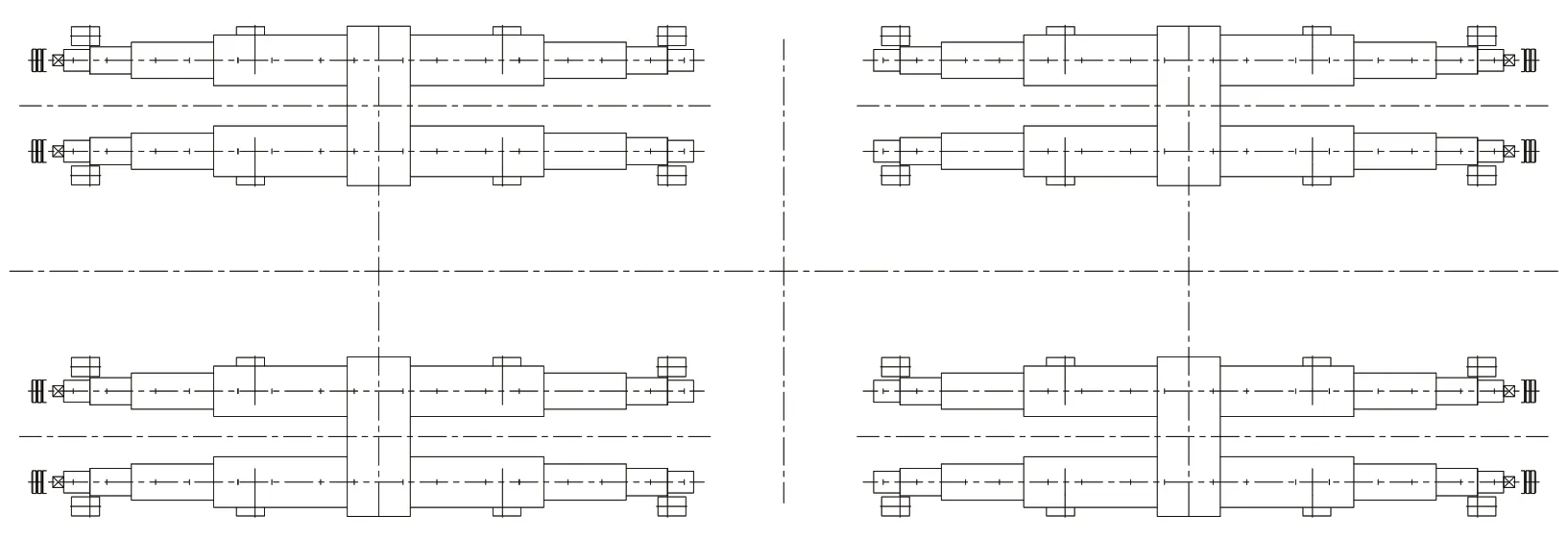
圖5 方案一俯視圖
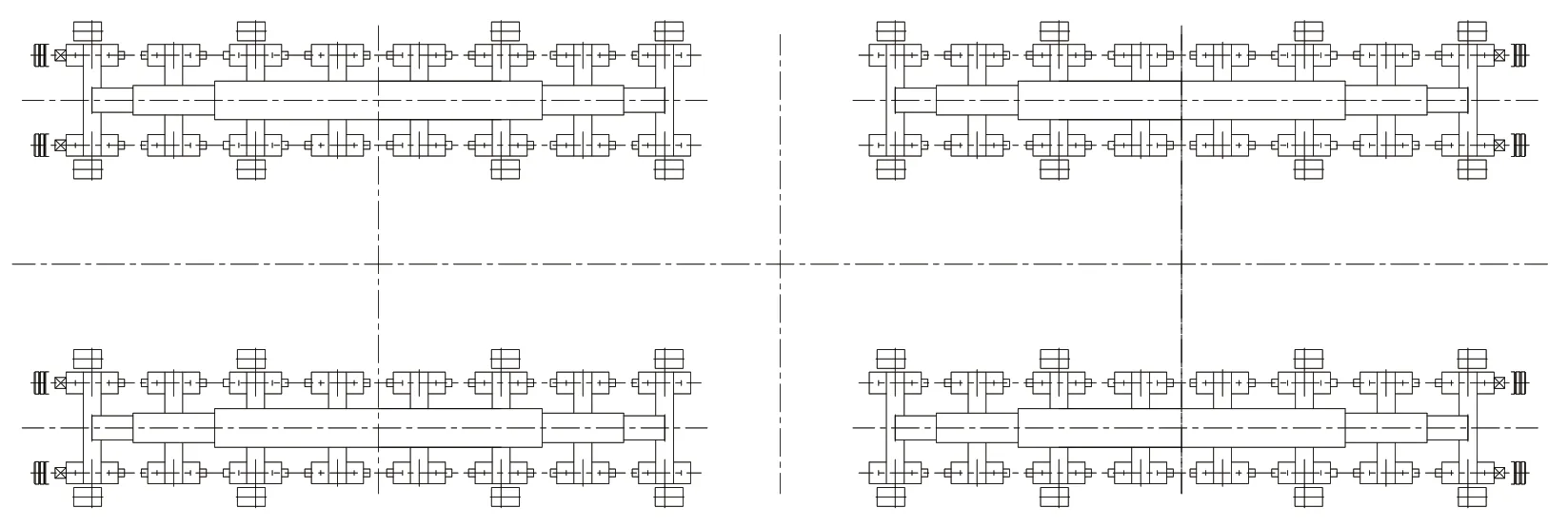
圖6 方案二俯視圖
3)從使用性能看,方案一調整軌道高低差的平衡梁鉸點高度較高(見圖3),適合大范圍的垂直高低差調節,對局部小范圍的高低差難以調節,調節靈敏度較低,但結合錨定與夾軌器設計(見圖7),可以提高單側2 條軌道內部空間利用率。對于已有四軌土建基礎,尤其是單側2 條軌道之間存在各類設備設施時,需要重點考慮通行的便利性,采用方案一可以較好地解決此類問題。
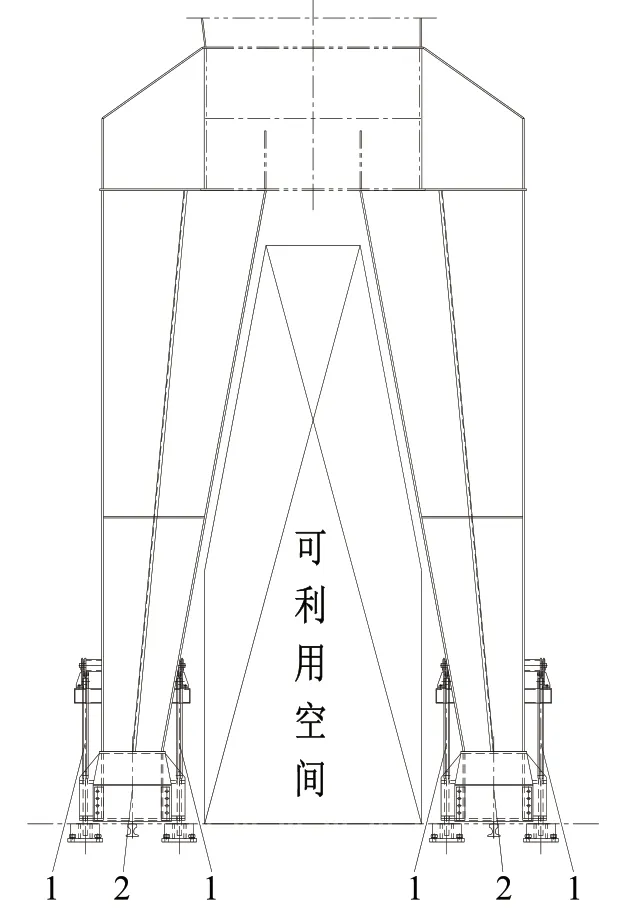
圖7 錨定及夾軌器與可利用空間位置關系
方案二調整軌道高低差的平衡梁鉸點高度較低(見圖4),大幅提高了垂直高低差的可調節性,尤其是局部小范圍的高低差調節,調節靈敏度較高,但單側2 條軌道內部空間已全部占用。對于新建四軌土建基礎,尤其是單側2 條軌道軌距較小的情況下,可以考慮犧牲一定的空間利用率,單側2 條軌道之間盡可能避免布置相關設備設施,采用方案二有利于行走機構對軌道高低差的調節適應。
3.3 新型四軌式大車運行機構設計方案
