Y2O3含量對激光熔覆鎳基復合涂層組織與性能的影響
2023-09-22 09:05:50胡新新張家誠練國富陳昌榮黃文泰徐偉麒玉津宇
激光與紅外 2023年8期
關鍵詞:裂紋
胡新新,黃 旭,張家誠,練國富,陳昌榮,黃文泰,徐偉麒,玉津宇
(1.福建省智能加工技術及裝備重點實驗室,福建 福州 350118;2.福建工程學院機械與汽車工程學院,福建 福州 350118)
1 引 言
激光熔覆技術利用高能激光束,使熔覆粉末和基體表面熔覆層快速熔化并迅速凝固,從而在基體表面形成性能優異的熔覆層[1]。但隨著現代工業技術的發展,磨損成為機械零部件的主要失效形式之一[2]。因此通過制備表面自潤滑涂層來提高材料的耐磨性是一個重要的研究方向[3]。
目前激光熔覆復合涂層中添加固體潤滑劑,雖然能大幅度提升熔覆層的耐磨性,但同時,固體潤滑劑的添加會降低熔池的流動性,導致枝晶間開裂敏感性增大[4],在實際工作中易產生裂紋,進而會顯著降低熔覆層的強度、硬度和耐磨性。故而為了有效地改善這一現象,科研人員發現,向涂層中添加適量的稀土氧化物可以有效地消除裂紋,細化晶粒、提高硬度和耐磨性。稀土氧化物可用于提高涂層的機械性能,并有效降低其開裂敏感性[5]。常用的稀土氧化物主要是Y2O3、CeO2、La2O3等[6]。 Zhang等[7]采用激光熔覆制備不同Y2O3含量的Ti基耐磨復合涂層,結果表明,添加Y2O3后,涂層表面的裂紋數量明顯減少,微觀組織明顯細化,當Y2O3添加量為3 %時,涂層耐磨性最佳,涂層的磨損量較不含Y2O3的熔覆層相比下降了47.8 %。楊廣峰等[8]采用激光熔覆技術在TC4鈦合金表面制備了不同Gd2O3添加量的Gd-YSZ涂層,結果表明,稀土Gd能夠顯著的細化晶粒,進而提升材料的綜合性能。張梁等[9]利用激光熔覆技術在45鋼表面制備添加不同含量的La2O3的304L復合涂層,結果表明:La2O3能夠提高熔池的流動性,細化熔覆層的顯微組織,提高熔覆層的顯微硬度和耐磨性,當La2O3的含量為1 %時,熔覆層性能最佳,平均硬度提高了20.6 %,摩擦系數與磨損量分別降低了14.2 %、24.9 %。
