平臺結構對接接頭焊接變形預測及控制方法的研究
2023-10-13 12:06:12楊心怡沙赪珺張海燕
中國水運 2023年9期
楊心怡,沙赪珺,張海燕
(1.江蘇科技大學蘇州理工學院 江蘇 張家港 215600;2.招商局金陵(南京)股份有限公司 江蘇 南京 210000)
隨著當今技術的不斷發展,現代平臺趨于超大型和多功能,在平臺的建造中,焊接工藝的使用至關重要[1]。半潛式平臺結構特殊、復雜,平臺內的特殊結構大多由高強度厚板組成,主要通過焊接技術,實現各結構之間的連接。焊接作為一種可靠、高效的連接工藝,已被廣泛應用于各個工業領域,尤其是在船舶與海洋結構物的施工過程中。與其他加工工藝相比,焊接技術具有生產效率高、勞動條件好、結構強度高的優點。
但在焊接過程中和焊接后,焊接變形和應力作為基本的力學響應不可避免地會發生。焊接變形會對焊接結構的制造精度、強度性能和其他方面產生許多負面影響。在實際生產操作中,通常運用焊后矯正來減少焊接變形。然而,這種方法不僅影響施工周期,耗費大量人力和財力,還可能對焊接部件造成損壞。因此,預測和控制平臺內典型對接接頭的焊接變形,將對平臺上特殊結構的施工質量及進度和精度控制產生巨大影響。
預測焊接變形的方法主要有實驗方法、分析方法和數值模擬方法。對接接頭是船體結構中一種典型的接頭形式。本文利用有限元軟件對對接接頭開V 形坡口時的焊接變形進行了數值模擬,為平臺上特殊結構的焊接變形預測和控制提供了有效的基礎數據[2]。
1 數值計算方法
1.1 大變形理論
對于焊接失穩變形的行為,是一種力學的非線性響應,必須要用到位移和應變關系的方程式來描述其變形的幾何特征。如果變形是很小的時候,則應變作為位移的線性方程給出,即小變形理論,如公式(1)前面的一階項;當變形較大的時候,應變必須作為位移的非線性方程給出,即格林-拉格朗日(Green-Lagrange)應變方程,如公式(1)所示。從應變公式可以看出,前面的一階項表示的是線性響應,二階項則表示的是高階響應,非線性項對于大變形理論是必不可少的[3]。
式(1)中,εx、εy、εZ是X、Y、Z 方向的格林—拉格朗日正應變;γxy、γyz、γyz是x-y、y-z 和z-x 平面的剪應變;u、v、w 分別是x、y、z 方向的位移。
