客車碳鋼與不銹鋼車架焊接工藝分析
2023-10-27 02:40:52伍豪杰陳文志陳建邦巴峻峰
客車技術(shù)與研究 2023年5期
楊 樂, 伍豪杰, 陳文志, 陳建邦, 巴峻峰
(中車時代電動汽車股份有限公司, 湖南 株洲 412007)
目前我國客車有碳鋼車架和不銹鋼車架兩種,國內(nèi)訂單一般采用碳鋼車架;國外訂單對產(chǎn)品質(zhì)量、防腐性能要求高,一般采用不銹鋼車架[1-5]。這兩種車架的制作方法均以焊接為主,焊接工藝存在一定的收縮量[6-12],想要保證車架成品尺寸符合設(shè)計要求,需分析焊接收縮量,并在工裝上提前預留,從而保證最終產(chǎn)品尺寸。本文以我司三段車架制作為例,分析其在工位胎具上的放量要求,以抵消車架焊接時產(chǎn)生的焊接收縮量。
1 碳鋼車架焊接工藝分析
1.1 碳鋼車架焊接收縮量
1)前段車架焊接收縮量分析。在前段車架工位選取同一位置(如圖1所示),隨機測量6組前段車架只是點焊固定時的焊前尺寸(即焊前尺寸),并對測量位置做標記,等前段車架滿焊焊接完成后再復測焊后尺寸(即焊后尺寸),對比此處前后尺寸變化得出前段車架焊接收縮量,具體值見表1。
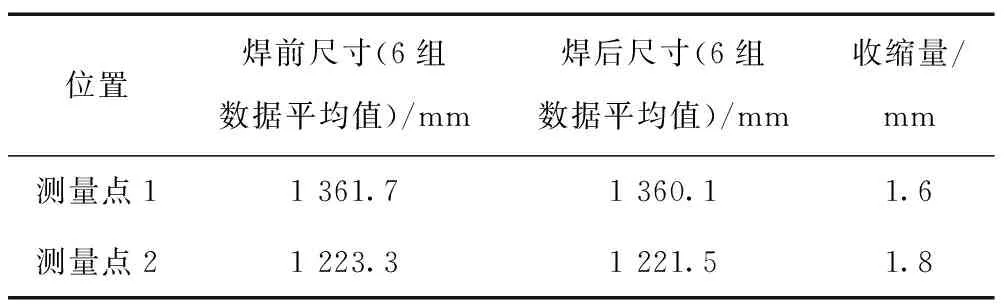
表1 前段車架焊接收縮量