經過理論研究及分析計算,結合現場實際情況,本次研究擬將垂直于軌道方向的平衡梁布置在最上層,將平行于軌道方向的3 級平衡梁均布置在下層,與臺車組共同平衡調節車輪、臺車組及平衡梁的旋轉,通過2 個方向的調節平衡,共同確保輪壓載荷分布均衡,確保大車運行機構安全可靠。詳細設計方案如圖3 所示。
4 四軌運行同步控制精密定位系統
為便于同步控制研究,現對4 條軌道分別用代號進行明確,依次用A、B、C、D 進行表示,其中A、B 表示剛腿側的2 條軌道,C、D 表示柔腿側的2 條軌道。本次研究擬采用以下措施方法確保四軌運行機構的同步控制。
1)配置2 套基于無線射頻技術的單軸絕對位置測量系統,分別安裝在A、D 軌道旁,作為新型四軌式大車運行機構的磁釘精密定位系統,實現起重機大車定位精度±1 mm,使得剛柔腿側行走機構同步,本套系統作為主要糾偏控制系統;
2)配置2 套絕對值編碼器行走糾偏系統,分別安裝在B、C 軌道上,用以檢測剛柔腿側行走機構同步,本套系統作為校正糾偏控制系統,數據異常時僅報警,不參與整機糾偏控制;
3)在主梁和柔性鉸處安裝1 套機械限位糾偏系統,作為最終安全保護;
4)垂直于軌道方向的平衡梁分別設置2 組抗剪塊,分別承受同側2 條軌道上的運行阻力。
4.1 起重機同側兩條軌道運行機構同步糾偏
本設計方案中,垂直于軌道方向的1 級平衡梁布置在最上層。通過設置2 組平行于軌道方向的上下抗剪塊(見圖8),并且間隔一定的距離,使得同側2 條軌道行走機構運行阻力均由上下抗剪塊承受,進一步將載荷直接傳遞到結構上,對結構耳板起到了很好的保護作用。
