無縫平滑鋁套電纜的設(shè)計及應(yīng)用
2023-09-20 01:37:28金金元陳朝暉葉香微錢朝輝金宏磊
電力安全技術(shù) 2023年8期
金金元,陳朝暉,葉香微,錢朝輝,金宏磊
(1.浙江晨光電纜股份有限公司,浙江 嘉興 314200;2.國網(wǎng)福建省電力有限公司廈門供電公司,福建 廈門 361000;3.東莞電力設(shè)計院有限公司,廣東 東莞 523000)
0 引言
高壓電力電纜運行的可靠性是電網(wǎng)安全的重要保證,但近年來,國內(nèi)多地輸電系統(tǒng)運行的高壓皺紋鋁套電纜屢屢出現(xiàn)電腐蝕現(xiàn)象,嚴(yán)重時會造成電纜擊穿,給電網(wǎng)安全運行帶來嚴(yán)重隱患。在此背景下,一種新型的復(fù)合平滑鋁套電纜產(chǎn)品應(yīng)運而生。該電纜結(jié)構(gòu)緊湊,外護(hù)套與鋁套粘合成一個整體,但國內(nèi)這種復(fù)合平滑鋁套電纜基本都采用氬弧焊工藝生產(chǎn),俗稱有縫平滑鋁套。由于氬弧焊生產(chǎn)的鋁套有一條焊縫,如果焊縫表面稍有不平,焊縫向內(nèi)凸起,經(jīng)過拉拔縮緊后會有壓傷外屏蔽或絕緣的風(fēng)險。為進(jìn)一步提高平滑鋁套質(zhì)量,創(chuàng)新設(shè)計了無縫平滑鋁套電纜及其生產(chǎn)工藝,實現(xiàn)了平滑鋁套內(nèi)外表面無縫光滑的工藝創(chuàng)新。無縫平滑鋁套和電纜緩沖層緊密接觸,接觸面積大,可有效預(yù)防電纜緩沖層接觸不良而產(chǎn)生放電現(xiàn)象,避免電纜內(nèi)部放電燒蝕,保證電纜的長期運行安全。
1 無縫鋁套擠出工藝設(shè)計
1.1 工藝方案及生產(chǎn)線設(shè)計
為優(yōu)化焊接平滑鋁套質(zhì)量,在焊接平滑鋁套電纜生產(chǎn)工藝的基礎(chǔ)上,根據(jù)已經(jīng)研發(fā)掌握的連續(xù)包覆無縫皺紋鋁套技術(shù),結(jié)合平滑鋁套電纜一體化連續(xù)生產(chǎn)特點,設(shè)計開發(fā)出一種全新的無縫平滑鋁套電纜生產(chǎn)工藝,消除氬弧焊焊縫可能存在的內(nèi)突風(fēng)險,實現(xiàn)平滑鋁套內(nèi)表面無縫光滑的質(zhì)量提升。
1) 工藝方案確定。無縫平滑鋁套工藝方案所需的生產(chǎn)線配置由某公司提出與設(shè)計,并與國外知名設(shè)備制造商開展合作,建設(shè)了一條無縫平滑鋁套電纜生產(chǎn)線,并首次應(yīng)用于該公司無縫平滑鋁套電纜的研制生產(chǎn)中。
