大型復雜裝備柔性噴涂生產線設計
2023-11-05 12:16:32杜建國
新技術新工藝 2023年10期
杜建國
(山西航天清華裝備有限責任公司,山西 長治 046012)
1 引言
涂裝是工程機械產品表面制造工藝中的一個重要環節,防銹、防蝕涂裝質量是產品全面質量的重要方面之一[1]。傳統的大型復雜裝備噴涂作業主要依靠人工在原有裝配工房改建的噴烘一體噴烤漆室內輔以工作梯進行手工噴涂及烘干,存在噴涂設備自動化程度低、交叉作業效率低、安全及環保條件受限等不足。
近年來,隨著產品品種、數量的增多以及涂裝效果及質量要求的提高,加之國家對揮發性有機物污染防治要求的提高,使企業的涂裝瓶頸問題暴露得較為明顯,存在如下條件差距。
1)現有噴涂條件對于大型復雜裝備的大面積噴涂存在作業效率低、勞動強度大的問題,難以適應多品種、多批次、質量高、生產周期短的狀況。
2)噴涂工房為適應噴涂生產需求對原裝配工房進行適應性改建,噴涂工位不足,準備區未配置或配置起重機不足,無法滿足大型結構件的上、下件需求。
3)噴涂工房受區域條件限制,大型復雜裝備噴涂時無法形成有效的物流,在噴烤漆房完成噴烤作業時需按原路線返回準備區,交叉作業效率低。
4)噴涂工房未配備符合安全環保條件的廢氣處理設備。
噴涂工房條件及空間有限,無法滿足安全、環保及生產的需求,從提升產能、配備高效治理設施、便于管理的角度出發,急需新建噴涂生產線,配置滿足安全、環保、職業衛生要求的噴涂設備設施。同時通過應用替代人工操作的自動化、智能化技術及設備,實現噴涂工藝升級,提高噴涂質量、生產效率、自動化程度和涂料利用率,實現“機械化換人,自動化減人”,從而有效提升噴涂生產環節的本質安全。
噴涂生產線在客車、軌道交通等行業已得到廣泛應用。近年來,國內大型零部件制造企業開始應用柔性噴涂生產線,實現了航天產品、特種車輛、大型電力方艙等大型零部件的柔性噴涂[2-4]。本文基于所研制生產的大型復雜裝備的工藝特點及噴涂要求,設計柔性噴涂生產線并成功應用于產品噴涂中。
2 產品及噴涂工藝特點
大型復雜裝備產品及噴涂工藝特點如下。
1)多品種,小批量。大型復雜裝備涉及產品品種多,批量自幾臺至幾十臺數量不等。
2)產品尺寸大,結構復雜。大型復雜裝備具有外形尺寸大、重量大、特征繁多且結構不規則、存在一定的個體差異等特點。在組織生產時,不同產品之間以及同種產品不同個體之間,涂裝各工序工作量差異較大,很難做到協調統一[5]。
