QLKH1500-41型混勻取料機斗輪體徑向輪及小車走行裝置改造
2023-10-31 08:34:44魏國亮李鴻昌楊勇
昆鋼科技 2023年2期
魏國亮 李鴻昌 楊勇
(武昆股份煉鐵廠原料作業區)
1 前言
武昆股份有限公司煉鐵廠QLKH1500-41型混勻取料機于2011年11月20日建成投產。投入生產半年后,斗輪體支撐徑向輪及走行小車裝置頻繁發生徑向輪及小車走行輪損壞事故,嚴重影響到了燒結的生產組織。針對QLKH1500-41型混勻取料機在生產過程的事故多發位置,備件消耗較大部件,必須進行分階段的可行性升級及改造,以解決QLKH1500-41型混勻取料機斗輪體所暴露出來的設備、安全問題,從而達到降低備件消耗,提高設備使用周期,為降本增效,實現良好的生產經濟效益創造有利的設備基礎。
2 設備狀況
混勻取料機主要由15個裝置組成,結構如圖1。
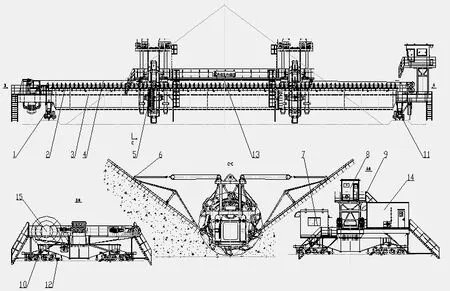
圖1 混勻取料機結構圖
3 支撐徑向輪損壞原因分析
徑向輪的主要作用是承載整個斗輪體的正反運行、它損壞的主要原因是:軸承選型小;潤滑不良;徑向輪踏面的磨損不均勻(因調質原因及安裝質量)。導致上部支撐用的4組徑向輪在水平位置方向上,不能均勻承受斗輪體大約77噸的重力,使用在2個月左右就開始損壞,軸承磨損卡死,徑向輪軸斷裂等事故時有發生。斗輪體裝置如圖2。
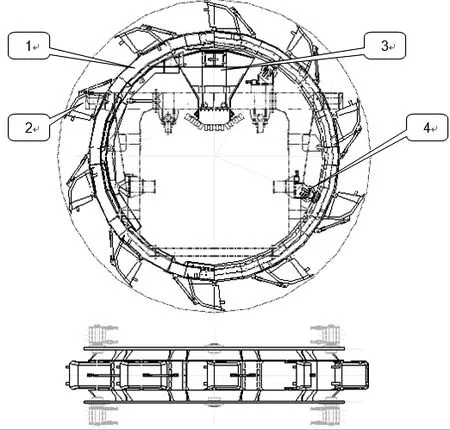
圖2 斗輪體裝置簡圖
為滿足長周期生產穩定,必須對支撐徑向輪組進行改進升級,首先在不改變徑向輪外形的前提下,加大軸承的承載力,原用軸承型號22222的調心滾子軸承,外徑200 mm,內徑110 mm。厚度53 mm,Cor為465 kN,Cr為288 kN。徑向輪結構簡如圖3。
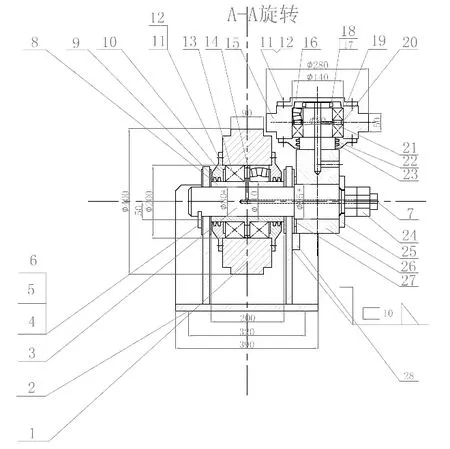
圖3 徑向輪結構簡圖
4 徑向輪改進措施
現場使用的徑向輪軸承22222的Cr為288 kN,Cor為465 kN。
斗輪裝置的重量為77 847.6 kg,按每個斗輪體上部4組支撐徑向輪來計算得出:77 847.6÷4=194.619 kN,徑向輪轉速103 r/min,
C—基本額定動載荷計算值,N;
P—當量動載荷,按式(7-2-2)計算,N;
fh—壽命因素,按表7-2-23選取;
fn—速度因素,按表7-2-24選取;
fm—力矩載荷因素,力矩載荷較小時fm=1.5,力矩載荷較大時fm=2;
fd—沖擊載荷因素,按表7-2-25選取;
ft—溫度因素,按表7-2-26選取;
Cr—軸承尺寸及性能表中所列徑向基本額定動載荷,N;
Ca—軸承尺寸及性能表中所列軸向基本額定動載荷,N;
S0—安全因素,靜止軸承和緩慢擺動或轉速極低的軸承S0見表7-2-30;旋轉軸承S0見表7-2-31;