2) 生產(chǎn)線設(shè)計。該生產(chǎn)線的設(shè)計組成主要包括電纜絕緣線芯放線、芯線位置控制、前置牽引1、鋁桿放線、鋁桿清洗單元、擠鋁主機(jī)、冷卻系統(tǒng)、后置牽引2、電纜位置控制、鋁套縮緊裝置、后置牽引3、鋁套感應(yīng)預(yù)熱裝置、φ30+φ120+φ60多層共擠擠塑機(jī)、冷卻水槽、吹氣干燥、噴碼計米機(jī)、后置牽引4、收線架,以及整條生產(chǎn)線聯(lián)動電氣控制系統(tǒng)等;輔助單元包括感應(yīng)加熱爐、機(jī)頭旋轉(zhuǎn)機(jī)構(gòu)、工作臺和機(jī)頭清洗裝置等,分別用于機(jī)頭的預(yù)熱和清理。工藝控制由CDS計算機(jī)系統(tǒng)執(zhí)行,系統(tǒng)運行環(huán)境為Windows XP,與裝在驅(qū)動系統(tǒng)的Siemens S7-200 PLC系統(tǒng)相通,用于選擇和記錄數(shù)據(jù),能夠以列表和圖解形式顯示數(shù)據(jù),可用于實時質(zhì)量控制,設(shè)備最大可生產(chǎn)500 kV 1×2 500 mm2無縫鋁套電纜。
3) 鋁桿的放線和清洗設(shè)計。設(shè)計的平滑鋁套連續(xù)擠壓工藝是以兩根直徑φ12 mm鋁桿為原材料,鋁桿放線是實現(xiàn)連續(xù)擠出鋁套的關(guān)鍵,采用圈式放線保證了大長度電纜生產(chǎn)的連續(xù)性。原料放線為直徑φ12 mm的兩根鋁桿,兩根鋁桿在進(jìn)入擠壓機(jī)之前,專門設(shè)計一套輔助裝置用于對運動中的兩根鋁桿進(jìn)行矯直,并設(shè)計聯(lián)動的圓形細(xì)銅絲刷子對鋁桿表面清潔,然后進(jìn)行清洗,洗去鋁桿上的氧化層和油污,保證進(jìn)入擠壓機(jī)的鋁桿表面潔凈,避免擠出的鋁套內(nèi)產(chǎn)生雜質(zhì)、氣孔或其他瑕疵。
4) 線芯防燙傷設(shè)計。在電纜線芯和鋁管內(nèi)壁之間,設(shè)計了一個帶夾層的冷卻水管,避免高溫狀態(tài)下的鋁管對電纜線芯灼傷。鋁管形成之后,必須立即進(jìn)行外部冷卻,為此設(shè)計采用四周水幕冷卻方式,其特點是使鋁管冷卻均勻且不間斷,保證鋁管的圓整度,并有效避免電纜絕緣線芯在模口處受過熱傷害,確保絕緣線芯不受灼傷,從而解決了擠出鋁套燙傷絕緣線芯的技術(shù)難題。
5) 線芯緩沖層防潮設(shè)計。采用特殊材質(zhì)制作的鋁管擠出模具,正常擠出鋁管時的管口是全封閉的,擠出鋁管后水幕冷卻時的水汽被完全阻隔在擠出鋁套的正前方,確保進(jìn)入擠出鋁管機(jī)頭內(nèi)的電纜緩沖層始終處于干燥狀態(tài),從而完全避免緩沖層受潮,進(jìn)一步消除制造過程中電纜緩沖層受潮問題。
1.2 鋁套同心度及圓整度設(shè)計
為了保證鋁套的同心度與圓整度,對擠出模具進(jìn)行精密設(shè)計,對溫度進(jìn)行精準(zhǔn)控制。
1) 鋁套擠出溫度及模芯設(shè)計。對模具進(jìn)行反復(fù)設(shè)計改進(jìn),將原來設(shè)計的流道層壓板式模芯改為古堡式模芯,使鋁在模腔內(nèi)分布均勻,確保鋁材在流道中的壓力保持一致,從而使擠出鋁管的厚度保持均勻。熔融的鋁溫度約為500 ℃,兩個流道的鋁在模腔內(nèi)混合,并在模芯和蓋板之間形成鋁管,為了保證鋁管厚度的均勻性,又對模芯座的流道進(jìn)行了反復(fù)設(shè)計改進(jìn),并通過試驗證明電纜外徑相近的規(guī)格可以采用同一個模芯座。
