基于機(jī)器學(xué)習(xí)的超薄板焊接接頭微尺度信息檢測和識別
2023-10-31 09:39:38潘雪航何建萍
智能計算機(jī)與應(yīng)用 2023年10期
潘雪航, 何建萍
(上海工程技術(shù)大學(xué) 材料科學(xué)與工程學(xué)院, 上海 201620)
0 引 言
100 μm 及以下板厚的超薄板由于其極薄的特征[1],對焊接熱輸入非常敏感。 在超薄板焊接過程中,焊接接頭處任意一個細(xì)小的毛刺、微尺度的剪切不齊所引起的接頭間隙細(xì)微變化或直線度細(xì)微變化都會造成燒穿[2]、未焊透或成形質(zhì)量不一致等焊接缺陷,這就要求對焊接接頭處的這些細(xì)小毛刺和細(xì)微變化進(jìn)行精確的檢測和識別,以此作為精細(xì)實時調(diào)節(jié)焊槍位置和焊接熱輸入的依據(jù)。
高分辨率的視覺傳感器,是檢測100 μm 及以下板厚的超薄板焊接的接頭細(xì)小毛刺和細(xì)微變化的最直接方法,對所獲取的焊接接頭圖像進(jìn)行閾值分割是圖像處理的關(guān)鍵一環(huán)[3]。 閾值分割的方法主要有:直方圖閾值分割、熵的閾值分割、聚類閾值分割等。 傳統(tǒng)的直方圖閾值分割方法由于其自身的局限性,已經(jīng)漸漸淡出了人們的視野,如最頻法、直方圖凹面分析法等[4];熵的閾值分割方法是最簡單也是最常用的一種圖像分割方法[5],但對接頭圖像噪聲要求較為嚴(yán)格,需進(jìn)行平滑后再分割[6];聚類閾值分割方法包括:K-means 聚類分割、模糊C-均值聚類分割等。 其中,K-means 聚類分割是一種比較成熟的聚類分析方法,在圖像分割中應(yīng)用廣泛[7]。
本文在研究搭建了超薄板焊接接頭細(xì)小毛刺和細(xì)微變化的視覺傳感檢測系統(tǒng)的基礎(chǔ)上,通過以太網(wǎng)的焊接接頭圖像信息傳輸,在主控平臺上進(jìn)行不同次數(shù)的深度學(xué)習(xí),直至損失函數(shù)收斂,實現(xiàn)精確K-means聚類分割,分離出對接接頭形態(tài)后,填平小連通區(qū)域,用Canny 邊緣算子提取100 μm 厚超薄板焊接的無間隙對接接頭形貌,進(jìn)一步識別接頭處的細(xì)小毛刺和間隙的細(xì)微變化或直線度的細(xì)微變化;并遍歷了機(jī)器學(xué)習(xí)分割的焊接接頭圖像素點,沿焊接方向提取焊接接頭間隙寬度的變化和間隙中心位置的偏移,可作為調(diào)節(jié)焊接熱輸入和焊槍對中的前提。
1 超薄板焊接接頭檢測與識別系統(tǒng)
基于視覺傳感的100 μm 厚超薄板焊接接頭的檢測系統(tǒng)架構(gòu)如圖1 所示,主要由DALSA 相機(jī)、DALSA 相機(jī)的供電電源、精密縱縫焊機(jī)行走機(jī)構(gòu)和PC 端組成。 其中,相機(jī)供電電源為DALSA 相機(jī)提供12-30 V 的電源輸入;DALSA 相機(jī)通過支架與焊槍連接在一起,并被安裝在焊槍的前端,可以對超薄板的對接接頭進(jìn)行實時拍攝;精密縱縫焊機(jī)行走機(jī)構(gòu)拖動DALSA 相機(jī)和焊槍沿焊接方向移動;供電后的DALSA 相機(jī)實時地將獲取的焊接接頭圖像信息從LAN 接口通過以太網(wǎng)線傳輸給PC 端;PC 端在主控平臺Microsoft Visual Studio 上,對獲取的焊接接頭圖像進(jìn)行圖像處理,提取和識別焊接接頭處的細(xì)小毛刺和間隙的細(xì)微變化或直線度的細(xì)微變化。