但經研究發現,稀土Y2O3比La2O3和CeO2具有更好的非均相成核作用,這可以有效改善硬質相的均勻分布,從而有效的提高涂層的顯微硬度[10]。
課題組通過前置實驗發現鎳基合金具有較優的物理、化學性能和市場優勢,且NbC的密度(7.6 g/cm3(25 ℃))與鎳基合金密度(8.4g/cm3(25 ℃))相近,當二者混合時不容易偏析導致混合不均[11]。然而,NbC增強鎳基涂層的耐磨性有限,因此向涂層中添加少量固體潤滑劑h-BN@Cu,可以有效改善涂層摩擦磨損性能。但是通過實驗發現僅僅通過優化激光熔覆工藝參數、調整熔覆材料和其配比仍然難以消除裂紋缺陷。而Y2O3具有良好的物理和化學性質,可用于細化晶粒,抑制涂層開裂,消除氣孔,改善硬質相在涂層中均勻分布,增強涂層復合材料的力學性能,同時有Y2O3還可以降低涂層的殘余應力和裂紋敏感性[12-14]。本文采用激光熔覆技術在45鋼表面制備了不同Y2O3含量的Ni60+NbC+h-BN@Cu復合涂層,研究了Y2O3含量對熔覆層顯微組織、物相組成、顯微硬度和耐磨性的影響。
2 實驗材料及過程
2.1 實驗材料
實驗所用基體材料為45鋼,尺寸為40 mm×20 mm×10 mm,其化學成分如表1所示。熔覆材料為Ni60粉末、NbC粉末、h-BN@Cu粉末、以及Y2O3粉末,其中Ni60粉末粒徑為74~300 μm,其化學成分如表2所示。所用的NbC粉末純度為99.99 %,h-BN@Cu粉末制備是選用粒徑為100 nm的Cu粉和粒徑為1 μm的h-BN粉末作為外加粉末,并通過高能球磨的方式將Cu粉包覆在h-BN粉末表面而制成。