3)漆料種類多,噴涂工藝復雜。以某產品為例,噴涂環氧底漆、環氧硝基面漆、環氧清漆等,噴涂漆種及次數較多,且各涂層間附著力及外觀質量要求高。人工采用膠帶紙或模板遮蔽噴涂,遮蔽過程繁復。
4)噴涂質量要求高,涂層厚度達到40~60 μm,涂層綜合附著力優于2級。
3 噴涂生產線總體布局方案
1)推進安全、環保技術創新,推動“機械化減人、自動化換人”在危險工藝環節的應用,提升產品表面噴涂質量及噴涂效率,同時結合公司噴涂生產實際及未來發展,設計柔性噴涂生產線。
2)柔性噴涂生產線具備機器人噴涂及人工噴涂功能,以更好適應產品類別和批量生產的變化,完成多品種、小批量的生產。機器人可用于規則產品的噴涂或產品多色噴涂,同時預留機器人未來發展能力。
3)基于“上件→噴漆前準備→機器人/人工噴涂→烘干→下件”的噴涂工藝流程進行論證,實現噴、烘工位分離,并通過地面軌道實現零部件在準備、噴涂、烘干工序間的流轉。
4)通過對產品分類及噴涂節拍測算,柔性噴涂生產線設計為1條機器人噴涂生產線、1條整車噴涂生產線(預留機器人)、2條大型成套產品噴涂生產線。每條噴涂生產線按生產工藝流程分為3個工藝區域:準備區(除塵、清潔)、噴涂區(噴漆室)和烘干區(烘干室)。整體平面布局示意圖如圖1所示。
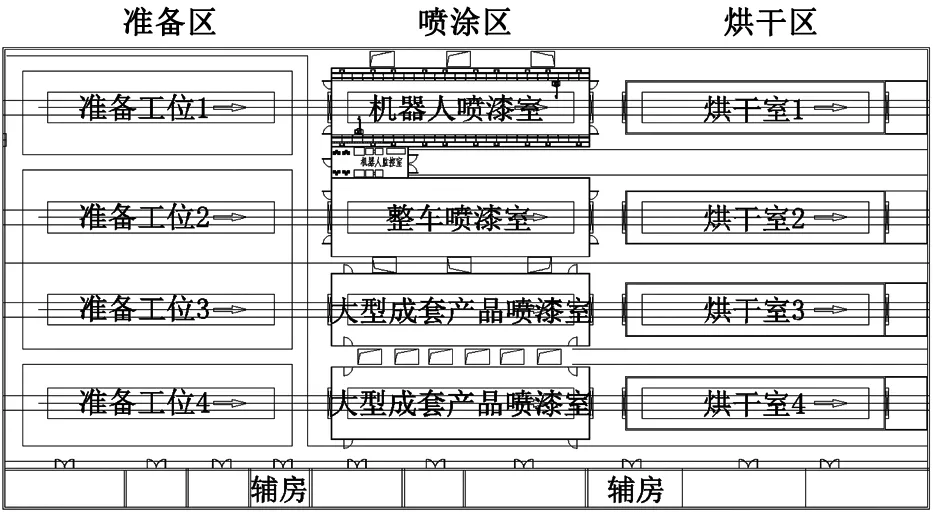
圖1 整體平面布局示意圖
5)每個工藝段采用一定的間隔距離,防止有害氣體相互串流,實現防爆區與非防爆區安全隔離,同時留出橫向和縱向的逃生通道。
6)為節約占地,整體與周圍建筑協調統一,噴漆室和烘干室的風機及廢氣處理設備等布置于噴涂區及烘干區室頂空間。整體側面布局示意圖如圖2所示。
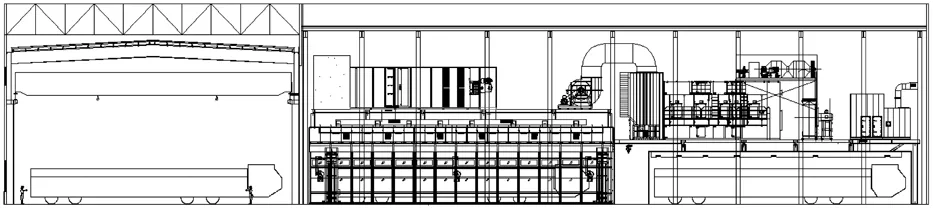
圖2 整體側面布局示意圖
4 生產線設計方案
4.1 準備區
準備區主要用于產品噴漆前準備,主要由雙小車雙梁起重機、移動工作臺、地溝、格柵、照明系統、電器控制柜等組成,頂部和側部安裝隔爆型照明燈箱,方便操作施工。同時配備壓縮空氣供氣管路及供水管。
雙小車雙梁起重機將產品吊裝至準備區工位,操作人員采用移動工作臺對大型復雜裝備進行噴涂前處理作業,去除工件表面油污、灰塵等,保證工件表面潔凈度,提高漆膜附著力。