1.2 熱彈塑性有限元方法
本文采用熱彈塑性有限元方法對平臺中的典型對接接頭進行了分析。
焊接接頭的熱彈塑性有限元分析(TEP)主要考慮熱傳導和彈塑性力學。其中,熱過程在之后的受力過程中起著決定性的作用。因此,使用非耦合公式來分析焊接過程中的熱力學行為,然后考慮材料傳熱形成的溫度場和其他物理性質對應力和變形的影響。
熱彈性有限元法的分析過程主要分為兩個步驟:(1)利用熱傳遞理論對整個瞬態溫度場進行分析計算;(2)將計算得出的瞬態溫度分布作為熱載荷應用于隨后的應力分析,并計算焊接殘余應力、塑性應變和位移[4]。如圖1 所示,是整個熱彈性有限元方法(TEP)的分析流程圖。

圖1 熱彈塑性(TEP)分析流程圖
2 有限元模型的建立
2.1 材料屬性
本文中以20mm 厚的EH36 高強度鋼板為研究對象,該材料的化學成分及力學性能參數如表1 和表2 所示。圖2 是EH36 材料熱物理性能參數。
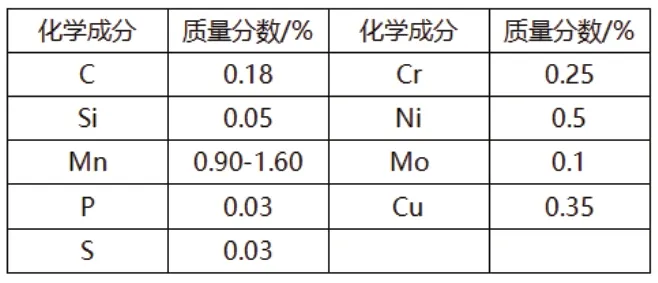
表1 EH36 鋼板化學成分

表2 EH36 鋼板力學性能
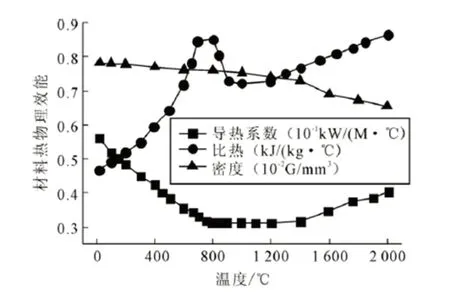
圖2 EH36 材料熱物理性能參數
2.2 有限元建模
本文主要以EH36 船用高強鋼 (200 mm×300 mm×20 mm)制作的平板對接焊為研究對象。為保證全焊透,開40°V 型坡口,焊接過程分5 層填充坡口,焊道布置如圖3 中(a)所示。根據焊件尺寸、坡口形式和焊縫布置,在Patran 中建立了焊件的幾何模型。考慮到計算的準確性和效率,為了保證整個焊接結構網格劃分的合理性,采用了非均勻有限元網格劃分。焊縫和焊縫附近區域的網格相對密集,而遠離焊縫區域的網格尺寸對計算的影響較小。因此網格劃分比較粗糙,如圖3 中(b)所示。
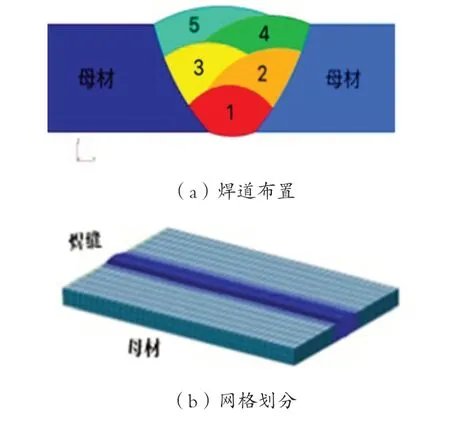
圖3 有限元模型
3 數值模擬計算結果
根據船廠的實際焊接參數,對厚板進行對接焊,焊接具體參數如表3 所示。

表3 焊接參數