2) 中段車架焊接收縮量分析。在中段車架工位選取同一位置(如圖2所示),隨機測量6組中段車架只是點焊固定時的焊前尺寸,并對測量位置做標記,等中段車架滿焊焊接完成后再復測焊后尺寸,對比此處前后尺寸變化得出中段車架焊接收縮量,具體值見表2。
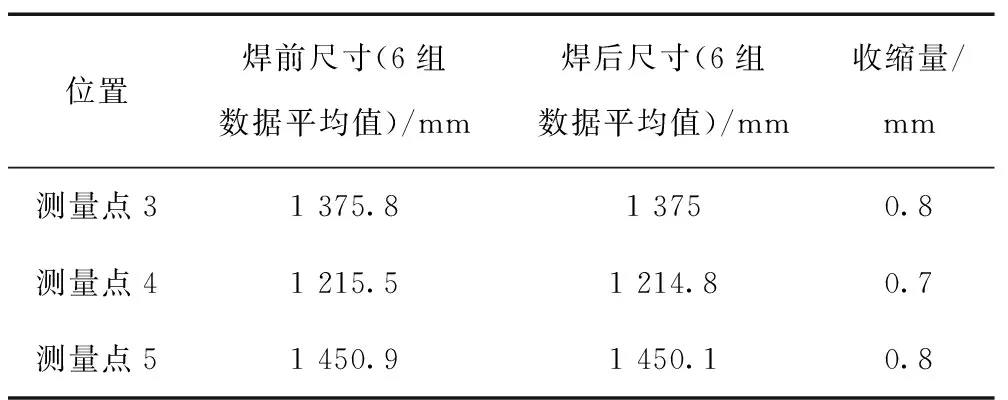
表2 中段車架焊接收縮量
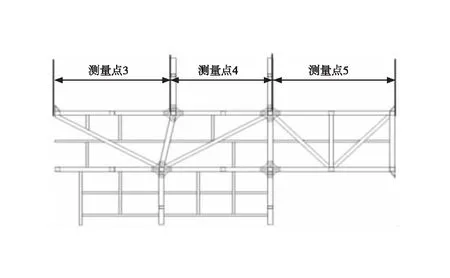
圖2 中段車架測量示意圖
3) 后段車架焊接收縮量分析。在后段車架工位選取同一位置(如圖3所示),隨機測量6組后段車架只是點焊固定時的焊前尺寸,并對測量位置做標記,等后段車架滿焊焊接完成后再復測焊后尺寸,對比此處前后尺寸變化得出后段車架焊接收縮量,具體值見表3。
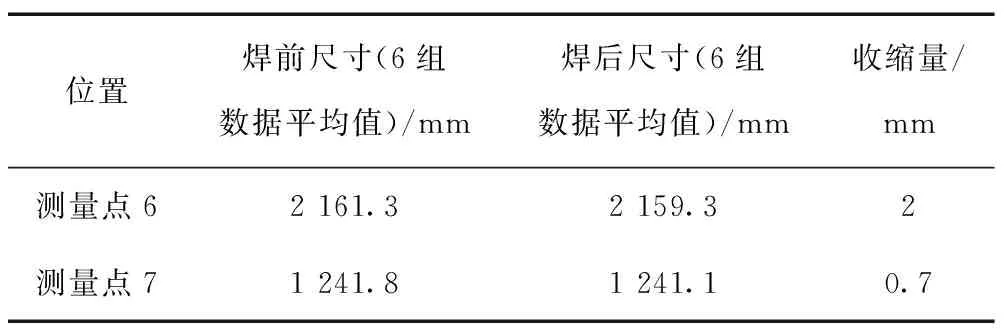
表3 后段車架焊接收縮量
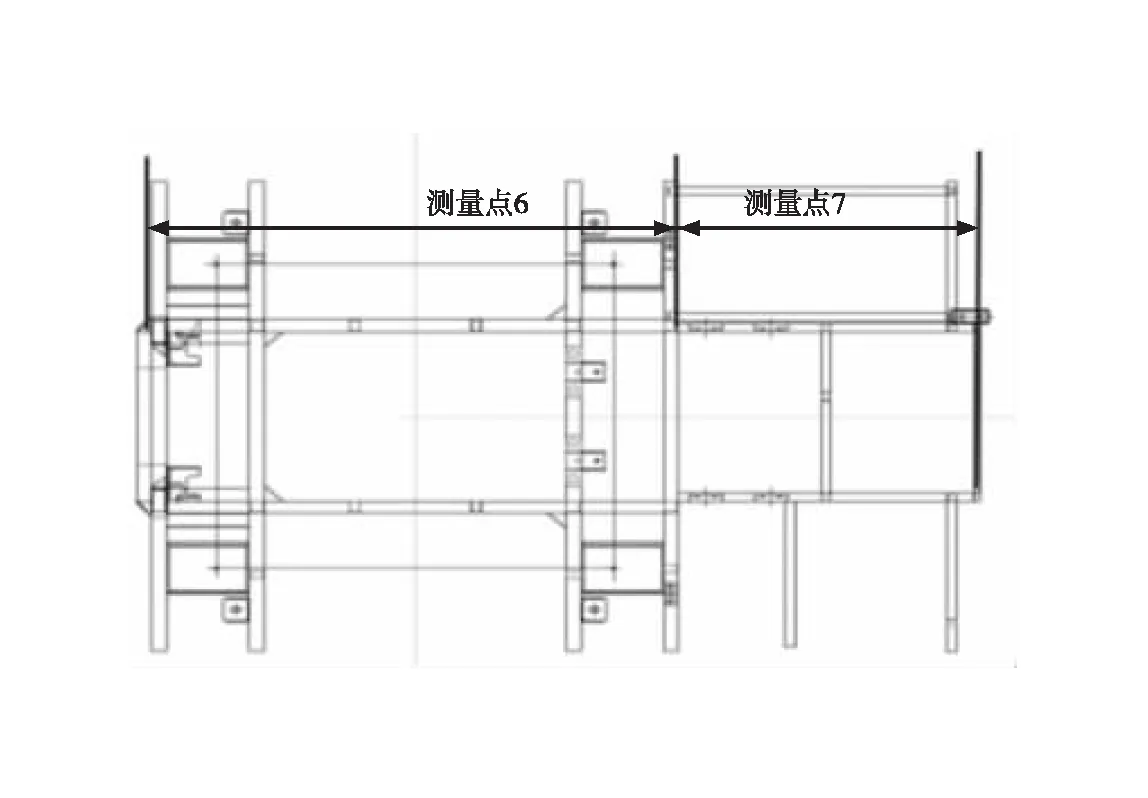
圖3 后段車架測量示意圖
4) 三段合拼后車架焊接收縮量分析。在車架合拼焊接工位選取同一位置(如圖4所示),隨機測量6組車架只是點焊固定時的焊前尺寸,并對測量位置做好標記,等車架滿焊焊接完成后再復測焊后尺寸,對比此處前后尺寸變化得出合拼后車架焊接收縮量,具體值見表4。因車架三個分段已提前滿焊焊接,該處收縮量只需考慮中段車架左右兩側(cè)的焊縫。在計算合拼工藝放量時以中段幾個空擋累計公差為計算依據(jù)。