4.2 噴漆室
噴漆室主要用于產品機器人或人工噴涂大型復雜裝備,為配備噴涂機器人或人工噴漆作業而設置的全封閉的噴漆室,具有噴漆、流平功能,噴漆時具備通風、空氣凈化、漆霧處理功能。噴漆室含機器人噴漆室1套、整車噴漆室1套、大型成套產品噴漆室2套。機器人噴漆室配備噴涂機器人系統,并能夠較方便地進行人工補漆作業;在生產線建設規劃中,根據投資規劃可以一次建成,但是通常在考慮分步實施和分期投資的情況下,可以在滿足現有產品和工藝的前提下進行工藝設備預留[6],整車噴漆室預留了機器人安裝接口及空間,滿足在未配備機器人前的人工噴漆作業條件及在安裝噴涂機器人系統后能夠較方便地進行作業。噴漆室布置示意圖如圖3所示。

圖3 噴漆室布置示意圖
噴漆室主要由室體、照明系統、送風空調系統、漆霧過濾系統、室體兩側三維工作平臺等組成,大型復雜裝備運送至噴漆室后,開啟機器人或人工輔以三維工作平臺噴涂環氧底漆、環氧硝基面漆、環氧清漆等作業,新鮮空氣通過送風機組送入室體頂部動壓室,均壓后再進入靜壓室,經過濾層過濾后的空氣,從頂部以一定的層面風速均勻送入室體內,自上而下,將工件置入具有一定風速的均流層中,使飛散的廢漆霧壓入室體下部的漆霧處理系統,確保噴涂室噴涂過程無漆霧,保障操作人員身體健康。
漆霧收集系統采用干式紙盒進行收集,并設置有相應的檢測裝置能夠顯示、檢測漆霧收集系統是否飽和,并能夠實現在飽和之后有聲光報警及可視化顯示。干式紙盒采用非助燃材料,并能夠承受一定的濕度而不發生變形。
4.3 烘干室
烘干室主要用于大型復雜裝備噴漆后的烘干,確保獲得高品質的涂膜質量,烘漆狀態下具有升溫、保溫、恒溫定時功能。烘干室在保證大型復雜裝備受熱的同時,縮短烘干室的長度,減少熱量輸送距離和傳熱損失,節省占地面積,降低能耗,實現降本增效[7]。烘干室主要分為本體及加熱箱兩部分,加熱箱采用間接換熱的方式為本體提供熱源,換熱器置于加熱箱中部并在檢修時可整體抽出。爐體為熱風循環加熱,便于節能。燃燒器采用低氮燃燒機,循環風機采用耐高溫的插入式風機,并配有耐高溫過濾器。烘干室布置示意圖如圖4所示。
4.4 廢氣處理系統