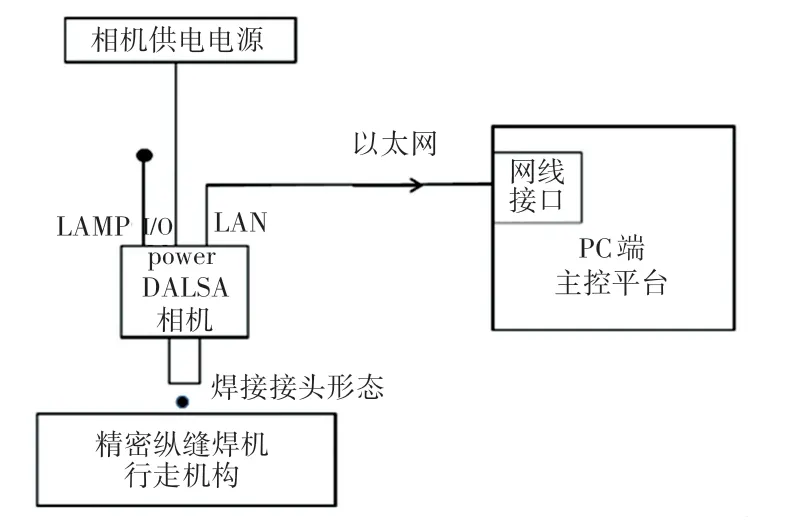
圖1 超薄板焊接接頭檢測識別系統(tǒng)Fig.1 Detection and recognition system of welded joints in ultrathin plates welding
試驗對象為100 μm 厚304 不銹鋼超薄板焊接接頭圖像的像素點信息,通過無監(jiān)督機(jī)器學(xué)習(xí)對焊接接頭圖像的像素點進(jìn)行K-means 聚類,分離出焊接接頭形態(tài),獲得焊接接頭間隙寬度和間隙中心位置偏移量。 超薄板焊接接頭檢測識別系統(tǒng)架構(gòu)如圖1 所示。
2 K-means 聚類分析
2.1 K-means 聚類模型特征
K-means 聚類屬于無監(jiān)督的機(jī)器學(xué)習(xí)[8],三維坐標(biāo)系的X、Y、Z軸分別代表焊接接頭圖像像素點的R、G、B 三通道,焊接接頭圖像像素點用三維坐標(biāo)系的位置對應(yīng),聚類過程如下:
(1)隨機(jī)分配k個初始分類中心后,將每個像素點分配到距離最近的質(zhì)心;
(2)取像素點位置的平均值,更新集群質(zhì)心,再次分配像素點和求取像素點位置的平均值進(jìn)行迭代,迭代次數(shù)滿足要求的標(biāo)準(zhǔn)是損失函數(shù)收斂[9]。
損失函數(shù)[10]數(shù)學(xué)模型為
其中,C表示質(zhì)心所屬的簇;μ表示質(zhì)心;m表示像素點個數(shù);x(i)代表第i個像素點;c(i)表示x(i)所屬的簇;μc(i)表示簇c(i)對應(yīng)的質(zhì)心;損失函數(shù)單調(diào)減小至最小值后符合收斂條件。
2.2 K-means 聚類數(shù)據(jù)
試驗用K-means 聚類模型進(jìn)行閾值分割,分離出100 μm 厚304 不銹鋼超薄板焊對接接頭形貌,識別出接頭處的細(xì)小毛刺和間隙的細(xì)微變化或直線度的細(xì)微變化等各種情況。 表1 為用機(jī)器學(xué)習(xí)識別焊接接頭的4 種不同情況。

表1 機(jī)器學(xué)習(xí)識別的4 種焊接接頭情況Tab.1 Four types of welds need to be identified with machine learning
k是K-means 聚類的重要參數(shù)[11]之一,由于試驗要將母材和焊接接頭區(qū)分開來,故焊接接頭圖像中像素點的分類數(shù)量k指定為2,此時聚類結(jié)果用純黑色(R =G =B =0) 和純白色(R =G =B =255)進(jìn)行標(biāo)記。
試驗中視覺傳感拍攝到的焊接接頭圖像為R、G、B三通道圖像,且圖像中每一個像素點的R、G、B值相等,整個焊接接頭圖像呈現(xiàn)灰色。 圖2 為焊接接頭圖像像素點在RGB 坐標(biāo)上的位置。 其中,圖2(a)-圖2(h)分別與表1 中焊接接頭圖像a-圖像h對應(yīng)。 表1 中,圖像a-圖像f 所示的焊接接頭形態(tài)較為清晰,黑白分明,圖像像素點分布相似,RGB 值的跨度比較大;圖像g 獲取時的視覺傳感檢測受光線影響大,清晰度差,個別地方曝光過度,使R、G、B值變大,直線R、G、B向頂點(255,255,255)延伸;圖像h 較暗,分辨率差,對應(yīng)于圖2(h)的R、G、B值較為集中且偏低。 試驗通過對圖2 各像素點在RGB坐標(biāo)軸上的空間位置進(jìn)行聚類,經(jīng)過一定次數(shù)的機(jī)器學(xué)習(xí),分離出焊接接頭形態(tài)并進(jìn)行結(jié)果標(biāo)記。