Cu粉與h-BN粉末的比例為3∶1,具體球磨操作為:在400 r/min的轉速下進行4 h的球磨,其中研磨球與物料量之比為3∶1,Y2O3純度為99.9 %。在熔覆材料中,選取Ni60+20 %NbC+10 %h-BN@Cu+Y2O3粉末作為熔覆粉末,Y2O3的含量(質量分數)分別為0.5 %、1 %、1.5 %、2 %。如表3所示。

表1 45鋼的化學成分

表2 Ni60的化學成分
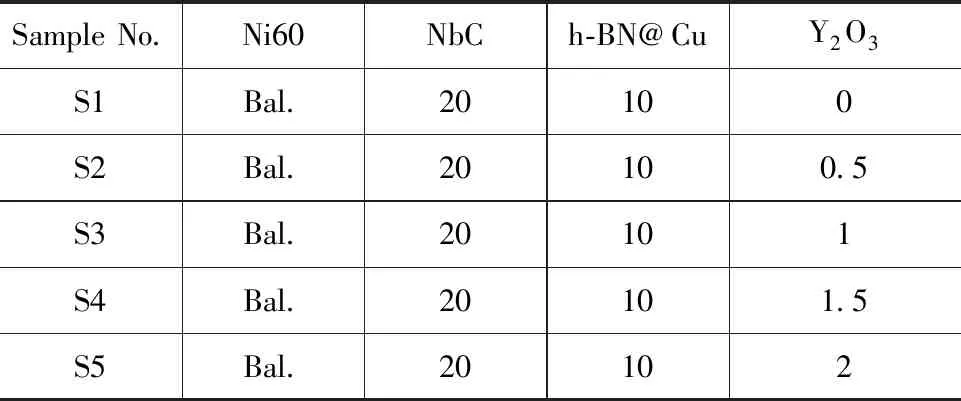
表3 復合涂層的粉末配比(質量分數,%)
2.2 實驗過程
實驗采用預置涂層法,在進行熔覆實驗前,先將粉末放入烘干箱進行干燥處理,然后選用100~1000目砂紙打磨45鋼表面,并使用無水乙醇進行擦拭,以去除表面氧化膜和油污。使用電子分析天平稱量實驗所需的熔覆粉末,后將稱量好的粉末倒入裝有研磨球的球磨罐中,使用行星球磨機進行球磨,研磨球和粉末量之比為3∶1,并在200 r/min的轉速下球磨2 h。隨后將球磨后的粉末倒入研磨缽中,向其中加入聚乙烯醇(PVA)粘結劑并持續攪拌。然后將基體放入特制的模具中,并將熔覆粉末平鋪在基體表面,使用壓片機以100 MPa的壓力,持續1 min,制備1 mm厚的預置粉層,最后將其放入150 ℃真空烘干機中烘2 h。烘干后采用YLS-3000激光器在工藝參數:離焦量10 mm、激光功率1500 W、掃描速度5 mm/s,保護氣為氬氣的條件下進行熔覆實驗。
3 結果與討論
3.1 宏觀形貌分析
圖1為添加不同含量Y2O3的熔覆層截面形貌。利用ImageJ計算各熔覆層稀釋率分別為6.9 %、11.8 %、14.1 %、19.6 %、18.3 %,添加Y2O3后,熔覆層的稀釋率總體上呈增大趨勢,這是由于添加Y2O3可以提升熔覆材料的激光吸收效率[15],使熔池獲得更多能量,從而增大熔覆層稀釋率。