青磚茶專用液壓機上橫梁有限元分析及結構優化設計
2023-10-27 16:03:06高士偉
武漢工程大學學報 2023年5期
滕 靖,高士偉
1.湖北省農業科學院果樹茶葉研究所,湖北 武漢 430064;
2.武漢理工大學湖北省數字制造重點實驗室,湖北 武漢 430070
青磚茶是我國三大邊銷磚茶之一,液壓機在青磚茶生產中作為主要設備發揮著重要作用。由于液壓機橫梁構件的結構、形狀和受力復雜,在設計時運用經驗公式計算很難保證計算的精度和可靠性,導致設計時某些構件材料富裕而增加了成本,某些構件強度不足而產生裂縫甚至斷裂,對此類結構件進行受力分析和優化是設計過程中的必要環節,可兼顧設備的可靠性及成本因素。結構優化分為尺寸優化、形狀優化和拓撲優化,三種優化方式各有特點,在液壓機橫梁優化方案上主要選擇尺寸優化和拓撲優化。文獻[1]采用拓撲優化方法對鍛壓機上橫梁進行優化,節約了制造材料,但制造工藝成本有所增加。青磚茶產業現役的壓力機為25、63、160 t 的中小型液壓機,橫梁的總體質量較小,且板材加工費用高于自身材料費用,可降質量帶來的成本紅利被增加的加工費用占去,削弱了該優化方式在此情形下的應用價值;文獻[2]通過更改部分尺寸實現目標優化,而對于已經逼近較優質量的結構件,僅僅通過改動其中的一個或幾個尺寸,容易碰觸邊界條件而使得修改無效,難于進一步優化,而采用窮舉法在設定范圍進行尋優,對于計算量較大的模型是不可行的。通過建立參數化模型,借助軟件自身的優化方式是易于實現的可行方案[3-4]。
本文以新研制的青磚茶專用液壓機為對象,通過命令流形式建立該液壓機上橫梁的數學模型,對模型中的參數進行分組,采用子迭代對設計參數進行優化[5-6]。
1 上橫梁模型與靜力分析
該液壓機的上橫梁為鋼板焊接結構并假設為線彈性體,在分析中認為焊接質量是可靠的,上橫梁作為連續體處理,各鋼板焊縫簡化處理為鋼板[7-10]。
1.1 模型建立
利用CAD 軟件進行建模,壓力機結構如圖1所示,其上橫梁的結構如圖2 所示,T1、T2、T3…T7分別代表所標識的鋼板厚度尺寸,R1、R2、D1、D2和D3 為工藝孔尺寸,見表1 所示。

表1 上橫梁結構尺寸表Tab.1 Dimension of upper beam
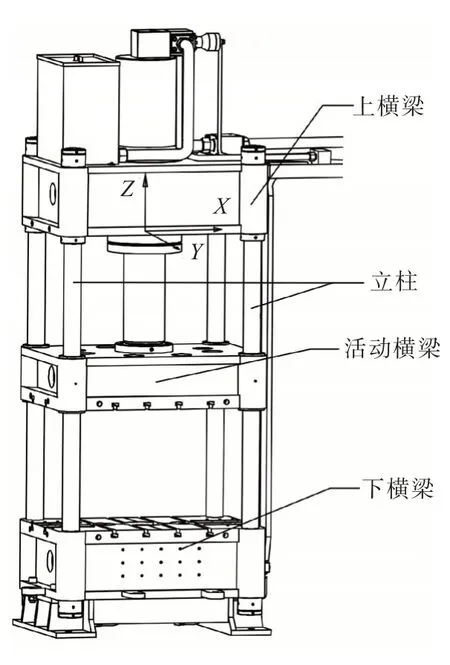
圖1 青磚茶專用液壓機Fig.1 Hydraulic press for green brick tea