將像素點的灰度值聚類用于圖像分割,當(dāng)PC端處理器為core i5-7200u,內(nèi)存為8 192 MB RAM時,隨機(jī)初始質(zhì)心,聚類結(jié)果標(biāo)記相同情況下對像素點R、G、B值聚類深度學(xué)習(xí)1~100 次所用時間為3 s左右;對像素點灰度值聚類學(xué)習(xí)1 ~100 次所用的時間為15 s 左右。 與本試驗中的像素點灰度值進(jìn)行聚類相比,直接對像素點在RGB 坐標(biāo)軸上距離進(jìn)行聚類,可以省去將R、G、B圖像轉(zhuǎn)化為單通道灰度圖像的預(yù)處理步驟,縮短了焊接接頭的檢測和識別時間,確保焊槍對中和焊接熱輸入的精確實時調(diào)節(jié)。
3 焊接接頭微尺度識別和特征信息提取
3.1 提取過程
當(dāng)試驗像素點聚類的種類數(shù)目k設(shè)定為2,在隨機(jī)初始化聚類中心的條件下,進(jìn)行無監(jiān)督的機(jī)器學(xué)習(xí),設(shè)置不同的深度學(xué)習(xí)次數(shù).對深度學(xué)習(xí)后焊接接頭圖像進(jìn)行像素點遍歷,在顏色變化處計算連通區(qū)域的面積大小,并刪除輪廓面積不足1 000個像素點的區(qū)域.
在上述機(jī)器學(xué)習(xí)的基礎(chǔ)上,進(jìn)一步采用Canny算子進(jìn)行微尺度的焊接接頭輪廓提取。 其中包括:用高斯濾波器平滑圖像;通過Sobel 算子用離散微分法,結(jié)合高斯平滑濾波思想[12]分離圖像邊緣;采用非極大值抑制算法找出邊緣點;將較大閾值參數(shù)設(shè)置為40,較小閾值參數(shù)設(shè)置為20;刪除梯度值小于弱邊緣的像素點,劃分二值化圖像的強邊緣和弱邊緣,最終消除孤立的弱邊緣。 用Canny 算子進(jìn)行輪廓提取,可以對焊接接頭細(xì)小毛刺、焊接微尺度的直線度變化和間隙變化量進(jìn)行進(jìn)一步研究與分析。公式(2)為選用的5×5 高斯濾波器,用作平滑圖像,減少圖像中噪聲。
焊接接頭微尺度識別完成后,對焊接接頭進(jìn)行特征信息提取。 計算焊接接頭的間隙寬度和中心位置的偏移量,為焊接熱輸入的調(diào)節(jié)和焊槍對中的調(diào)節(jié)提供依據(jù)。
3.2 提取結(jié)果
焊接接頭微尺度信息的識別是在視覺傳感對焊接接頭進(jìn)行檢測的基礎(chǔ)上,對焊接接頭圖像進(jìn)行聚類分割和輪廓提取。
100 μm 厚超薄板的無間隙對接焊接頭微尺度信息的識別過程如圖3 所示。 其中,圖3(a1)-圖3(h1)、圖3(a2)-圖3(h2)、圖3(a3)-圖3 (h3)分別對應(yīng)機(jī)器學(xué)習(xí)次數(shù)為1、10、50 次時的聚類分割結(jié)果。 從中可以看出,由于聚類中心位置隨機(jī),機(jī)器學(xué)習(xí)1 次時聚類進(jìn)化不完善,焊接接頭分割較為粗糙;機(jī)器學(xué)習(xí)10 次和50 次時,分割出的焊接接頭形態(tài)基本無差別;機(jī)器學(xué)習(xí)10 次時,焊接接頭圖像分割的方差已滿足標(biāo)準(zhǔn)測度函數(shù)收斂需求,可以進(jìn)行精準(zhǔn)的焊接接頭微尺度信息識別。