從圖中還發現,當Y2O3含量小于2 %時,熔覆層截面均無氣孔缺陷。而當Y2O3的添加含量為2 %時,在圖1(e)中發現熔覆層底部存在明顯的氣孔,這是由于添加過量的Y2O3后,造成熔池中的夾雜物增多[16],熔池流動性下降,氣孔無法及時逸出。
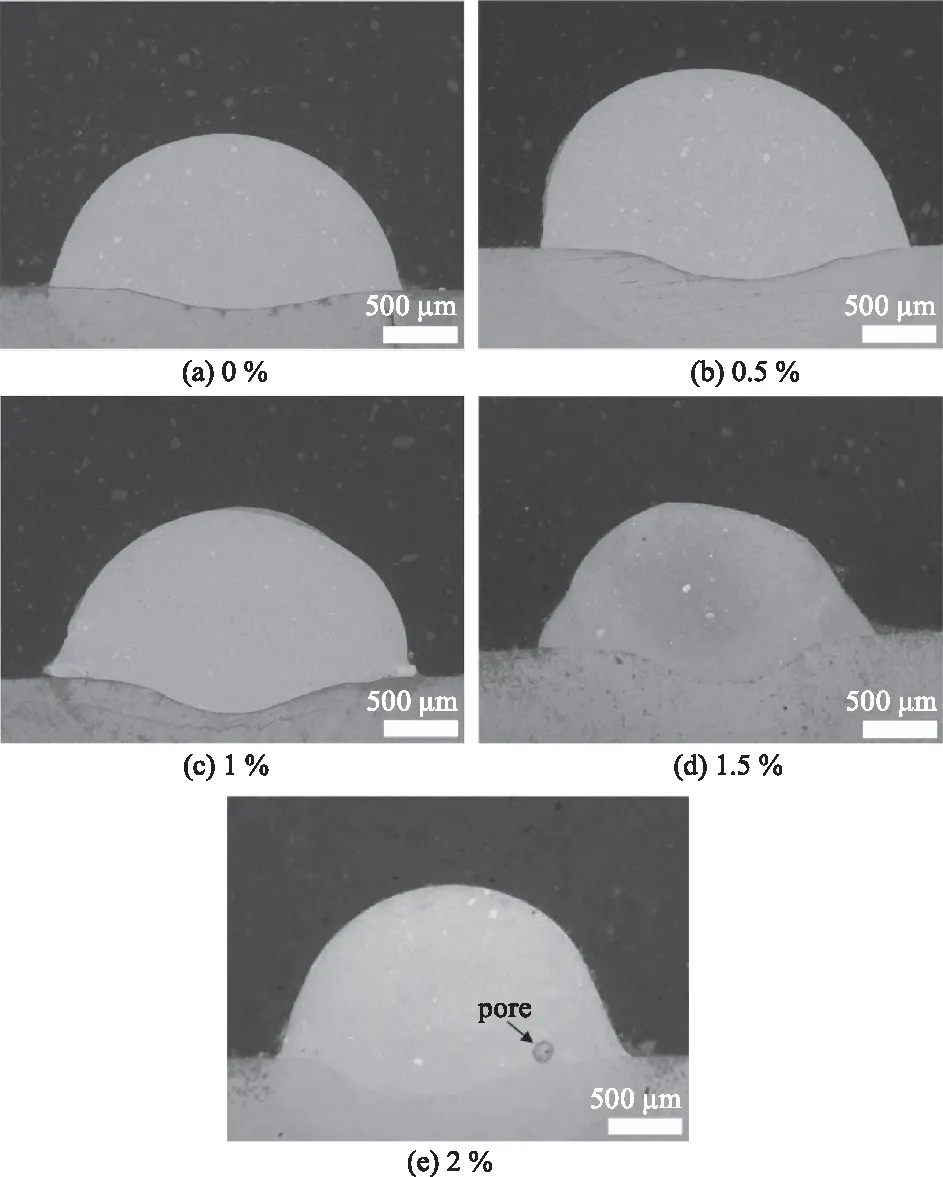
圖1 不同Y2O3含量的熔覆層截面形貌
圖2為經過著色探傷后的不同Y2O3含量的單道熔覆層表面形貌照片。從圖2中可以直觀地發現:在不添加Y2O3樣件的熔道表面,沿掃描速度方向存在4道明顯的裂紋,且探傷后裂紋處的顏色較深,表示縫隙處含有較多的探傷劑,裂紋縫隙較大,這說明不添加Y2O3的熔覆層有非常強烈的開裂行為。與不加Y2O3的樣件相比,添加0.5 %Y2O3樣件的裂紋數目下降為3道,且裂紋處的顏色明顯變淡,表示裂紋處的縫隙變窄,這說明開裂行為得到一定的抑制。添加1 %Y2O3樣件的熔覆層中未發現明顯的裂紋,熔覆層的開裂行為得到很好的控制。然而,在添加1.5 %Y2O3和2 %Y2O3樣件的熔覆層中又發現了裂紋,且隨Y2O3含量的繼續增加,裂紋的數目反而增多,裂紋處的顏色加深,這說明此時的熔覆層又具有很強的開裂行為。通過著色探傷的結果可知:添加適量的Y2O3可以減少或消除熔覆層的裂紋缺陷。在熔覆過程中伴隨著驟熱和驟冷,因此會積累由熱應力和組織應力組成的殘余應力[17]。在應力的影響下,首先在晶界處容易產生微裂紋,隨后微裂紋會沿脆性組織的邊界快速擴展[18]。查閱相關文獻并結合著色探傷的結果可知:添加適量的Y2O3可以改善熔覆層與基體的熱膨脹差異,降低熔覆層與基體之間的熱應力,減少甚至消除熔覆層中的裂紋缺陷[19]。而當Y2O3過量時,會使熔池中的夾雜物增多,降低了熔池的流動性,導致熔覆層微觀組織分布不均勻,從而產生應力集中區域,引發熔覆層開裂[20]。