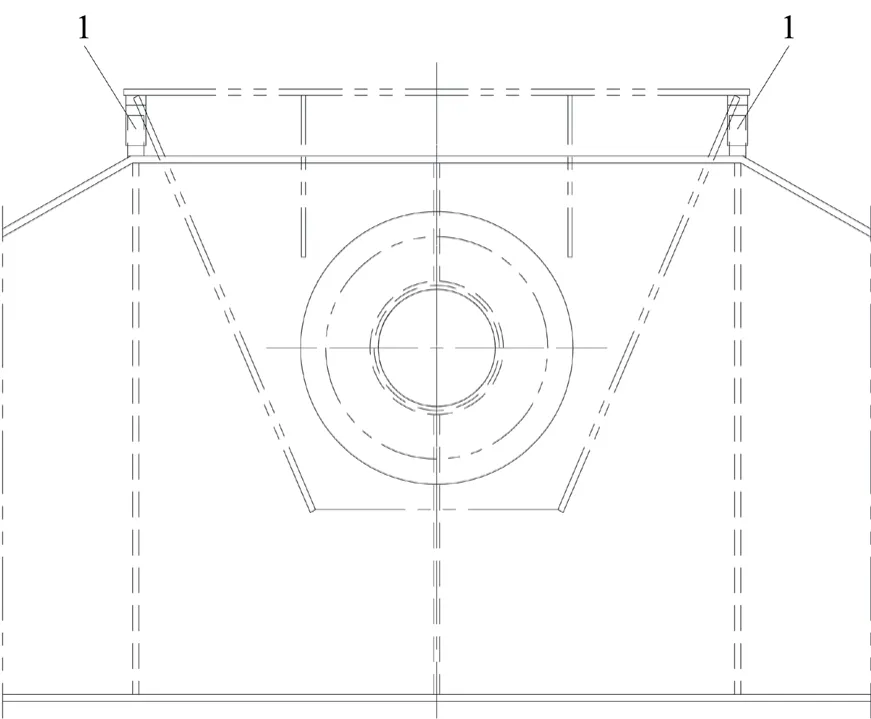
圖8 抗剪塊安裝
行走過程中,運行阻力通過布置在最上層的垂直于軌道方向的平衡梁及2 組上下抗剪塊傳遞至結構上,垂直于軌道方向的平衡梁除了豎直方向的應力和應變以外,如有走偏還會產生一定的平行于軌道方向的應力和應變,通過其自身的變形來協調同側2 條軌道行走機構相對位置偏差,使得同側2 條軌道行走機構同步偏差控制在恒定范圍內。
4.2 起重機剛柔腿側運行機構同步糾偏
在確保起重機同側2 條軌道上行走機構同步偏差可控的基礎上,進行剛柔腿側行走機構同步控制,共設置3 套糾偏系統。
1)磁釘精密定位系統 在剛柔腿每側單條軌道(A和D)布置磁釘定位系統(見圖9),定位精度可達±1 mm,參與整機糾偏系統的控制。通過采集剛腿側A 軌道的絕對位置數據PG 和柔腿側D 軌道的絕對位置數據PR 進行整機剛柔腿側行走機構糾偏控制。該系統作為整機主要糾偏控制系統。
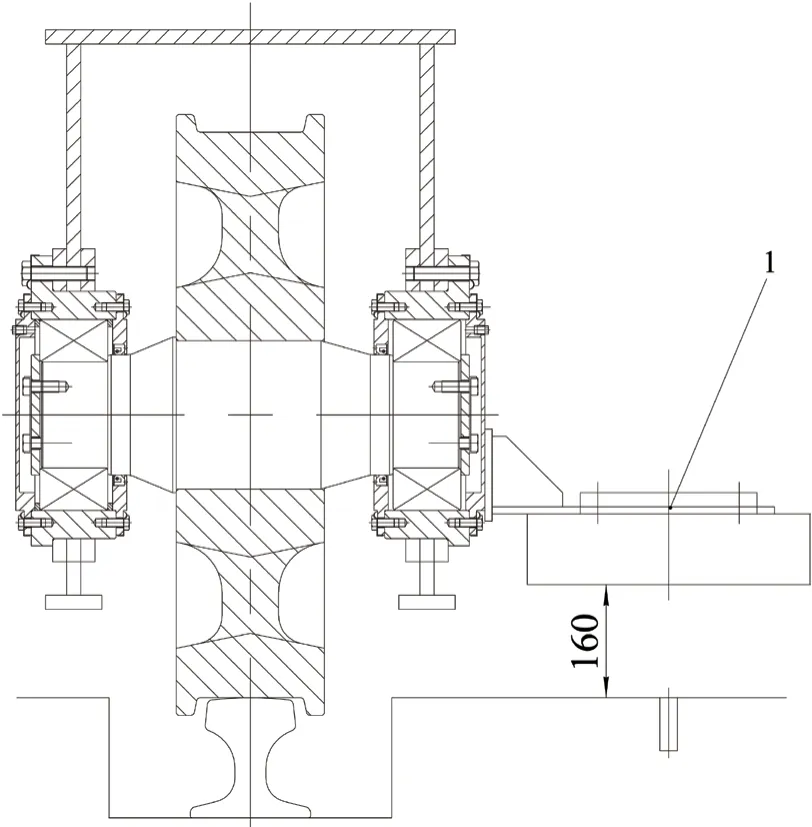
圖9 磁釘定位裝置
起重機行走機構運行時,通過天線讀取磁釘中的絕對位置,將信號反饋給起重機的主PLC,實時獲取起重機同側兩條軌道(A 和D)上的行走機構絕對位置并進行比較計算,當同步偏差超過設定值時進行自動糾偏,以1 條軌道A 上的行走機構絕對位置為基準,PLC 對數據進行處理后將運行速度調整指令發送給另外一條軌道D 上的獨立變頻器,調節輸出頻率以達到調節行走機構運行速度的目的,直至消除同步偏差。