2) 擠壓機(jī)頭預(yù)熱溫度設(shè)定。溫度不同會導(dǎo)致鋁材的流速和壓力不同,在原料鋁桿連續(xù)不斷進(jìn)入擠壓輪后,摩擦生熱,與機(jī)頭上部的感應(yīng)傳感器溫度達(dá)到基本平衡。為了保證鋁套厚度均勻,需對各部分的溫度進(jìn)行精準(zhǔn)控制,擠壓的預(yù)熱溫度設(shè)定比較關(guān)鍵,如果預(yù)熱溫度不合理,就不能保證剛開機(jī)時擠出的鋁套很圓整。經(jīng)過多次試制,總結(jié)出預(yù)熱時的合適溫度,機(jī)頭預(yù)熱外部溫度設(shè)定(550±5) ℃,底部(500±5) ℃,上部(480±5) ℃,最終試制順利。
2 無縫鋁套縮徑工藝設(shè)計
2.1 鋁套縮徑及工藝方式
從擠壓機(jī)連續(xù)擠出鋁套時,與絕緣線芯的緩沖層間留有一定間隙,因為擠出時如果鋁套太緊,極易燙傷緩沖層或電纜線芯,而且擠出鋁套表面會出現(xiàn)不平整;如果鋁套與電纜緩沖層間有一定間隙,也會存在間隙偏大、接觸不良的風(fēng)險,且電纜彎曲時鋁套會起皺而影響電纜產(chǎn)品質(zhì)量。因此,擠出后的鋁套一定要進(jìn)行縮徑。目前,鋁套縮徑工藝方式大致有兩種:一是拉拔式縮徑,采用這種縮徑方式時,電纜承受的牽引力較大,而且大規(guī)格電纜的鋁套越厚,承受的牽引力會更大,對設(shè)備性能也是一種考驗;二是輥輪式縮徑,采用這種無摩擦的輥輪縮徑方式時,電纜承受的拉力不大,且不受電纜規(guī)格限制,其拉力主要是牽引力。因此,綜合來看,后一種輥輪式縮徑工藝性能更優(yōu)。
2.2 輥輪式縮徑工藝設(shè)計
針對輥輪式新型縮徑工藝,與英國BWE公司合作,專門設(shè)計了一組輥輪式無縫鋁套縮徑裝置,可以對包覆緩沖層纜芯的無縫鋁套進(jìn)行縮徑。輥輪裝置共有三個壓輥,每個壓輥都設(shè)計成內(nèi)弧凹形擠壓面,三個內(nèi)弧凹形擠壓面設(shè)計成機(jī)械齒輪傳動,可以各自同時向內(nèi)收攏,全部向內(nèi)收攏后,會自動對正中心處形成一個完整的圓形孔。這樣的縮徑輥輪共有三組,每組的角度分別對正中心處旋轉(zhuǎn)180°,相當(dāng)于整個圓周的每個面均會產(chǎn)生壓力等同的縮緊力。對縮徑后的鋁套進(jìn)行嚴(yán)格檢測,反復(fù)測試鋁套的圓整度和外徑尺寸,如果外徑偏大,還可以手動調(diào)節(jié)三個壓輥的緊壓程度,適當(dāng)調(diào)整直至縮徑后的鋁套外形尺寸符合工藝要求。縮徑后的鋁套表面無刮痕、無飛邊、無壓痕,既滿足鋁套的圓整度和內(nèi)外表面光滑度要求,又符合對應(yīng)的鋁套外徑正負(fù)公差要求。
3 護(hù)套三層共擠工藝
3.1 三層共擠工藝設(shè)計
復(fù)合平滑鋁套是把鋁套與熱熔膠、外護(hù)套、導(dǎo)電層等多層牢牢粘合并復(fù)合在一起的復(fù)合型護(hù)套,復(fù)合的目的就是防止電纜在生產(chǎn)收線和現(xiàn)場安裝彎曲時護(hù)套產(chǎn)生起皺缺陷現(xiàn)象。為此,在研發(fā)焊接平滑鋁套涂覆熱熔膠技術(shù)的基礎(chǔ)上,進(jìn)一步設(shè)計了全新的護(hù)套三層共擠工藝。