圖3 焊接接頭的識別Fig.3 Results in recognition of welded joints
圖3(a4)-圖3(h4)為最終獲得的焊接接頭輪廓,清晰地識別出接頭處的細(xì)小毛刺和間隙的細(xì)微變化以及直線度的細(xì)微變化。 圖3(a5)-圖3(h5)是閾值為125,不采用機(jī)器學(xué)習(xí)時的圖像分割結(jié)果。可以看出,在焊接接頭形態(tài)較為清晰(圖3(a5)-圖3(f5))的情況下,可以較為準(zhǔn)確的進(jìn)行圖像分割;在焊接接頭圖像曝光過度(圖3(g5))的情況下,則不能精確分割焊接接頭邊緣的細(xì)小變化,將導(dǎo)致焊接接頭輪廓提取出現(xiàn)誤差,影響焊接電流調(diào)節(jié)和焊縫對中調(diào)節(jié);在焊接接頭圖像較暗(圖3(h5))的情況下,無法分離出焊接接頭信息。
基于圖3(a4)-圖3(h4)的焊接接頭輪廓,沿焊接方向分別提取了焊接接頭的間隙寬度和中心位置的偏移量(圖3 中的各虛線),如圖4 所示。 其中,左坐標(biāo)為焊接接頭間隙寬度的變化,右坐標(biāo)為焊接接頭中心位置的偏移量變化。 可以看到,圖4(b)對應(yīng)的焊接接頭由于毛刺的存在,不僅加大了接頭間隙寬度,且中心位置向右移動了較大的偏移量,要求對焊接熱輸入和焊槍對中進(jìn)行較大幅度的調(diào)節(jié);圖4(h)對應(yīng)的焊接接頭,無論是接頭的間隙寬度,還是接頭的中心位置偏移量,均有比較密集的波動,且接頭的中心位置偏移量出現(xiàn)了尖峰,要求對焊接熱輸入和焊槍對中進(jìn)行快速的調(diào)節(jié); 圖4(a)、圖4(c)、圖4(d)所對應(yīng)的接頭間隙寬度變化不大,接頭中心位置的偏移量變化也較為平緩,要求對焊接熱輸入和焊槍對中進(jìn)行較平緩的小幅度調(diào)節(jié);圖4(e)、圖4(f)、圖4(g)對應(yīng)的接頭間隙寬度和中心位置偏移量變化不明顯,則不需要調(diào)節(jié)焊接熱輸入和焊槍對中。
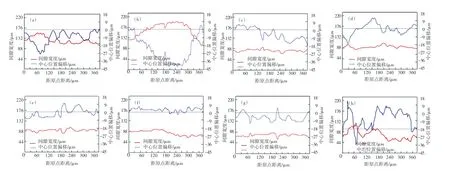
圖4 焊接接頭間隙寬度和中心位置偏移Fig.4 Gap width and central position offsets of welded joints
4 結(jié)束語
基于機(jī)器學(xué)習(xí)的焊接接頭分割,與傳統(tǒng)的圖像分割相比,可以不受分割閾值限制,更加精確的識別出各種情況下的焊接接頭信息.
采用對像素點RGB 值進(jìn)行K-means 聚類的方法分割焊接接頭圖像,進(jìn)行一定次數(shù)的機(jī)器學(xué)習(xí)后,可以精確識別100 μm 厚對接接頭的細(xì)微變化,與采用對像素點灰度值進(jìn)行聚類分割相比,處理效率高。 通過Canny 算子可以對機(jī)器學(xué)習(xí)訓(xùn)練出的二值化圖像進(jìn)行輪廓提取,進(jìn)一步實現(xiàn)對100 μm 厚對接接頭的細(xì)小毛刺、間隙直線度和間隙尺寸的細(xì)微變化的分析處理。 在機(jī)器學(xué)習(xí)和輪廓提取的基礎(chǔ)上,計算出焊接接頭的間隙寬度和中心位置的偏移量,以此作為精確實時調(diào)節(jié)焊接熱輸入和焊槍對中的依據(jù),來有效抑制超薄板焊接的缺陷出現(xiàn),提高焊接質(zhì)量。