廢氣處理工藝流程示意圖如圖5所示。廢氣處理系統采用活性炭吸附處理有機廢氣,活性炭吸附飽和后對其進行脫附,之后采用燃燒裝置對廢氣進行凈化。該法結合了吸附法和催化燃燒法的優點,是目前國內治理有機廢氣的成熟、實用方法之一[8]。有機廢氣治理工藝流程主要包括3部分:廢氣預處理、吸附氣體流程、脫附氣體流程。產生的有機廢氣先經過過濾預處理裝置過濾;然后采用活性炭床吸附有機廢氣,吸附后的氣體可直接排到大氣;活性炭床吸附飽和以后采用熱氣流將有機物從活性炭上脫附下來,脫附后采用催化燃燒裝置對高溫廢氣進行凈化。活性碳脫附為在線脫附,也可以安排在非工作時間(夜間)脫附,提高設備冗余性。
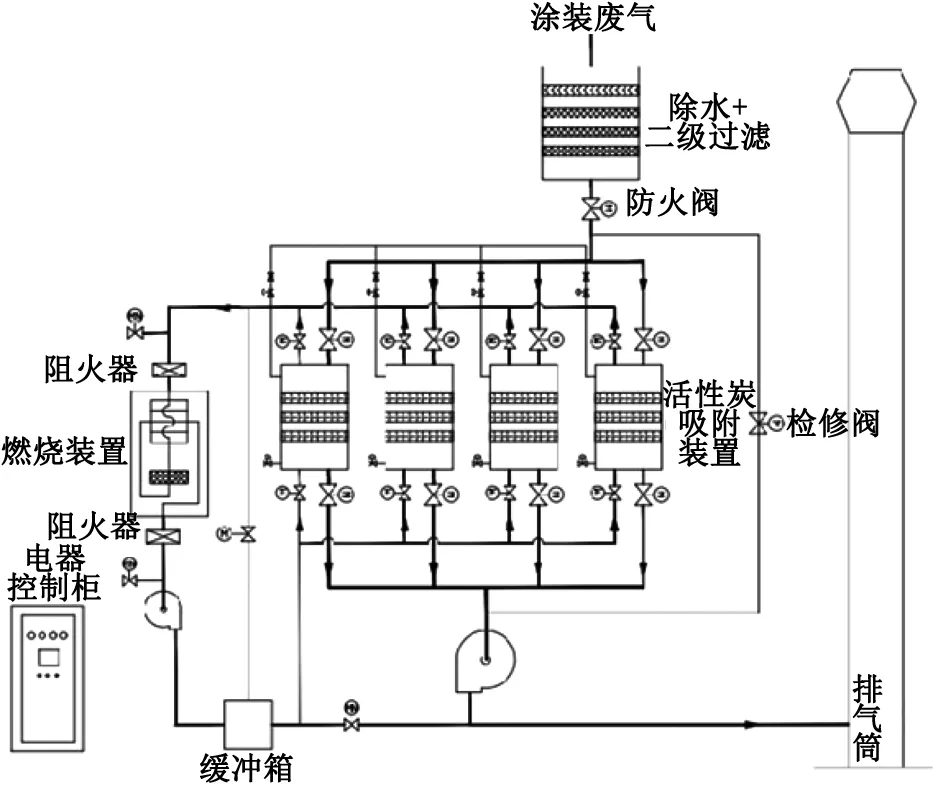
圖5 廢氣處理工藝流程示意圖
4.5 機器人噴涂系統
機器人噴涂系統布置示意圖如圖6所示。將機器人技術與噴涂工藝相結合,進一步實現產品的柔性化生產,同時預留了未來機器人噴涂系統擴展空間。機器人噴涂系統配置六軸工業防爆機器人,具備雙機器人協同噴涂功能,配備涂料供給系統,具備自動換色清洗功能。機器人由6個伺服電機軸進行控制,且具有中空手腕,因此可將供料和供氣管置于機器人手臂內[9]。機器人監控室設置于機器人噴漆室和整車噴漆室之間,通過設置于該室內的監控設備,可就近觀察機器人的運行狀態,并可對機器人進行操作或人工干預。

圖6 機器人噴涂系統布置示意圖
機器人可以按照設定的指令直接噴涂指定的形狀、顏色,通過機器人涂覆設備及噴涂工藝升級代替人工噴涂,可減少圖案勾畫、遮蔽工序,提高生產效率,保證噴涂質量。大型復雜裝備噴涂區域復雜,在某些機器人的極限位置,難免會出現漏噴或者其他質量問題,對于這些噴涂缺陷,設置了三維工作臺進行人工修復[10]。
4.6 控制系統
控制系統架構圖如圖7所示。控制系統采用工業計算機+PLC進行控制,具備手動和自動控制方式,自動控制狀態下由工業計算機+PLC+儀表通過程序進行集中控制;當需要單體設備運行時手動進行操作,可通過按鈕、旋鈕、指示燈、儀表進行操作。
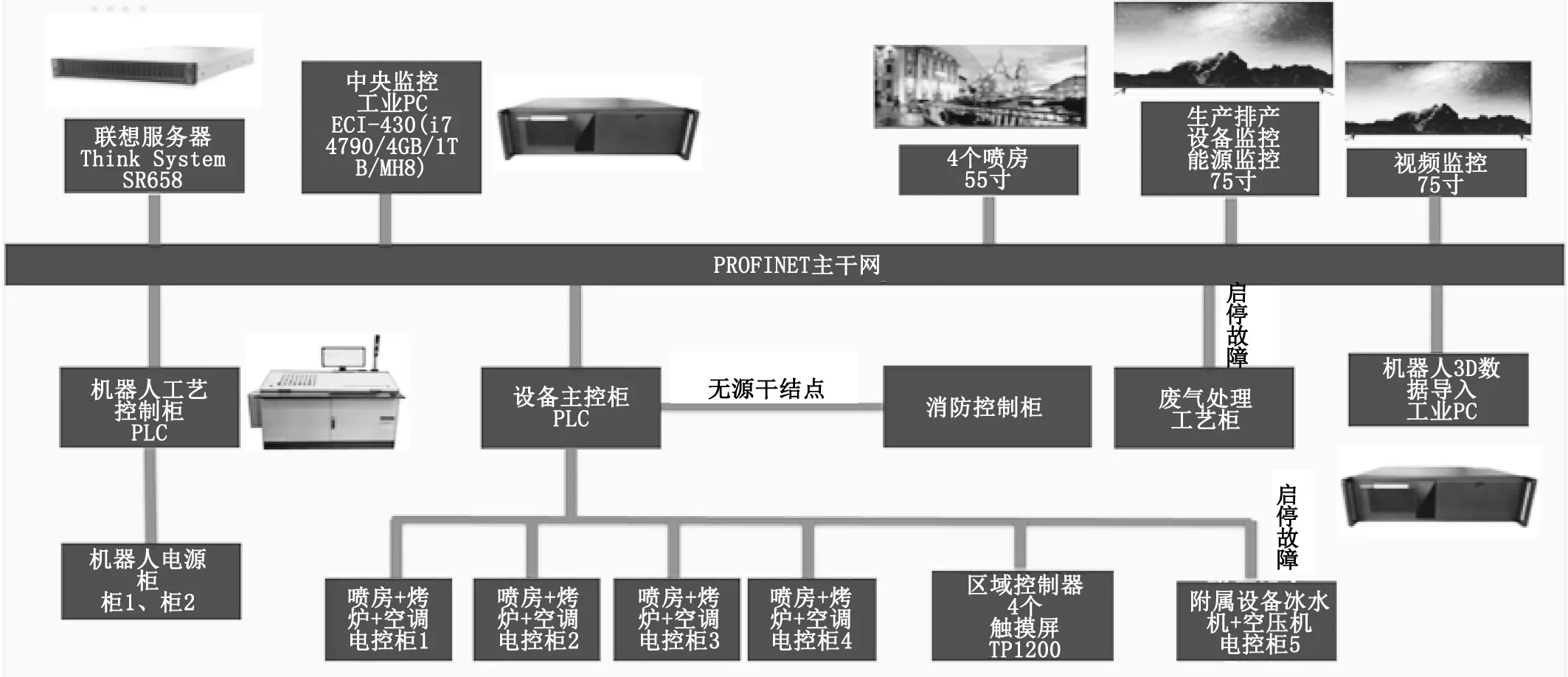
圖7 控制系統架構圖
各類室體、空調送風系統、消防系統等進行集中控制和監測。準備區、噴漆室、烘干室內部設有控制器,操作人員通過該控制器對生產線完成相應的控制。
噴涂過程參數動態實時顯示,并有歷史過程參數的存儲和分析、報表生成、打印功能,達到多套工藝設備的集中監控與管理。
5 方案驗證