此外,與奧地利ROSENDAHL公司合作,設(shè)計采用φ30+φ120+φ60三臺擠塑機(jī)共同組合成一整套擠塑機(jī)頭,可同時擠出熱熔膠、外護(hù)套、導(dǎo)電層,擠出的三層厚度均勻,粘合牢固。該擠出設(shè)備與英國BWE公司的擠壓鋁套設(shè)備組合成連續(xù)的一體化無縫平滑鋁套電纜新型生產(chǎn)線,重點解決了生產(chǎn)線各設(shè)備部件的同步問題,在電氣控制系統(tǒng)環(huán)節(jié)攻克了許多難題,并形成了一套無縫平滑鋁套電纜特殊的制作工藝。
3.2 三層共擠工藝流程
1) 設(shè)計工藝流程。導(dǎo)體拉絲退火→導(dǎo)體線芯股塊絞合緊壓→導(dǎo)體股塊線芯成纜→三層共擠試交聯(lián)→烘房去氣→繞包半導(dǎo)電緩沖層+金屬絲布帶→擠出鋁套→輥輪縮徑鋁套→鋁套預(yù)熱→熱熔膠、外護(hù)套、導(dǎo)電層三層共擠→水槽冷卻→收線→出廠試驗→入庫。
2) 關(guān)鍵操作步驟。在無縫平滑鋁套電纜護(hù)套三層共擠前,設(shè)計加裝一套鋁套感應(yīng)加熱裝置,因為擠出鋁套通過輥輪縮徑后,由于牽引的距離較長,鋁套在進(jìn)入擠塑機(jī)頭時表面已處于冷態(tài),基本接近室內(nèi)溫度。在進(jìn)行護(hù)套三層共擠時,熱熔膠擠包遇到冷態(tài)的鋁套表面會導(dǎo)致熱熔膠快速固化,造成與鋁套之間的粘合不牢靠,電纜收線彎曲時護(hù)套表面會產(chǎn)生起皺的現(xiàn)象。為了提高熱熔膠與鋁套之間的粘合力,縮徑后的鋁套一定要在熱態(tài)時進(jìn)入三層共擠機(jī)頭。因此,在擠塑機(jī)前設(shè)計加裝了一種鋁套感應(yīng)加熱裝置,給縮徑后的鋁套預(yù)熱,預(yù)熱溫度設(shè)計在120 ℃左右,以保證鋁套在牽引運動過程中不會燙傷線芯,使鋁套、熱熔膠、外護(hù)套、導(dǎo)電層粘合牢固。
3) 冷卻工藝要求。三層共擠護(hù)套后的無縫鋁套電纜,需經(jīng)過水槽冷卻,使鋁套、熱熔膠與外護(hù)套牢固粘合,最后通過牽引機(jī)把無縫鋁套電纜繞上收線盤。由于聚乙烯護(hù)套材料彈性模量較大,因此,彎曲收線時護(hù)套不會起皺。取小段成品電纜對護(hù)套進(jìn)行噴燈加熱,在熱熔膠處于熔融狀態(tài)時,及時用專用工具剝離外護(hù)套,目測鋁套內(nèi)表面光滑,無凹凸現(xiàn)象,然后對成品電纜進(jìn)行局部放電、交流耐壓以及外護(hù)套耐壓試驗,試驗合格。
4 無縫鋁套性能試驗
4.1 無縫鋁套力學(xué)強(qiáng)度試驗
為了分析擠出無縫鋁套的力學(xué)機(jī)械性能,取兩段縮徑前后的無縫平滑鋁套樣品,委托西安交通大學(xué)電氣絕緣研究中心國家重點實驗室,對無縫鋁套進(jìn)行拉伸試驗,研究護(hù)套的橫向及縱向拉伸力學(xué)性能特征;對比縮徑前后平滑鋁套的拉伸性能差異和縮徑前后對鋁套力學(xué)性能的影響(見表1)。