C0—基本額定靜載荷計算值,N;
P0—當量靜載荷,N,計算公式見表7-2-29;
Fr—徑向載荷
查表7-2-23~表7-2-26得:fh=1.470,fn=0.709,fm=1.5,fd=1,fT=1
根據式(7-2-6) C0=S0P0
查表7-2-29 P0r=Fr=194.619 kN
查表7-2-31 S0=1.5
C0=1.5 kN(注:小數點省略)
查表7-2-89,22222型軸承Cr=288 kN COr465 kN不能滿足要求。
每個徑向輪需要承受Cr為292 kN,Cor為605 kN的基本額定載荷。[1]
改進后我們采用能滿足現場使用要求的22224C/W33調心滾子軸承,Cr為470 kN,Cor為678 kN(說明:調心滾子軸承主要承受徑向壓力,同時能承受少量的軸向壓力,但一般不能承受純軸向壓力。該類軸承外圈滾道為圓環球面形式,有調心找正性能,當軸受力發生變形彎曲或傾斜而使內圈中心線與外圈中心線相對傾斜不超過0.5°~2°時,軸承仍然可以正常工作。它的結構特性與原理和調心球軸承相同,區別在于滾動體是球面滾子,由于滾動體的不同,因而它的承載能力較大,主要用于礦山及重型機械上。此類軸承可保障軸向位移在軸承的軸向游隙范圍內。調心滾子軸承和調心球軸承,在符合容量和極限轉速許可的情況下,可以相互代用)。[2]
5 斗輪小車走行輪損壞原因分析及改進
斗輪小車走行輪改造對比如圖4所示。
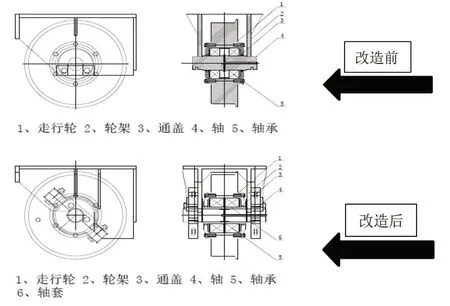
圖4 斗輪小車走行輪改造對比示意圖
5.1 走行輪損壞原因分析
混勻取料機斗輪體走行輪組,需要往復式運行并負荷承重工作。
(1)原斗輪體小車走行輪使用的圓錐滾子軸承主要用來承受徑向壓力為主有較大的軸向分力,此類軸承在設計上使得內圈滾道面、外圈滾道面以及滾子滾動面的各圓錐面的頂點相交于軸承中心線上的一點,只適合使用于承受重負荷與沖擊負荷的環境,在現場使用中,損壞情況基本都是走行輪通蓋被軸承外圈頂開導致輪組損壞,造成設備停機。[4]
(2)原設計安裝的混勻取料機斗輪走行輪輪架側板不合理,在使用的過程中產生變形,易造成走行輪組的行走偏析,導致啃軌現象發生進而導致輪組的損壞,從而影響水平輪組及走行軌道的使用壽命,且安裝輪組的方式不利于維護,有嚴重的安全生產隱患。增加了工人檢修的勞動強度。
所以必須改造升級一種結構簡單,工作穩定可靠,方便維護,利于故障處理,確保生產工藝運行順暢的混勻取料機斗輪體走行輪裝置是解決這一問題的有效途徑。
5.2 走行輪改造
改進后的小車走行輪如圖5所示。
圖5 改進后的小車走行輪簡圖
走行輪改造方案:通過氣焊割除原有走行輪輪架,并打磨干凈斗輪承重梁底板,安裝強度等級高且容易更換走行輪的的輪架,在安裝時確保輪架中心線與走行軌道的水平垂直度,徹底改變原有輪組的安裝方式。