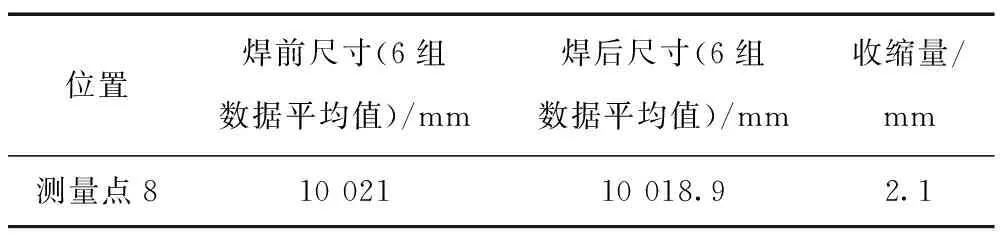
表4 車架合拼焊接收縮量
1.2 焊接放量分析
由以上數(shù)據(jù)可知,焊接收縮量不是一個固定值,而是在一定范圍內(nèi)波動。為保證車架長度尺寸在設(shè)計的公差范圍內(nèi),取車架成品公差;如某車型車架公差要求為(0,+7)mm,取公差中間值+3.5 mm為控制值,規(guī)定車架焊接放量值=焊接收縮量+產(chǎn)品公差中間值[13]。其中,焊接收縮量符號為“+”,產(chǎn)品公差中間值為最大極限偏差與最小極限偏差之和的一半。
我司為保證車窗玻璃安裝時不與骨架干涉,側(cè)圍每個門窗的公差規(guī)定為(0,+1)mm,對應的車架每個空擋橫梁之間的公差要求也為(0,+1)mm,車架總長也應走正公差。測量現(xiàn)有車架成品總長和每個空擋的尺寸為負公差,對比測量尺寸與理論尺寸,發(fā)現(xiàn)車架成品尺寸都偏小,走的是負公差。經(jīng)分析造成該現(xiàn)象的原因是設(shè)計胎具時沒預留焊接收縮量。
部分測點的焊接放量計算如下:
測量點1處的放量值為:1.6 mm+(1/2)mm=2.1 mm,取整在工裝上的放量值為2 mm。
測量點2處的放量值為:1.75 mm+(1/2)mm=2.25 mm,取整在工裝上的放量值為2 mm。
測量點7處的放量值為:0.66 mm+(1/2)mm=1.16 mm,取整在工裝上的放量值為1 mm。
測量點8處的放量值為:2.08 mm+(3/2)mm=3.58 mm,取整在工裝上的放量值為4 mm。
根據(jù)以上結(jié)果得出工藝放量值,設(shè)計車架胎具時提前編制車架放量圖,如圖5所示。設(shè)計工裝圖紙時按照車架放量圖進行設(shè)計,在工裝上預留焊接收縮量,一線作業(yè)人員根據(jù)工裝圖紙尺寸建工裝,按照圖紙尺寸進行放量。最后做出的車架產(chǎn)品保證尺寸在(0,+7)mm這個公差范圍內(nèi)。根據(jù)放量值公式,也可得出其他碳鋼的焊接放量值,碳鋼車架一個焊接接頭的焊接收縮量一般按0.7 mm來計算,再結(jié)合產(chǎn)品的公差,帶入放量值公式即可得出其他車型的焊接工藝放量值。

圖5 碳鋼車架工藝放量示意圖
2 不銹鋼車架焊接收縮量分析
分析不銹鋼車架焊接收縮量的方法跟碳鋼車架的一樣,也是測量同一位置焊接前后的尺寸差值(如圖6所示),得出不銹鋼車架的焊接收縮量,具體值見表5,根據(jù)放量值公式計算出不銹鋼車架的焊接工藝放量值,如圖7所示。