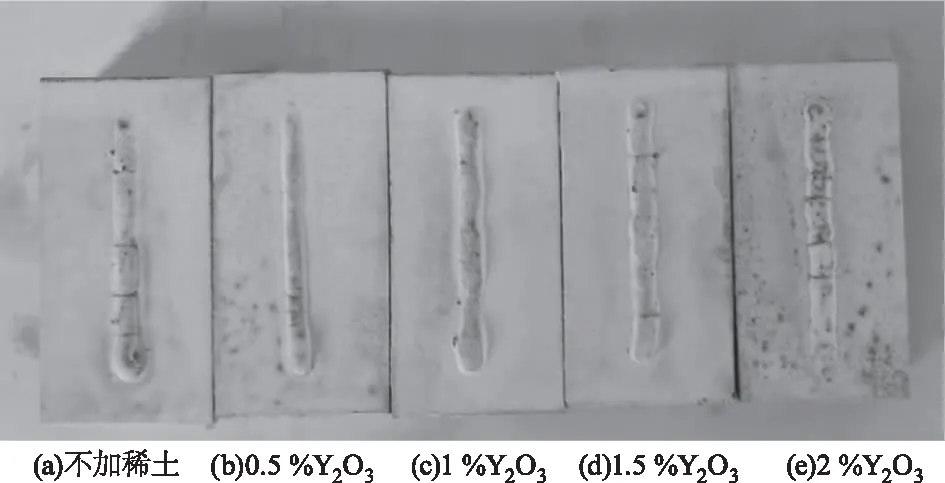
圖2 著色探傷后的表面形貌
3.2 XRD物相分析
圖3為不同稀土Y2O3含量的熔覆層XRD圖譜,從圖中可以發現熔覆層的物相組成大致相同,主要為Ni-Cr-Fe、FeNi3、M23C6、M7C3、NbC、CrB、h-BN、Cr2Nb等物相,這表明添加Y2O3并未對物相產生較大的改變。碳化物主要以M23C6、M7C3和NbC的形式存在(其中,M表示Ni、Cr和Fe)。隨著Y2O3添加量的增加,M7C3的峰值強度先增加后降低。此外,51°衍射峰在加入Y2O3后消失,是因為Y對元素C有較強的吸附作用,這導致元素C在晶界處偏析[10]。當元素C的濃度在晶界處增加到一定程度時,碳化物從M23C6相轉變為M7C3相[16]。此外,一方面由于稀土元素含量較低且大多在晶界偏聚,另一方面其在熔池中會與S、P等元素生成稀土化合物并上浮排出熔池,因此在XRD圖譜中并未檢測出Y2O3的衍射峰[21]。
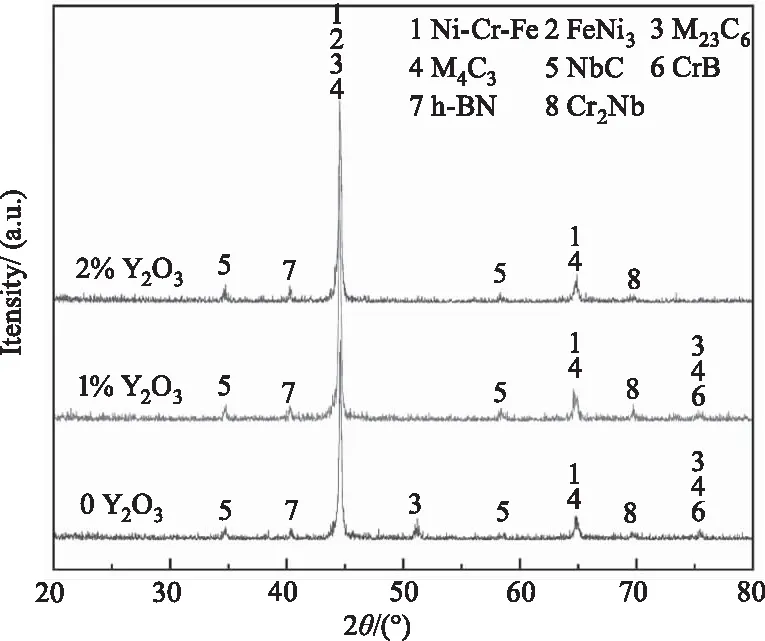
圖3 不同試樣熔覆層的XRD圖譜
3.3 顯微組織分析
圖4為添加不同含量Y2O3的熔覆層頂部顯微組織照片,表4為與之對應的EDS元素分析結果。結合XRD分析可知:不添加Y2O3的熔覆層主要由塊狀的NbC顆粒、Ni基胞晶、長條狀的CrB、樹枝狀的M23C6和M7C3組成,顯微組織平均晶粒尺寸為0.58 μm。與未添加Y2O3的熔覆層相比,添加Y2O3后,雖然硬質相部分發生分解,但是熔覆層的顯微組織得到了明顯細化。當Y2O3的添加含量為0.5 %時,熔覆層中的長條狀和樹枝狀組織出現鈍化,變成不規則的塊狀結構,顯微組織尺寸明顯細化。當添加1 %Y2O3時,顯微組織更加致密均勻,枝晶生長的方向性減弱,晶粒尺寸進一步細化。