垃圾箱后骨架的焊接工裝夾具設計
2023-11-08 11:55:22鐘國堅賴桂光
武夷學院學報 2023年9期
鐘國堅,賴桂光
(1.閩西職業技術學院,福建 龍巖 364021;2.福建龍馬環衛裝備股份有限公司,福建 龍巖 364000)
垃圾箱是人們日常生活中最常見的一種簡單、高效、環保、無二次污染的垃圾收集運輸環保設備,廣泛應用于農村、城市街道、社區、學校等的連片治理中[1]。在日常生活中,各個垃圾收集點都會放置垃圾箱。垃圾裝滿后,由環衛垃圾車運至垃圾中轉站傾倒壓縮,防止污染環境[2-6]。垃圾桶不僅要求垃圾收集,還要求外形美觀。一些大型垃圾桶的頂部設計成弧形,不易積水,美觀大方,避免了以往方形的呆板造型[7-9]。由于大部分垃圾箱都是由整體鋼板和加強筋焊接而成,電弧焊工藝復雜,焊接變形不易控制,不僅費時低效,而且焊接質量也無法保證[10]。因此,以某公司產品為例,基于UG 三維設計軟件設計了后車架的焊接夾具,并對后車架方管工件的彎曲焊接工藝進行改進,為進一步提高垃圾箱的質量提供一定的參考價值。
1 焊接工裝的技術要求
焊接夾具不僅能保證產品的制造精度,還能提高生產率,創造更高的經濟效益。為適應焊接機器人的發展,對焊接夾具提出以下技術要求: 能縮短裝夾時間,降低成本;能保證加工精度和質量;自動化程度高;可根據生產節奏進行調整;更換工件后,可以校準夾具;能適應相同或相似工件的夾持和不同加工對象的變換;該夾具結構簡單,易于裝配;可以利用原模具對夾具進行反求,提高夾具的夾緊精度[11]。
2 原有垃圾箱后骨架的焊接存在的問題
原FTX03 箱體是目前市面上常見的型號,背面有一定的弧度,骨架為30×40×2 的正方形如圖1。
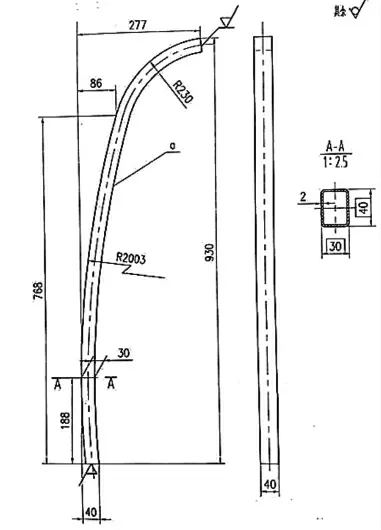
圖1 原FTX03 箱體Fig.1 Original FTX03 box
由于方管的壁厚較小,且這些零件已經被方管卷繞機卷過,形狀難以控制,所以只能采用最原始的方法:加強構件側面的橫梁;同時用等離子切割機在大圓弧區域的內三面切割出相對均勻的切割縫隙(如下圖2 所示);接著用錘子敲打彎曲,然后填補空隙,焊接成弧形結構。這種制造工藝需要先焊接一個部件,然后才能組裝焊接整個后車架,不僅耗費大量人力,而且很難保證弧度和整體平整度[12]。
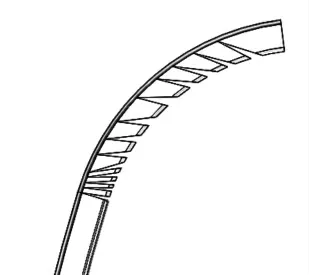
圖2 切割縫隙Fig.2 Cutting gaps
原工序:第一步,側面加強梁工件三面切割彎管縫;第二步,去毛刺和銳邊;第三步,對側加強梁進行錘擊壓形;第四步,填補焊接壓形后的側加強梁割縫;第五步,拼裝焊接后骨架。
3 焊接工裝設計
3.1 設計目的
旨在提供一種垃圾箱后骨架焊接工裝夾具,以解決焊接工藝復雜、焊接變形難以控制、焊接時間長、效率低、焊接質量無法保證的問題。從而降低勞動強度,減少錘擊對管件的損傷,保證了左右加強梁的弧度要求,保證了整體的平整度。
3.2 設計思路
涉及一種垃圾箱后骨架方管工件彎曲焊接工藝的改進技術,包括彎頭焊接夾具和多個F 形焊接夾具。焊接彎頭夾具為環形臺階結構,根據產品形狀的弧度切割內外環形臺階面;在焊接彎頭夾具的腿上設置兩個底部限位板,防止側加強梁被夾緊和焊接變形;用F 型焊鉗將頂梁和側加強梁夾在焊接彎頭夾具頂部的夾具面上,實現頂梁和側加強梁的對接焊接,防止和減少焊接時的焊接變形。在保持原有方管制造工藝的前提下,對后續壓制工藝進行了改進,設計制造了F 型焊夾具,替代FTX03 箱體背框焊接彎頭夾具的錘擊焊接工藝[13]。
新工序:第一步,側加強梁工件三面切割彎管縫;第二步,去毛刺和銳邊;第三步,直接壓在工裝上;第四步,焊接后骨架。
3.2 焊裝夾具的設計方案