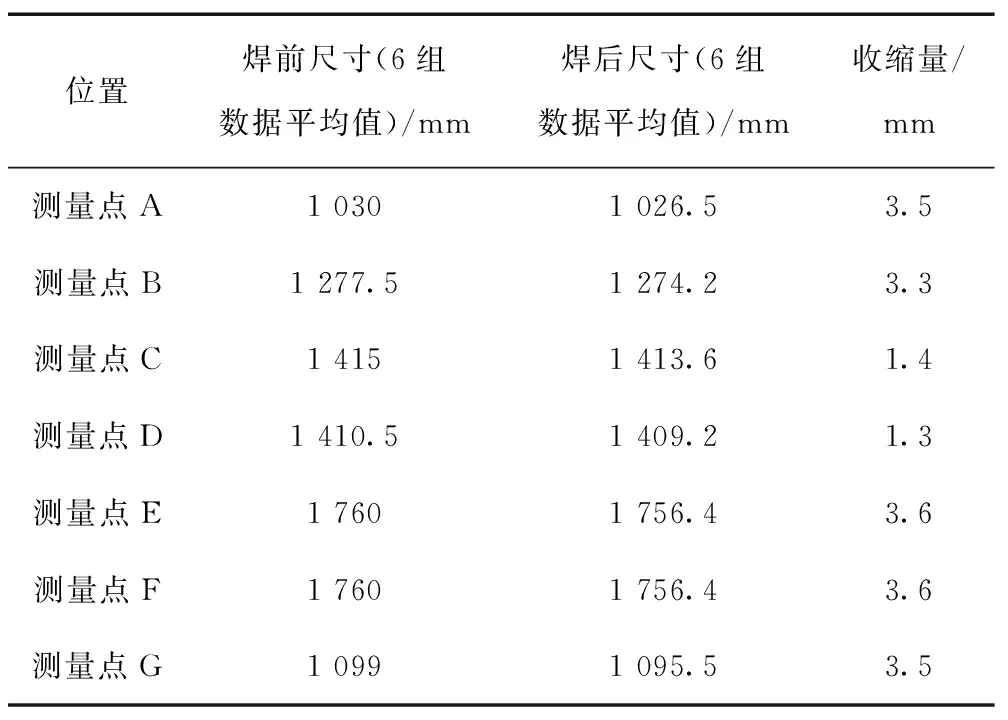
表5 不銹鋼車架焊接收縮量
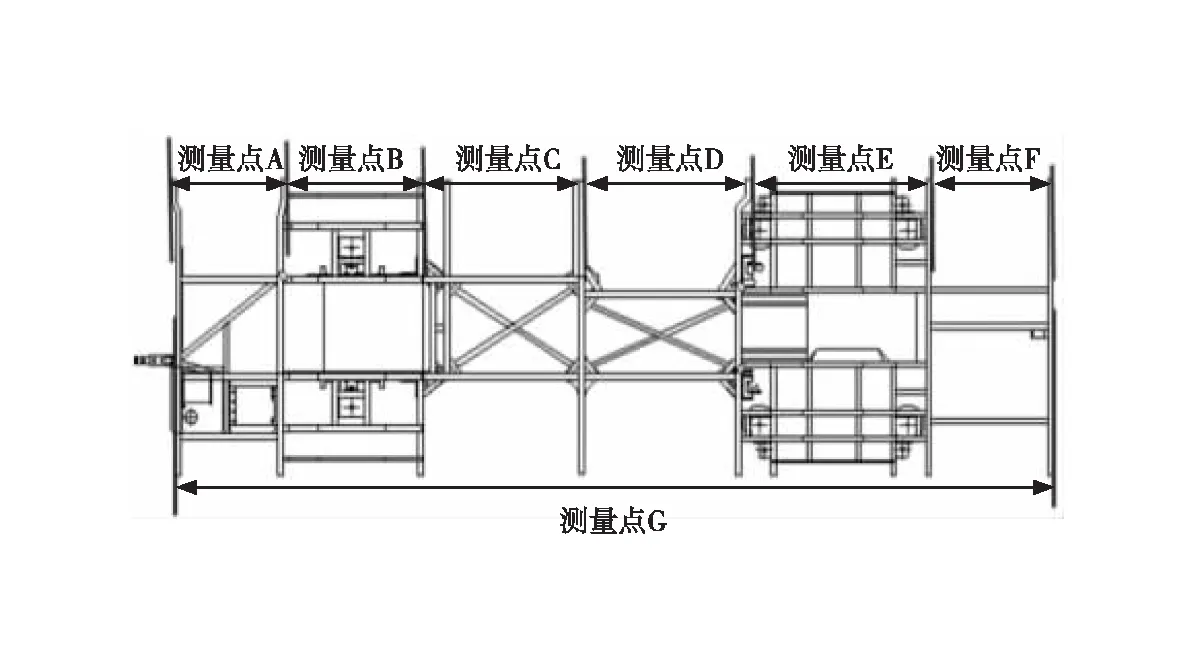
圖6 不銹鋼車架測量示意圖
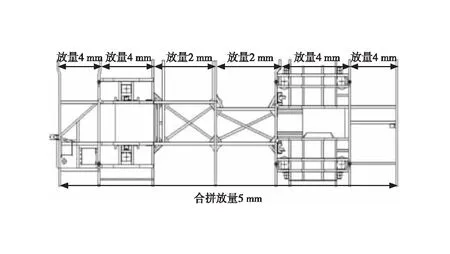
圖7 不銹鋼車架工藝放量示意圖
3 結(jié) 論
1) 從數(shù)據(jù)結(jié)果可知,碳鋼車架每個焊接接頭的焊接收縮量在0.5~1 mm之間;不銹鋼車架每個焊接接頭的焊接收縮量為1~2 mm。根據(jù)車架焊接放量值公式可知,在車架結(jié)構(gòu)類似、公差要求相同的情況下,不銹鋼車架的焊接工藝放量值是碳鋼車架的2倍。
2) 影響焊接工藝放量值的因素較多,比如母材的膨脹系數(shù)、焊接人員的焊接手法、焊接時的電流電壓、焊接時母材之間預留的間隙、工藝撐鉚焊的位置等,這些因素都會影響焊接收縮量,進而影響焊接工藝放量值。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業(yè)工程(2015年4期)2015-12-29 02:48:39