走行輪采用光軸外套空心軸的輪軸結構,并設置雙密封油槽的通蓋,采用調心滾子軸承,及合金鋼結構的走行輪,提高了混勻取料機斗輪體走行輪組的使用壽命,且方便日常的檢修維護。
6 改造效果
6.1 徑向輪改造效果
改變徑向輪內徑由原來的Φ200 mm擴大為Φ215 mm,軸套外徑由原來的Φ110 mm擴大為Φ120 mm,調心滾子軸承由原來的22222升級為22224C/W33,通過升級改造及定期檢查校正斗輪體的水平標高,徑向輪使用周期由原來的2-4個月左右提高至現在的24個月。(裝機量8組,單價7 000左右,)定期的調整及潤滑保障到位壽命甚至可達到2年左右的使用周期。
對照表1從表2可以看出,通過改造徑向輪,更換周期已實現可控,定期的檢查調整更有利于延長該輪組的壽命。被動搶修轉換為點檢定修,達到了預期目的。
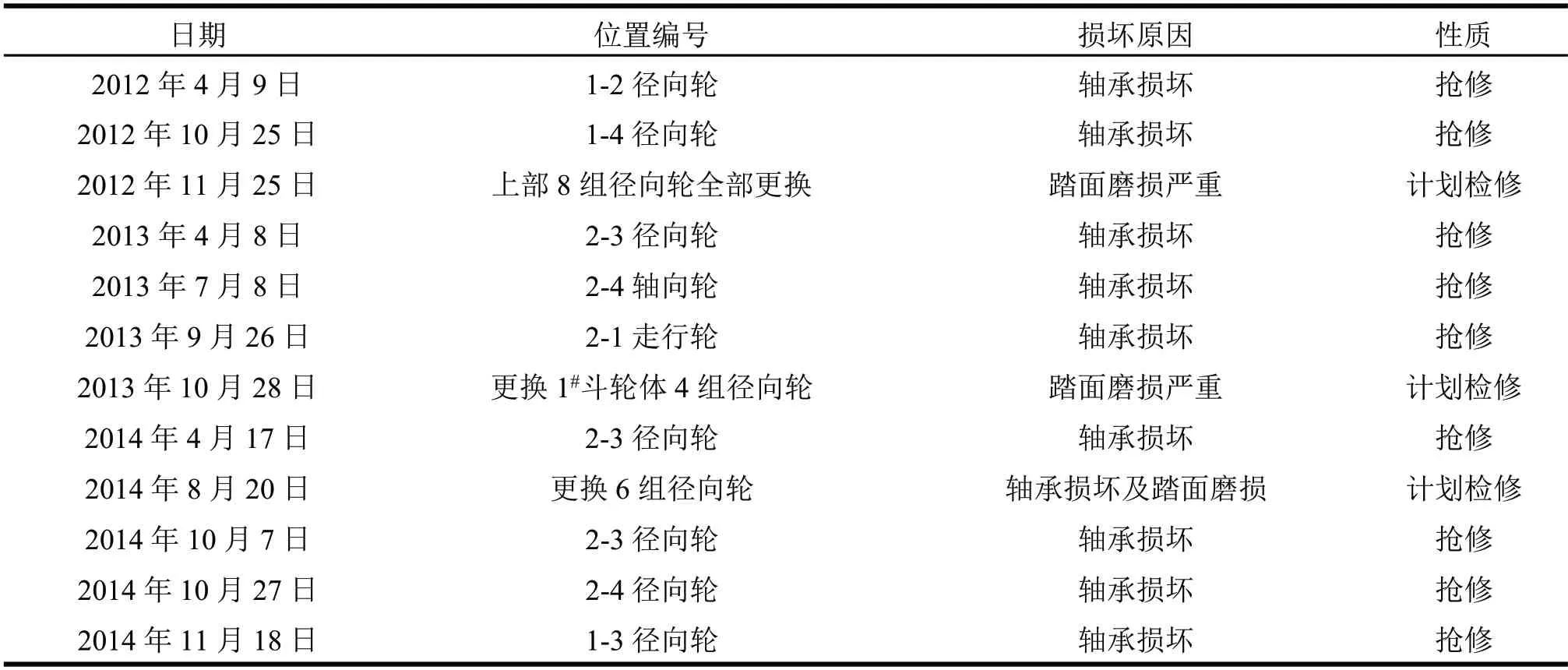
表1 檢修更換時間及損壞位置

表2 檢修記錄
6.2 走行輪改造效果
混勻取料機斗輪體小車沿其配置的鋼軌進行往復式行走取料(南北走向40 m行程),原設計的走行輪結構,采用的是圓錐滾子軸承(32318),容易發生損壞,且輪架的設計使得檢修更換困難(拆卸更換角度90°,斗輪裝置頂升100 mm才可以拆除走行輪)。原輪組損壞更換,需要5個小時左右的時間完成,改進后輪組在進行更換時,時間可以控制在2小時以內完成。因現場工況條件差,粉塵較大的特點,將單密封油槽的通蓋結構改為了雙密封油槽,提高了密封效果,減少因進灰導致潤滑不良造成的軸承損壞。針對原軸承使用周期短,更換頻繁,將圓錐滾子軸承升級更換為調心滾子軸承,達到了延長軸承使用周期的目的(裝機量8組,單價8 200左右),從2014年6月改造后,使用至今無走行輪損壞故障發生。
7 結論
(1)在當前高節奏的生產水平下,混勻取料機實際作業率已經達到80 %以上,遠超出設備設計作業率50 %,設備磨損加劇,此時采用適當擴大徑向輪內徑、軸套外徑的改造方式,可有效延長其使用壽命,滿足當前生產組織模式。
(2)對當前調心滾子軸承進行升級改造,由22222C/W33升級為22224C/W33并定期檢查校正斗輪體的水平標高能有效降低檢修頻次(改造前每年更換大約30組,費用21萬,改造后2年更換1次,費用5.6萬,每年可節約15.4萬元),保證設備長期處于高效率運轉。
(3)對檢修困難的走行輪輪架,從便于檢修更換的角度進行簡化設計改造,(改造前每年更換大約30組,24.6萬費用)大大縮短檢修時間。
(4)通過分析混勻取料機斗輪體頻繁發生的徑向輪和走行輪損壞事故故障,針對性進行升級改造,同時加強設備點巡檢力度,把頻繁的被動搶修轉換為點檢定修,設備使用周期可控(改造升級后,可節約40萬/年),有利于混勻取料機作業率和利用系數的提高,具有顯著的經濟效益。