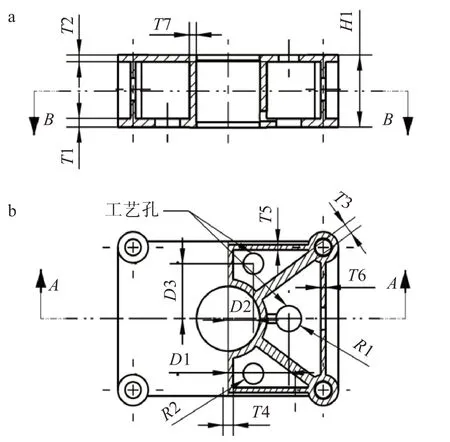
圖2 上橫梁結構:(a)截面A-A,(b)截面B-BFig.2 Structure of upper beam:(a)section A-A,(b)section B-B
上橫梁下板尺寸為1 310 mm×900 mm,材料為Q235-B,安全系數按照廠家技術要求1.8,剛度要求Z向最大允許變形0.35 mm,彈性模量E=2.06×105MPa,泊松比0.3,屈服強度225 MPa,密度7.85×103kg/m3。按照廠家要求計算后材料許用應力125 MPa。
1.2 載荷及約束條件
壓力機在工作狀態下,上橫梁和下橫梁為主要承載區域。上橫梁承受垂直工作壓力,工作載荷作用于上橫梁的法蘭盤上。上橫梁的上板承受垂直向下工作壓力,來自立柱螺母。上橫梁的下板與立柱螺母上底面相接觸面為主要位移約束區[11-13],坐標參照圖1 所示,其在X、Y、Z三個方向上的位移為0。依據設計圖計算所得,中心法蘭盤載荷:30.68 MPa,立柱螺母接觸位置載荷:26.15 MPa。
1.3 靜力分析
圖3(a,b)分別為無安裝孔上橫梁在初始設計尺寸下對應的應力云圖和Z向變形云圖,分析結果可知,最大強度118.7 MPa,處于立柱筒與斜筋板交接的下表面,Z向最大變形0.24 mm,處于油缸與橫梁安裝面,該兩項指標均符合企業標準要求,且Z向最大變形量與0.35 mm 有較大余量,有進一步優化空間。梁板上布置有安裝孔,分為吊裝孔和上頂面的充液箱固定孔,圖3(c,d)分別為上橫梁帶安裝孔的應變云圖和變形云圖,其最大強度為118.8 MPa,處于立柱筒與斜筋板交接的下表面,Z向最大變形0.24 mm,處于油缸與橫梁安裝面,與不帶安裝孔特征的上橫梁分析結果相差很小,在優化分析時,模型中的安裝孔采用略去處理。
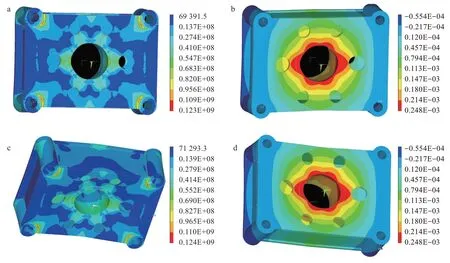
圖3 優化前:(a)(b)無安裝孔上橫梁應力云圖和變形云圖,(c)(d)帶安裝孔上橫梁應力云圖和變形云圖Fig.3 Before optimization:(a)(b)stress and deformation nephograms of upper beam without mounting holes,(c)(d)stress and deformation nephograms of upper beam with mounting holes
2 優 化