2)絕對值編碼器定位系統 在剛柔腿每側單條軌道(B 和C)上各安裝1 組檢測輪(見圖10),裝有絕對值編碼器用以檢測剛柔腿實際位置信號,作為整機糾偏系統冗余設計不參與控制,但將剛柔腿側行走機構絕對位置實時數據同步至司機室中,到達不同控制值時用不同顏色區分顯示,超過最大設定值時報警提示;借助磁釘精密定位系統的絕對位置坐標,每隔25 m 通過磁釘對絕對值編碼器進行一次位置校準,清除編碼器累計誤差。
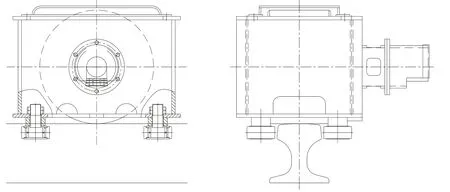
圖10 檢測輪裝置
3)柔性鉸糾偏系統 除了以上糾偏保護以外,在主梁和柔性鉸處再安裝一套限位裝置(見圖11),用以限制主梁和柔性腿之間的轉角,該裝置參與整機糾偏系統的控制。采用長擺桿形式,將主梁與柔性腿間的轉角量轉化為擺桿端頭的水平位移量,擺桿端頭與安裝在主梁內部底板上的限位系統相連,限位系統由4 個機械限位開關組成,分別作為左右偏差的極限和超限。
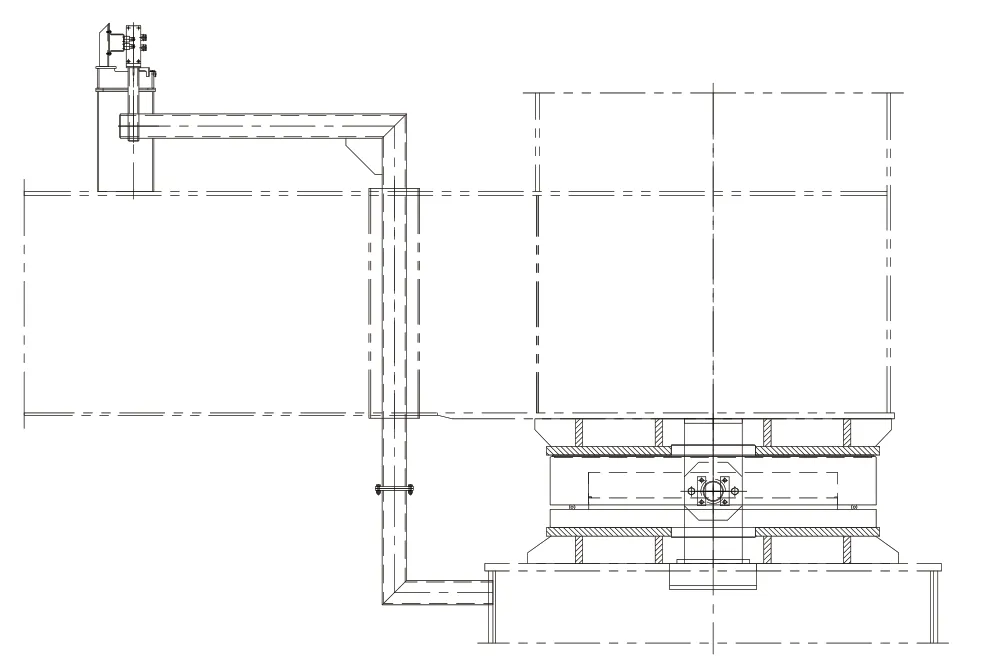
圖11 柔性鉸糾偏裝置
4.3 起重機剛柔腿側運行機構糾偏控制要求