這是由于稀土元素Y傾向在晶界偏聚,這既可以降低晶粒形核所需的吉布斯自由能和臨界形核功[22],促進更多細小晶粒的形成,又可以起到釘扎晶界、抑制晶粒長大的作用[23]。值得注意的是,在添加1 %Y2O3的熔覆層中還彌散分布著大量花瓣狀或十字狀的NbC顆粒,這是熔池中原位生成的NbC顆粒。然而,當Y2O3含量繼續增加后,鎳基基底并未繼續細化,其尺寸反而明顯增大。這是由于當添加過量的Y2O3時,稀土元素Y會在晶界處形成第二相化合物,釋放出更多的相變潛熱,降低了過冷度,反而削弱了組織細化的效果,使得顯微組織尺寸變大[24]。
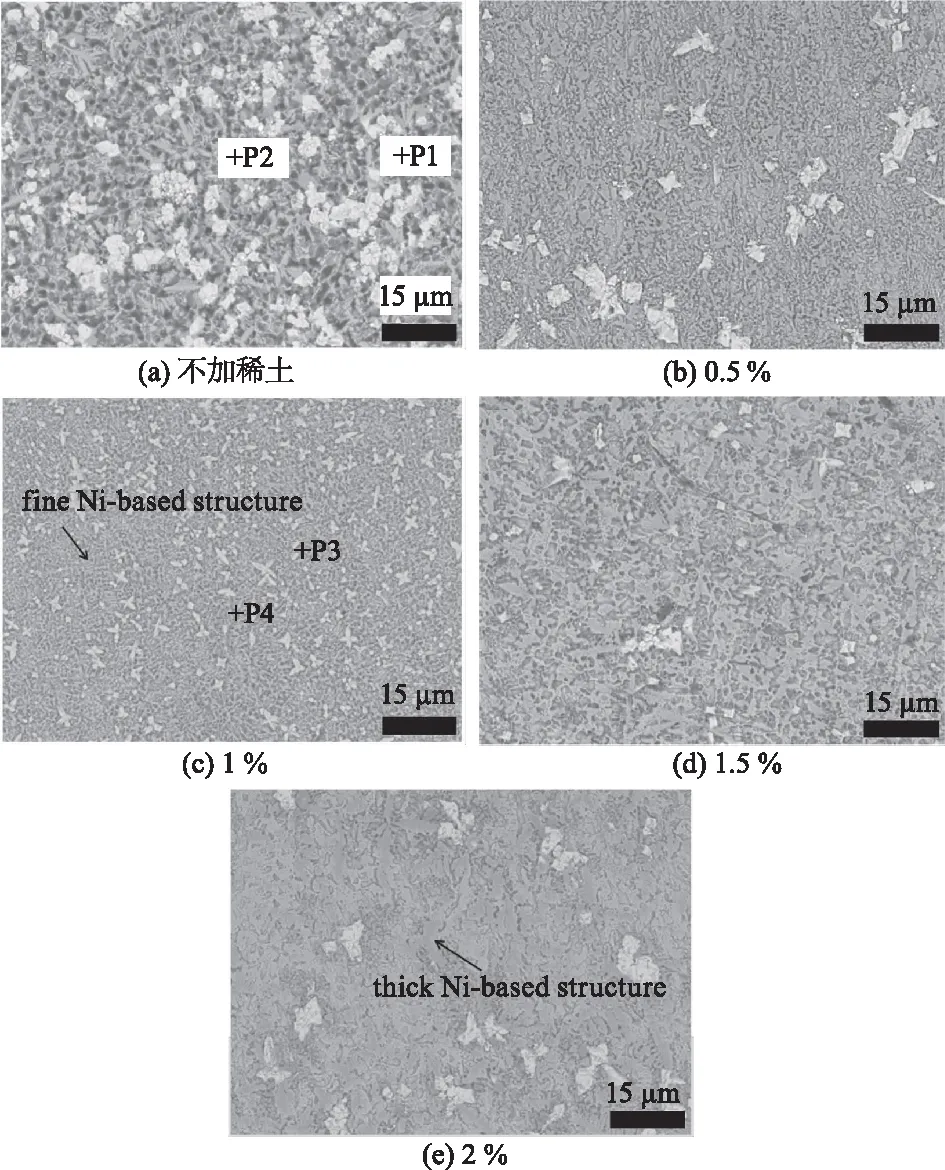
圖4 添加不同Y2O3含量的熔覆層頂部顯微組織

表4 熔覆層頂部EDS結果
3.4 顯微硬度分析
圖5為添加不同含量Y2O3的熔覆層硬度折線圖。由圖可知:在熔覆層頂部,未添加Y2O3的硬度為650 HV1.0,添加0.5 %Y2O3的硬度為725 HV1.0,添加1 %Y2O3時的硬度達到最高,為770 HV1.0。相較于未添加Y2O3的熔覆層,其增幅達到了18.4 %,這說明添加適量的Y2O3可以顯著提升熔覆層的硬度,其效果達到了優化熔覆層機械性能的目的。對比圖4(a)和4(c)可知,硬度的提高主要得益于適量Y2O3導致的細晶強化效應,晶粒越細,則晶界面積越大。對于多晶體而言,晶界兩側的位錯取向各不相同,一側的位錯無法直接穿過晶界進入另一側的晶粒,只有當晶界處由于位錯引起的應力集中積累到一定程度后,才能激發相鄰晶粒中的位錯運動產生滑移,晶界起到了阻礙位錯運動的作用[25]。另一方面,晶粒的細化使得晶粒的體積減小,導致一定體積內位錯密度上升,由此產生了更為密集的位錯網絡,使位錯運動受到阻礙[26]。位錯運動受到阻礙會使熔覆層硬度上升。