2.1 數學模型
根據上橫梁結構特點,選擇上橫梁的各結構板件特征尺寸為設計變量X。定義為:
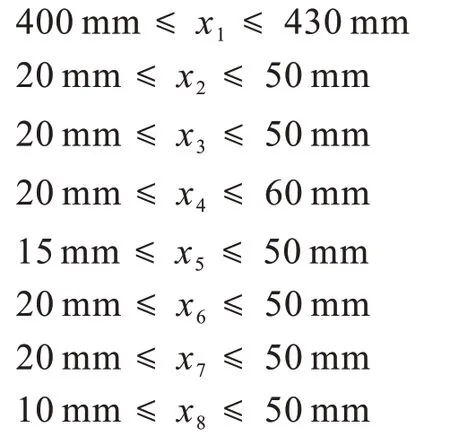
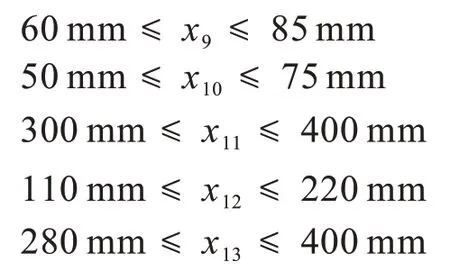
式中,x1,x2……x8為上橫梁的各結構板的厚度,x9、x10為上橫梁工藝孔的半徑,x11、x12和x13為孔位置尺寸,對應關系參照表1 和圖2。
2.2 目標函數
根據生產實際情況,要求橫梁設計在滿足強度和剛度的同時,所用材料越少越好。因此,上橫梁結構優化以質量為設計目標,即在不改變上橫梁結構的條件下,在滿足強度、剛度、幾何尺寸約束范圍內,選擇最優的結構尺寸,使橫梁的質量最小[14]。
目標函數為:
其中,ρ為材料密度,Vi為上橫梁各板實體體積,Vj為特征孔的容積。
強度約束:σmax≤[σ]= 125 MPa
剛度約束:δmax≤[δ]= 0.35 mm
根據液壓機上橫梁的實際情況,選取具體的變量約束條件:
2.3 優化結果
對H1、T1、T2、T3、T4、T5、T6、T7、R1、R2、D1、D2 和D3 參數依據模型增材和減材分類進行分組,H1,T1,T2,T3,T4,T5,T6 和T7 屬于布爾運算時增加體積的一組,R1,R2,D1,D2 和D3 為布爾運算時減少體積的一組,首先按照不分組的情況對13 個模型參數進行優化,然后按照分組分兩步對參數進行優化,迭代過程分別如圖4(a)和圖4(b)所示,對符合邊界條件的過程點進行了標識,兩組迭代對應的最優結果如表2 所示。
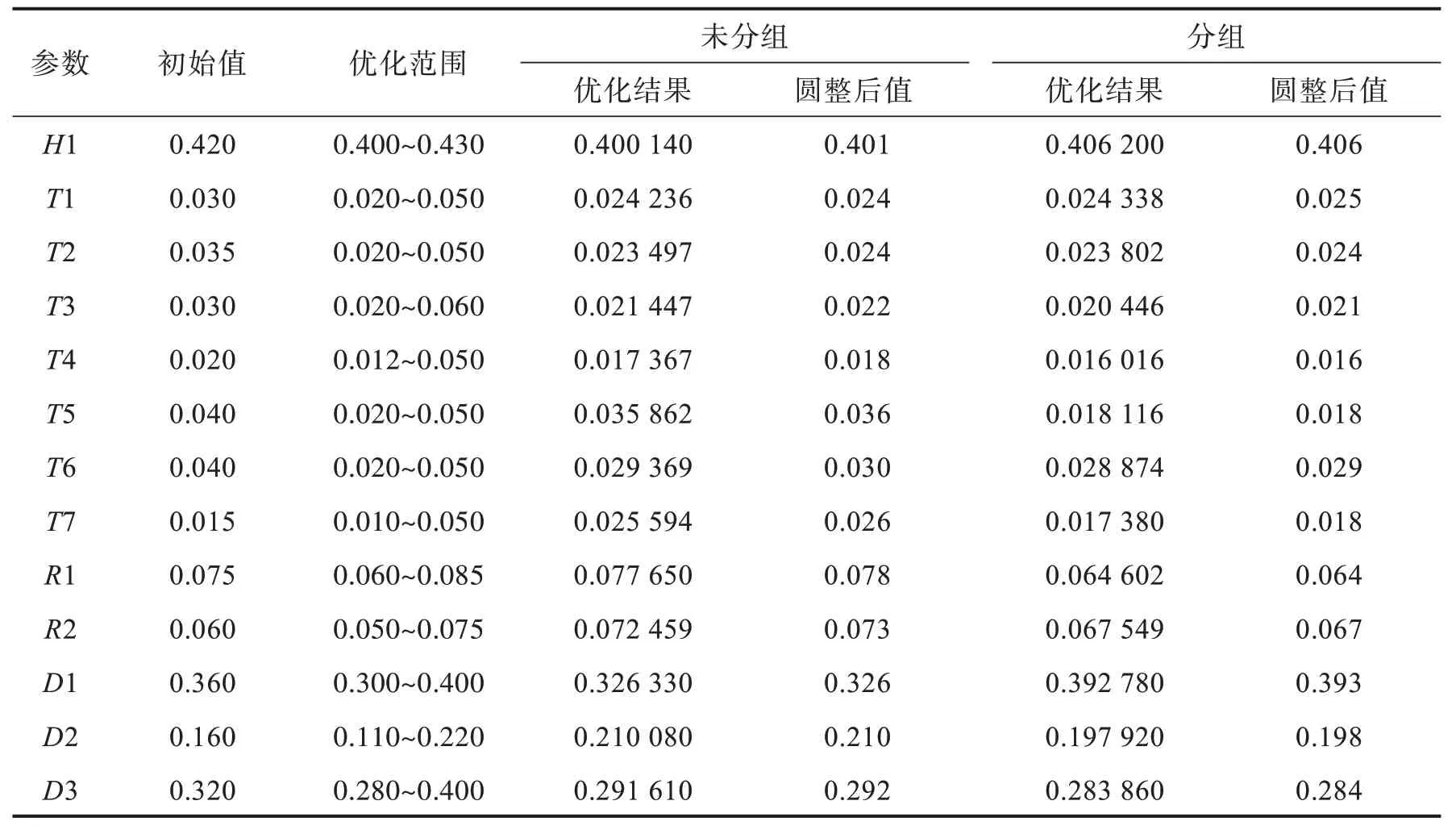
表2 優化結果Tab.2 Optimization resultsm
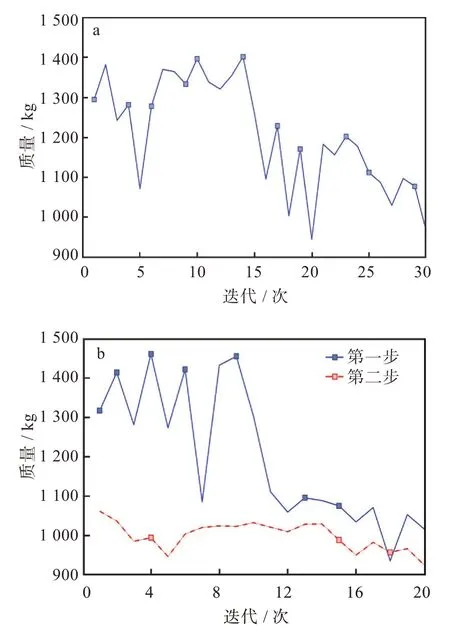
圖4 優化過程:(a)未分組迭代,(b)分組迭代Fig.4 Optimization process:(a)iteration on non-grouped parameters,(b)iteration on grouped parameters
圖4(a)顯示,迭代至第29 次時質量達到最優,此時最大應力121.6 MPa,處于立柱筒與斜筋板交接的下表面,Z方向最大變形為0.34 mm,處于油缸與上橫梁安裝面,模型質量1 088 kg,圖4(b)顯示,模型在第二步迭代過程中,迭代至第18 次時質量達到最優,對應的最大應力和變形分別是123.5 MPa、0.32 mm。