表1 縮徑前后鋁套試驗數(shù)據(jù)
綜上數(shù)據(jù)對比分析,縮徑后的鋁套試樣沿橫向的強(qiáng)度和塑性參數(shù)均有所提高,沿縱向的強(qiáng)度和塑性參數(shù)則相應(yīng)下降,但變化幅度均在20 %以內(nèi)。因此,縮徑過程導(dǎo)致鋁套沿橫向的力學(xué)性能有所提高,而沿縱向的力學(xué)性能略有降低。此外,排除試樣數(shù)量不同的影響,從拉伸曲線上看,縮徑后鋁套的性能變得更加穩(wěn)定,分散性變小。鋁套縮徑后的橫向強(qiáng)度和塑性參數(shù)提高意味著鋁套的抗側(cè)壓力和抗沖擊力提高,縱向強(qiáng)度和塑性參數(shù)降低,說明鋁套的彎曲性能更好了。
4.2 無縫鋁套電纜彎曲試驗
4.2.1 電纜彎曲試驗
對無縫平滑鋁套電纜的彎曲性能進(jìn)行試驗研究,結(jié)果顯示無縫平滑鋁套電纜完全能滿足20倍電纜直徑彎曲要求,滿足現(xiàn)場敷設(shè)要求;試制的YJLP03-Z 64/110 1×630無縫平滑鋁套電纜,委托國家電線電纜質(zhì)量監(jiān)督檢驗中心加做了平滑鋁套“20倍電纜直徑的彎曲試驗”,試驗結(jié)果完全符合標(biāo)準(zhǔn)要求。
4.2.2 電纜抗沖擊試驗
委托國家電線電纜質(zhì)量監(jiān)督檢驗中心對無縫平滑鋁套電纜進(jìn)行抗沖擊試驗,參照IEC TR61901—2016 (Tests recommended on cables with a longitudinally applied metal foil for rated voltages above 30 kV (Um=36 kV) up to and including 500 kV (Um=550 kV))的試驗方法和要求,從0.27 m高處對長1 m的平滑鋁套電纜拋27 kg重物,在外護(hù)套上取一個點進(jìn)行沖擊試驗,反復(fù)4次;再對沖擊點相反的位置進(jìn)行沖擊試驗,反復(fù)4次;沖擊物有一個1 mm曲率半徑和90°的楔形接觸面;最終,對電纜解剖檢驗結(jié)果顯示,沖擊點無穿刺損傷,絕緣無變形,沖擊位置無侵入絕緣的銳角形變,完全符合標(biāo)準(zhǔn)要求。
無縫平滑鋁套與絕緣線芯成為整體,相當(dāng)于實芯體,提高了側(cè)面抗沖擊能力和抗側(cè)壓能力;無縫平滑鋁套電纜結(jié)構(gòu)緊密,增大了線芯內(nèi)外結(jié)構(gòu)層之間的摩擦阻力,十分有利于高落差豎井中的垂直敷設(shè)和運行,線芯不會滑移損傷,鋁套也不會起皺。
通過以上試驗證明,無縫平滑鋁套電纜彎曲性能與皺紋鋁套電纜基本等同,完全可以滿足現(xiàn)場敷設(shè)要求,且垂直敷設(shè)比皺紋鋁套電纜更方便和安全。
4.3 敷設(shè)應(yīng)用試驗研究