當剛、柔腿運行行程偏差達到起重機跨度的1‰~2‰時,開始自動進行糾偏;當起重機剛、柔腿兩側的運行行程偏差達到起重機跨度的2‰~3‰時,起重機運行降速糾偏,并發出相應的警示;當偏斜值達到起重機跨度的3‰時,限位開關動作,運行機構緊急斷電停車,并在司機室發出報警信號。司機通過手動操作柔腿運行機構進行手動糾偏,消除偏差后恢復起重機運行。
如若磁釘精密定位系統和絕對值編碼器定位系統功能均失效,最后的安全保護則由柔性鉸糾偏系統完成。當偏斜值達到起重機跨度的3.5‰時,極限限位開關動作,行走機構緊急斷電停車;若極限限位開關失效,偏斜值進一步增大,當達到起重機跨度的4.5‰時,超限限位開關動作,行走機構緊急斷電停車,司機進行手動糾偏,消除偏差后恢復大車運行。
5 總結
大車運行機構作為大型門式起重機重要關鍵部件之一,對整機可靠運行起著至關重要的作用。新型四軌式大車運行機構設計時,應重點考慮:1)平行于軌道方向的高低差平衡系統;2)垂直于軌道方向起重機同側2 條軌道的高低差平衡系統;3)四軌運行同步控制系統。
本文研究的新型四軌式大車運行機構,從結構型式和同步控制2 方面入手,通過平衡梁系統2 個方向的調節平衡將支腿載荷均衡分布至各個車輪,通過多重糾偏控制方法使得大車運行機構同步運行偏差始終在一個合理的范圍內,共同確保大車運行機構安全可靠。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