然而,當Y2O3的含量繼續增加后,硬度不升反降。添加1.5 %Y2O3和2 %Y2O3的熔覆層硬度分別為700 HV1.0、660 HV1.0。對比圖4(c)和4(e)可知,這是熔覆層組織粗化,即細晶強化作用下降造成的。另外,在距離熔覆層表面0.85~1.25 mm區域內,硬度下降明顯。結合圖1可知,這是由于添加Y2O3后,稀釋率增大,使較軟的45鋼熔化進入熔池,導致該階段的硬度出現下降。
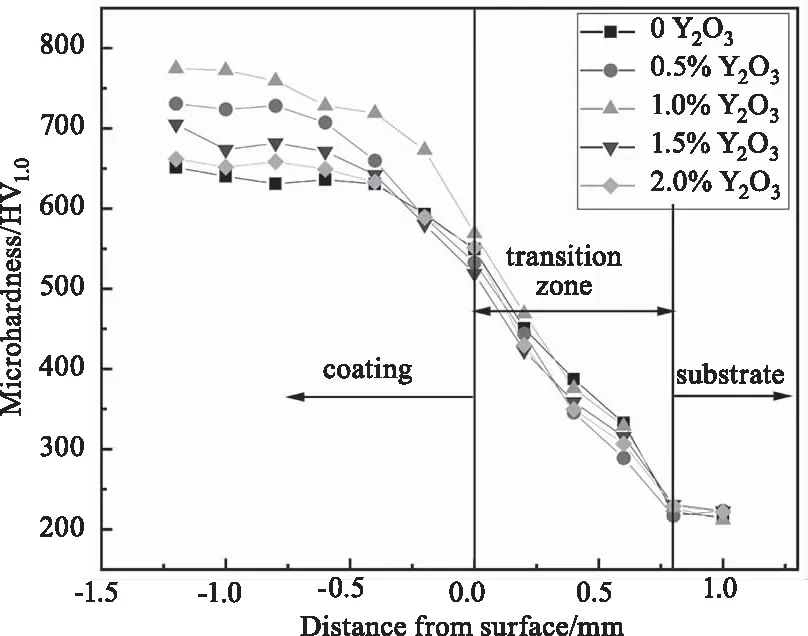
圖5 添加不同含量Y2O3的熔覆層硬度折線圖
3.5 耐磨性能分析
圖6為添加不同含量Y2O3熔覆層的摩擦系數和磨痕寬度圖。不添加Y2O3的熔覆層摩擦系數約為0.4,磨痕寬度為0.406 mm。隨著Y2O3含量的增加,熔覆層的摩擦系數和磨損寬度總體上均先降后升。當Y2O3的添加含量為1 %時,熔覆層的耐磨性能最優,其摩擦系數下降至0.3,磨痕寬度僅為0.322 mm。結合圖5的分析可知:更高的硬度賦予了熔覆層更為優異的耐磨性。此外,根據張天剛等人的研究可知:偏聚于晶界的Y2O3也能起到降低晶界脆性的作用[27],這也有利于提升熔覆層的耐磨性能。當Y2O3的添加含量超過1 %時,摩擦系數和磨痕寬度不降反升。并且在Y2O3的添加含量為2 %時,摩擦系數增大至0.43,且存在一定的波動,磨痕寬度增大至0.401 mm。結合圖1(e)可知,當Y2O3過量時由于夾雜物的形成和聚集使熔覆層中存在微小氣孔,氣孔的存在會顯著降低熔覆層的耐磨性能。
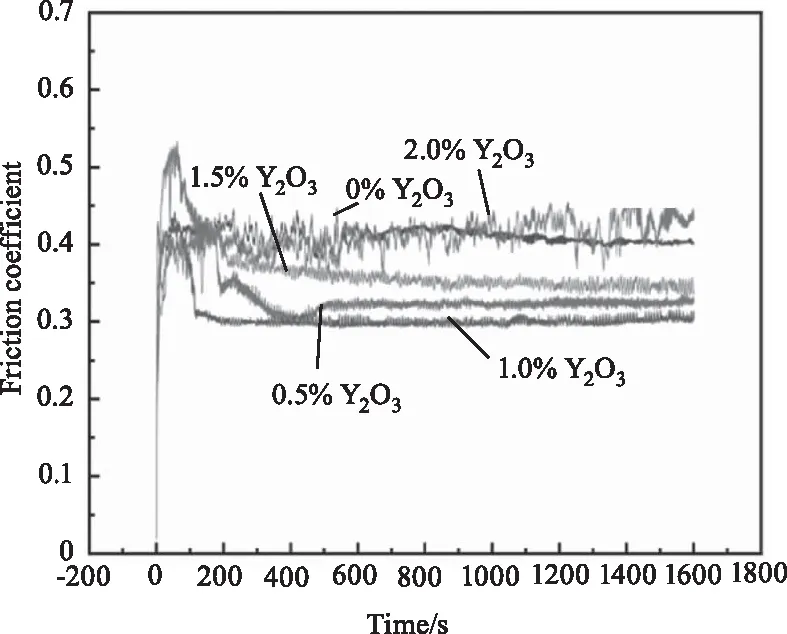
(a)摩擦系數