大型復雜裝備柔性噴涂生產線投入使用后,進行了方案驗證。大型復雜裝備進入噴涂生產線后,在準備區通過雙小車雙梁起重機輔助吊裝至移栽工裝小車上,人工完成噴漆前處理作業;前處理作業完成后,通過移栽工裝小車將工件輸送至噴漆室,通過噴涂機器人或人工完成噴涂作業;噴涂作業完成后,通過移栽工裝小車將工件輸送至烘干室,自動調用工件烘干程序完成烘干作業;烘干作業完成后,通過移栽工裝小車將工件輸送至廠房外下件區,通過起重機完成工件吊離。圖8所示為噴涂生產線前處理區及噴涂區。
通過對設計方案進行驗證可知,涂裝線工藝布局合理,物流流暢,運行平穩,各項性能指標達到了設計要求,詳見表1。

表1 性能指標
6 結語
通過大型復雜裝備柔性噴涂生產線的設計及應用,實現了大型復雜裝備的綠色、安全、環保、柔性生產,具體如下。
1)噴涂生產線規劃設計采用干式紙盒收集漆霧、活性炭吸附脫附+催化燃燒處理廢氣,符合綠色環保的理念及要求。
2)噴涂生產線配置機器人噴涂系統,實現了大型復雜裝備的自動化噴涂,實現了機械化換人、自動化減人,實現了智能噴涂。
3)噴涂生產線滿足大型復雜裝備多品種、小批量的生產,依據產品特點布置多條生產線,并預留未來發展能力,實現了柔性生產。
4)噴涂生產線經方案驗證可知,達到了設計指標要求,廢氣排放符合國家和地方揮發性有機物排放要求,改善了員工的工作環境,保障了員工的身心健康,實現了安全環保生產。
大型復雜裝備噴涂生產線規劃設計及機器人自動噴涂技術可推廣應用于航空、航天、工程機械等大型復雜裝備生產領域內,實現了大型復雜裝備的綠色、安全、環保、柔性生產。
猜你喜歡
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
當代貴州(2019年41期)2019-12-13 09:28:56
故事大王(2016年7期)2016-09-22 17:30:08
中國共青團(2015年7期)2015-12-17 01:24:38
Coco薇(2015年1期)2015-08-13 02:23:50
兒童故事畫報(2013年3期)2013-06-24 05:40:30
玩具(2009年10期)2009-11-04 02:33:14
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
個人電腦(2009年9期)2009-09-14 03:18:46