從表2 的結果數據判斷,分組后的優化結果優于未分組的優化結果,以分組后的優化數據為最終優化結果,得出優化后模型質量975.8 kg。
2.4 模型重建及受力分析
依據優化結果對模型重建并進行受力分析,其應力云圖和變形云圖分別如圖5(a)和圖5(b)所示,最大應力123.5 MPa,處于立柱筒與斜筋板交接的下表面,Z方向最大變形為0.32 mm,處于油缸與橫梁安裝面,符合設計目標。
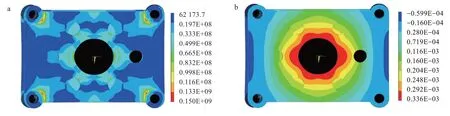
圖5 優化后:(a)上橫梁應力云圖,(b)上橫梁變形云圖Fig.5 After optimization:(a)stress nephogram of upper beam,(b)deformation nephogram of upper beam
3 結 論
依圖3(a)和圖5(a)顯示,優化前后橫梁最大應力出現的位置沒有發生改變,均處于立柱筒與斜筋板交接的下表面,同時應力處在25~100 MPa范圍的區域相比優化前有所增大;依圖3(b)和圖5(b)顯示,Z方向最大變形位置沒有發生改變,處于油缸與橫梁安裝面,而優化后橫梁形變的趨勢更加平滑,壓力機橫梁應力應變的分布更加趨于合理。
橫梁涉及可優化參數13 個,以模型建構過程中布爾運算增加體積或減少體積進行分組,分組后的優化結果優于未分組,此處所采用的分組方式是可行的。模型增加工藝孔后,應變增大部分區域變大,向工藝孔位置延伸,而最大應力值增加量可以忽略。在優化分析時,可以去除工藝孔特征,有利于減少優化變量,加快收斂速度。
優化前后上橫梁模型質量分別為1 294 kg 和975.8 kg,優化后的上橫梁質量與初始設計方案對比下降了24.6%,有效降低了橫梁制作材料成本。新橫梁已經按照分組后的優化結果制作并應用于單位的磚茶實驗室設備,服役狀況良好。
4 展 望
針對中小型壓力機的橫梁結構優化問題,可以結合成品孔板替代橫梁的部分或全部筋板,繼而通過尺寸優化方法進行優化,對比本文尺寸優化的結果,評估出更優的橫梁結構方案,具體方案有待進一步地研究。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
中華詩詞(2019年7期)2019-11-25 01:43:04
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36