圖7為不同Y2O3含量的熔覆層磨痕表面SEM照片。當不添加Y2O3時,熔覆層中存在一些脫落顆粒以及由脫落的硬質顆粒犁削出的較淺的溝槽,此時摩擦系數相對較大,熔覆層的磨損形式為磨粒磨損。當添加1 %Y2O3時,磨損表面未發現明顯溝槽,但仍殘留少許脫落顆粒,磨損表面較為光滑整潔,結合圖4和圖5分析可知,由于Y2O3在熔覆層中起到了細晶強化的作用,有效減輕了摩擦副對熔覆層的塑性剪切作用,此時摩擦系數也相對較小,呈現輕微的磨粒磨損形式。當過量添加Y2O3時,使熔覆層硬度的下降,摩擦副與磨損表面易發生金屬粘著,磨損表面出現了較多的粘著磨屑,摩擦系數也增大,此時熔覆層的磨損形式為粘著磨損。
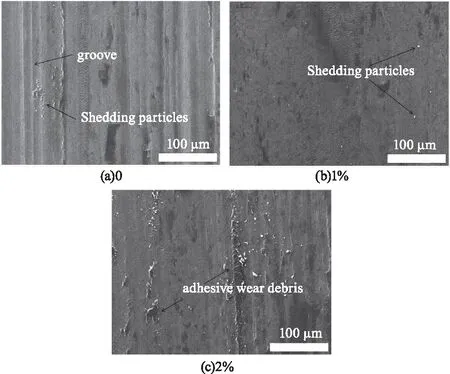
圖7 添加不同Y2O3含量的熔覆層磨痕表面SEM圖像
4 結 論
本實驗采用激光熔覆技術在45鋼表面制備添加不同Y2O3含量(質量分數為0、0.5 %、1 %、1.5 %、2 %)的鎳基復合復合涂層,研究了不同Y2O3含量對復合涂層的成形質量、相組成、顯微組織、顯微硬度和摩擦學性能的影響,得出了以下給論。
(1)Y2O3的添加對復合涂層的成形質量具有顯著的影響,影響其稀釋率、裂紋和氣孔缺陷。當Y2O3含量為1 %時,稀釋率為14.1 %,裂紋消失且無氣孔缺陷。
(2)添加Y2O3后,熔覆層的物相組成沒有發生明顯改變,主要為Ni-Cr-Fe、FeNi3、M23C6、M7C3、NbC、CrB、h-BN、Cr2Nb等。但是涂層的顯微組織得到了明顯的細化,當Y2O3含量為1 %時,顯微組織最為致密、均勻,綜合性能最優。
(3)在Y2O3含量逐步增加的過程中,熔覆層的硬度和耐磨性先升后降。在Y2O3含量為1 %時,熔覆層頂部硬度約為770 HV1.0,摩擦系數和磨痕寬度分別為0.3和0.322 mm。相較于未添加Y2O3的熔覆層,硬度增幅達到了18.4 %,摩擦系數減小了0.1,磨痕寬度減小了0.084 mm。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38