為了驗證無縫平滑鋁套電纜現(xiàn)場應(yīng)用彎曲及側(cè)壓能力,選取規(guī)格為YJLP03-Z 64/110 1×800的平滑鋁套電纜進(jìn)行彎曲試驗,成品電纜直徑約92 mm,長約100 m。敷設(shè)完成后,檢查平滑鋁套電纜及牽引頭表面是否損傷。最后按現(xiàn)場驗收標(biāo)準(zhǔn)對電纜外護(hù)套進(jìn)行直流耐壓試驗。結(jié)果顯示,電纜表面無損傷,護(hù)套無起皺,外觀圓整,目測檢查通過;彎曲及拖拉時的側(cè)壓力為2 800 N/m,符合GB 50217—2018《電力工程電纜設(shè)計標(biāo)準(zhǔn)》附錄H中側(cè)壓力小于3 000 N/m的要求,試驗合格。
對經(jīng)過現(xiàn)場彎曲拉拔施工的電纜外護(hù)套進(jìn)行機(jī)械物理性能試驗,結(jié)果顯示外護(hù)套抗拉強(qiáng)度達(dá)到23.8 N/mm2,伸長率達(dá)到680 %,主要試驗數(shù)據(jù)見表2。
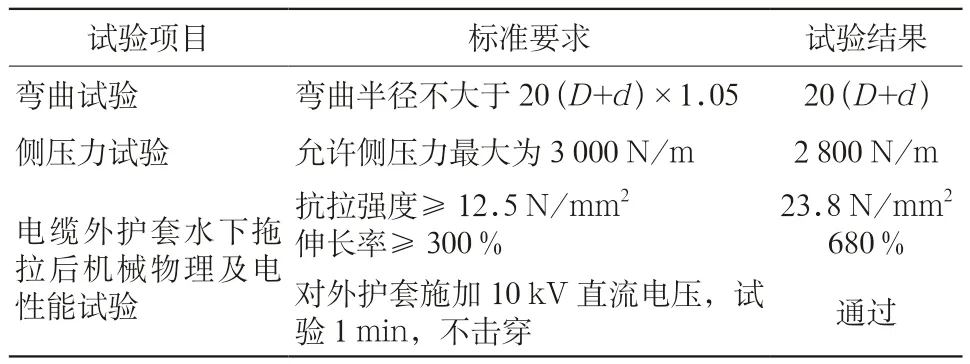
表2 外護(hù)套機(jī)械物理性能試驗數(shù)據(jù)
5 結(jié)束語
研發(fā)的110 kV無縫平滑鋁套電纜已通過國家電線電纜質(zhì)量監(jiān)督檢驗中心的型式試驗,性能指標(biāo)優(yōu)良,產(chǎn)品已在某供電公司得到應(yīng)用,運行良好。
無縫平滑鋁套電纜制作工藝先進(jìn),結(jié)構(gòu)緊密,鋁套內(nèi)外表面光滑無凹凸,實現(xiàn)了平滑鋁套內(nèi)外表面無縫光滑的工藝創(chuàng)新;無縫平滑鋁套電纜在結(jié)構(gòu)設(shè)計、機(jī)械性能、安裝敷設(shè)等方面有較大的安全技術(shù)優(yōu)勢,鋁套與絕緣線芯成為整體,提高了抗側(cè)面沖擊能力和抗側(cè)壓能力,彎曲性能優(yōu),還可預(yù)防電纜在運行中發(fā)生內(nèi)部電腐蝕的風(fēng)險。
從需求側(cè)看,在國內(nèi)由于敷設(shè)環(huán)境及施工過程的限制,基本上是采用皺紋鋁套電纜以降低電纜受機(jī)械損傷的風(fēng)險。但隨著行業(yè)的發(fā)展、技術(shù)的進(jìn)步以及有關(guān)部門的重視,國內(nèi)電纜的敷設(shè)環(huán)境及施工設(shè)備得到了很大提升,給無縫平滑鋁套電纜的應(yīng)用創(chuàng)造了良好條件。
從供給側(cè)看,國內(nèi)部分制造企業(yè)已具備平滑鋁套電纜的研發(fā)與生產(chǎn)能力,并取得了一定的技術(shù)進(jìn)展。但是,對于這種新型的電纜結(jié)構(gòu),需要從設(shè)計、施工及應(yīng)用等多個方面開展系統(tǒng)全面的研究,從而為電纜的實際工程應(yīng)用提供指導(dǎo),保證電網(wǎng)的安全運行。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