3.2.1 設計繪制焊裝夾具三維圖
為了給設計焊接夾具提供有利的條件,根據圖一尺寸,基于UG 軟件完成相應的設計工作,UG 軟件具有零件裝配和零件造型設計的功能。利用UG 軟件,首先可以準確地反映出不同零部件之間的具體關系,從而滿足2D 圖紙的具體要求。二是可以減少設計的缺失和相應的修改時間。焊接夾具是典型的非標準工件。但從整體情況來看,大量組件都非常相似。從而可以建立標準件庫,為相關操作人員快速查詢各種內容,以及自己采用的標準結構和標準件提供了便利條件,加快了設計進度。在建立焊接夾具的3D 模型之前,先建立草圖,然后利用草圖平面進行建模,建立相應零件的毛坯。經過以上操作,我們就可以通過特征建模和布爾算法完成箱體后骨架焊接彎管工裝三維圖(如下圖3 所示)和箱體后骨架三維圖(如下圖4 所示)。
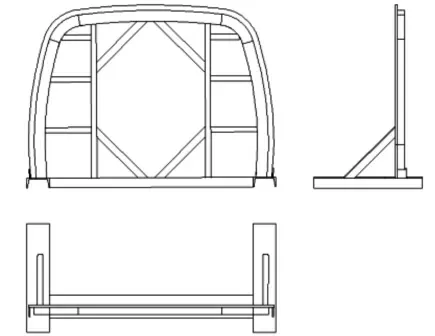
圖3 箱體后骨架焊接彎管工裝三維示意圖Fig.3 3D schematic diagram
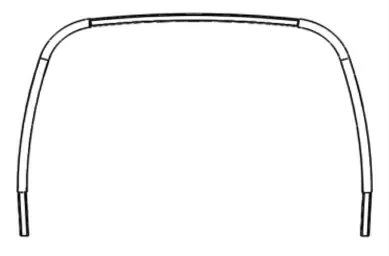
圖4 箱體后骨架三維示意圖Fig.4 3D schematic diagram of the rear frame of the box
裝配部件采用自頂向下與自底向上相結合的設計方法。首先,構建一個裝配部件,然后將主部件導入其中,然后從上到下逐一設計其他相關零件。對于標準件,由于三維模型的存在,可以合理地在焊接夾具中加入自頂向下的裝配方法。總體裝配設計完成后,生成三維箱體后骨架焊接彎管工裝工作示意圖(如下圖5 所示)。
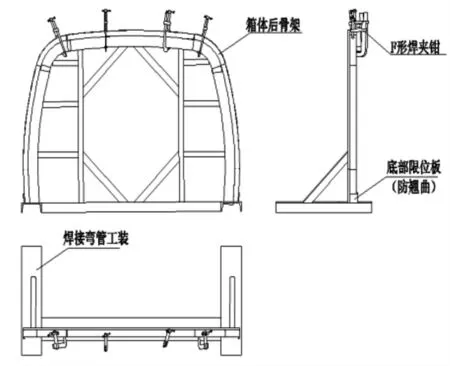
圖5 三維箱體后骨架焊接彎管工裝工作示意圖Fig.5 Schematic diagram of operation
3.2.2 焊鉗的科學選取
F 型焊夾具是一種外形為英文字母“F”的夾具,F型焊夾具由特殊鋼軋制鍛造而成,具有足夠的剛度和較大的強度。廣泛應用于工程機械制造的大中型產品或非標設備的焊接、鉚接和粘接。F 型焊夾具的橫臂可以快速上下移動,夾緊工件只需要擰動三分之一的螺絲,達到快速夾緊工件的目的。因為焊鉗和夾具之間有很強的約束,所以焊鉗的選擇和焊接夾具的設計要同時進行[14-18]。綜合考慮垃圾箱的具體結構、夾具結構、焊接操作的方便性、焊接方向和位置。在選擇焊鉗類型時,可以避免不合理的問題,減少各種材料的消耗,最終選擇能夠滿足具體工況的F 型焊夾鉗。
3.3 創新之處
這種設計主要用于薄板焊接。由于工件薄,熱輸入大,焊接時工件容易變形,容易產生焊接缺陷。為獲得良好的焊接質量,除了最佳的焊接工藝參數外,焊接夾具的設計對焊接質量起決定性的作用。設計的夾具夾緊可靠,不影響工件的定位;使用該夾具時,能保證焊接生產中有足夠的焊接空間,不會影響正常的焊接施工;設計的快速裝配夾具便于制造、操作和安裝,易于維修和更換零件。總之,焊后產品整體外觀美觀,有效提高工件的裝夾效率,縮短焊前準備時間。
4 結語
先進焊接技術的進步和發展極大地推動焊接技術在世界先進制造企業零部件生產中的應用。這也為焊接夾具的使用提供巨大的空間。我國焊接夾具行業及技術應用仍方興未艾,具有良好的發展前景在替代原工藝后,縮短后骨架工序,消除了員工經常蹲下彎腰的勞動強度,消除了錘擊造成的構件損傷,保證左右加強梁的弧度要求,有效抵消了背骨架在對焊時的焊接變形,保證了整體平整度要求[19-21]。該設計成果已在環衛公司投入生產應用,取得良好的效果,也為其在同行業的廣泛應用奠定了基礎。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03