為了研究厚板對接焊的焊接接頭焊接后的面外變形情況,主要考慮沿焊縫方向和垂直于焊縫方向上的面外變形情況,繪制焊接后的變形曲線圖,如圖4 所示。其中,(a)為沿焊縫方向鋼板的面外變形曲線,(b)為垂直于焊縫方向的鋼板的面外變形曲線。
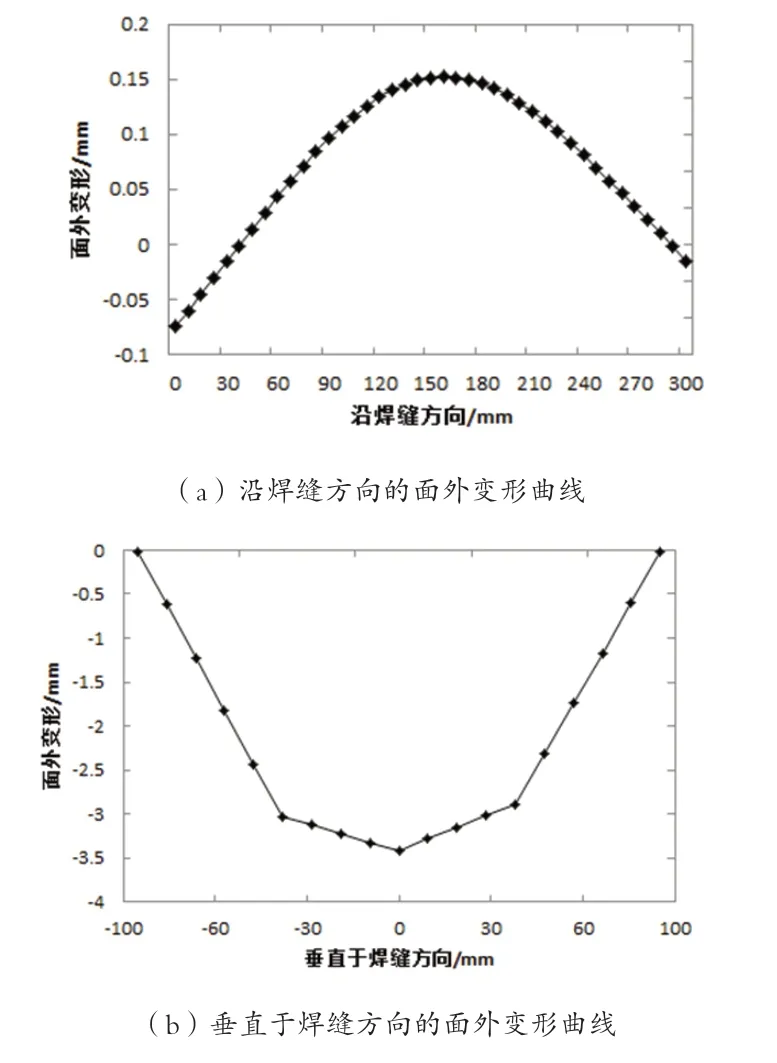
圖4 變形曲線
觀察圖4 中的(a)曲線圖和(b)曲線圖可知,鋼板沿焊縫方向的焊接變形為兩邊向下,中間部分凸起,垂直于焊縫方向的焊接變形為中間部分凹陷。可知,焊接變形的最小值都處于鋼板的邊緣部分,最大值都處于鋼板的中間部分,符合實際生產過程中的變形趨勢。
4 控制焊接變形的方法
焊接變形會對焊接結構的制造精度、強度性能和其他方面產生許多負面影響。有必要采取一定的措施來控制焊接變形,提高焊接質量。一般來說,焊接變形可以從以下幾個方面進行控制[5]。
(1)良好的設計方案
良好的設計方案是控制焊接變形和確保構件截面盡可能對稱的先決條件。一般來說,合理安排焊縫位置、減少焊縫數量、減少焊縫橫截面積、選擇合理的坡口形式等方法可以有效地減少焊接變形。
(2)合理的焊接工藝
在焊接過程中,線性能量的選擇是非常重要的。輸入線能量越大,所帶來的焊接變形就越大。一般情況下,選擇低電流多道焊來代替單程焊方法。將容易變形的連續焊接改為退焊、交錯焊、分中對稱焊等,可以有效減少焊接變形。選擇合理的焊接工藝可以有效地控制焊接變形。這種方法在實際生產過程中也很常見。
(3)反變形方法
在生產實踐中,經常采用反向變形的方法來控制焊接變形,達到減少焊接變形的目的。反向變形法是指現場工人在焊接前根據以往經驗對焊接結構構件進行變形的過程。施加的變形方向應與焊接結構部件中發生的變形方向相反,從而抵消焊接變形的一部分。
5 結論
半潛式平臺結構特殊復雜,主要采用焊接技術完成各部件之間的連接。因此,研究對接焊在其中的應用對施工的質量、安全和施工周期具有極其重要的意義。本文以平臺特殊結構中廣泛使用的20mm EH36 高強鋼板為研究對象。選擇其對接焊接接頭,預測其焊接變形,為實際生產過程中焊接變形的預測和控制提供理論指導;選擇合適的控制變形方法,確保平臺的焊接質量和安全性能。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
