重型機(jī)械中厚板埋弧焊焊接工藝研究
2023-11-21 02:33:36李光鋒
智能城市 2023年10期
關(guān)鍵詞:焊縫
李光鋒
(陜西航天德林科技集團(tuán)有限公司,陜西 西安 710200)
機(jī)械化和智能化是現(xiàn)代工程的重要發(fā)展趨勢(shì),也是提高國(guó)產(chǎn)設(shè)備國(guó)際競(jìng)爭(zhēng)力的重要手段。隨著工程規(guī)模的不斷增加,重型化、大型化設(shè)備被廣泛應(yīng)用[1-3]。受機(jī)械設(shè)備的起重和受力要求,中厚鋼板被廣泛地應(yīng)用于機(jī)械設(shè)備加工制造中,厚型鋼板的焊接工藝選擇不恰當(dāng),容易引起裂紋、氣孔等缺陷[4],達(dá)不到控制標(biāo)準(zhǔn),對(duì)設(shè)備的安全和質(zhì)量產(chǎn)生影響。因此,重型機(jī)械中厚板的焊接給焊接工藝帶來新的挑戰(zhàn),研究埋弧焊焊接具有重要的意義。
1 埋弧焊基本原理
埋弧焊焊接是一種生產(chǎn)效率較高的焊接方法,并對(duì)一些狀復(fù)雜的構(gòu)件具有較好的適應(yīng)性,具有溶渣對(duì)焊縫金屬保護(hù)效果好、焊工可以在無防護(hù)條件下作業(yè)、焊接效率高等優(yōu)點(diǎn)。
通過在焊接操作平臺(tái)上預(yù)先埋設(shè)顆粒狀的焊劑,機(jī)械自動(dòng)將焊絲送至顆粒狀焊劑中,引燃中厚板母材與焊絲之間的電弧,電弧在焊接過程中一直在焊接裝置內(nèi)部引燃,焊工通過手動(dòng)移動(dòng)電弧實(shí)現(xiàn)構(gòu)件的自動(dòng)焊接[5]。
2 重型機(jī)械中厚板埋弧焊焊接過程電信號(hào)分析
為了研究重型機(jī)械中厚板埋弧焊焊接過程中的電流變化情況,選取Q345 鋼板、直徑4 mm 的H10Mn2焊絲和CHF431焊劑進(jìn)行焊接試驗(yàn),鋼板的尺寸為500 m×150 mm,厚度為12 mm,屈服強(qiáng)度為546 MPa,抗拉強(qiáng)度為379 MPa,每塊鋼板的厚度方向進(jìn)行V形坡口處理,坡口角度為45°。H10Mn2焊絲的屈服強(qiáng)度為505 MPa,抗拉強(qiáng)度為418 MPa,焊接過程中的電信號(hào)采集系統(tǒng)主要由霍爾電流傳感器、A/數(shù)模轉(zhuǎn)換采集卡、信號(hào)放大器和濾波器、移動(dòng)電腦等組成。
中厚板埋弧焊接過程電流信號(hào)測(cè)試結(jié)果如表1所示。
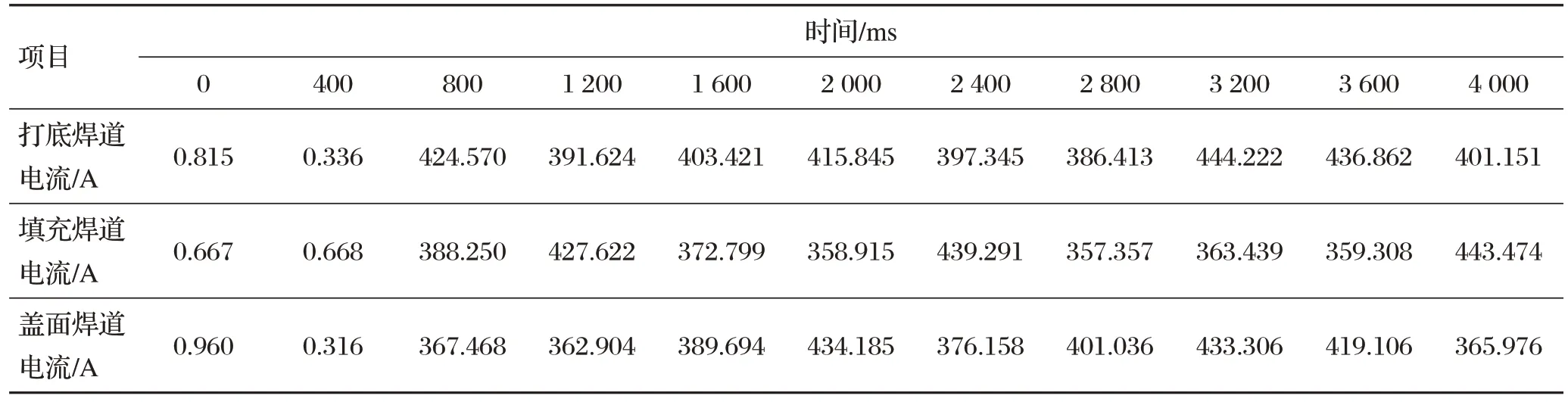
表1 中厚板埋弧焊接過程電信號(hào)測(cè)試結(jié)果 單位:A
由表1可知,在中厚板埋弧焊接的打底焊道、填充焊道和蓋面焊道施焊過程中,電流的變化均呈現(xiàn)出3個(gè)明顯的階段,分別是初始階段(Ⅰ階段),該階段為充電階段,約400 ms,電流值為0;突變階段(Ⅱ階段),在這個(gè)階段內(nèi)電流值發(fā)生突變,從0直接躍升到700 A,并持續(xù)時(shí)間約400 ms;穩(wěn)定階段(Ⅲ階段),在大于800 ms之后,電流值穩(wěn)定在350~450 A,焊接存在微小的干擾。因此,除了在Ⅰ階段和Ⅱ階段,由于啟動(dòng)燃燒電弧導(dǎo)致的電流波形的劇烈波動(dòng),進(jìn)入Ⅲ階段,電弧燃燒相對(duì)穩(wěn)定,沒有出現(xiàn)明顯的波動(dòng)和斷弧現(xiàn)象。
3 重型機(jī)械中厚板埋弧焊焊接過程應(yīng)力場(chǎng)分析
運(yùn)用Ansys有限元模擬軟件建立中厚板模型,考慮3種不同的施焊工況。工況A:?jiǎn)蚊骐p層焊;工況B:正反雙面依次焊;工況C:正反雙面同時(shí)焊。設(shè)置工況A焊速為10.8 m/h,工況B焊速為20.0 m/h,工況C焊速為20.0 m/h。焊接引起中厚板上表面的橫向殘余應(yīng)力分布如表2所示。

表2 焊接引起中厚板上表面的橫向殘余應(yīng)力分布 單位:MPa
中厚上板表面焊接引起的橫向殘余應(yīng)力分布曲線如圖1所示。
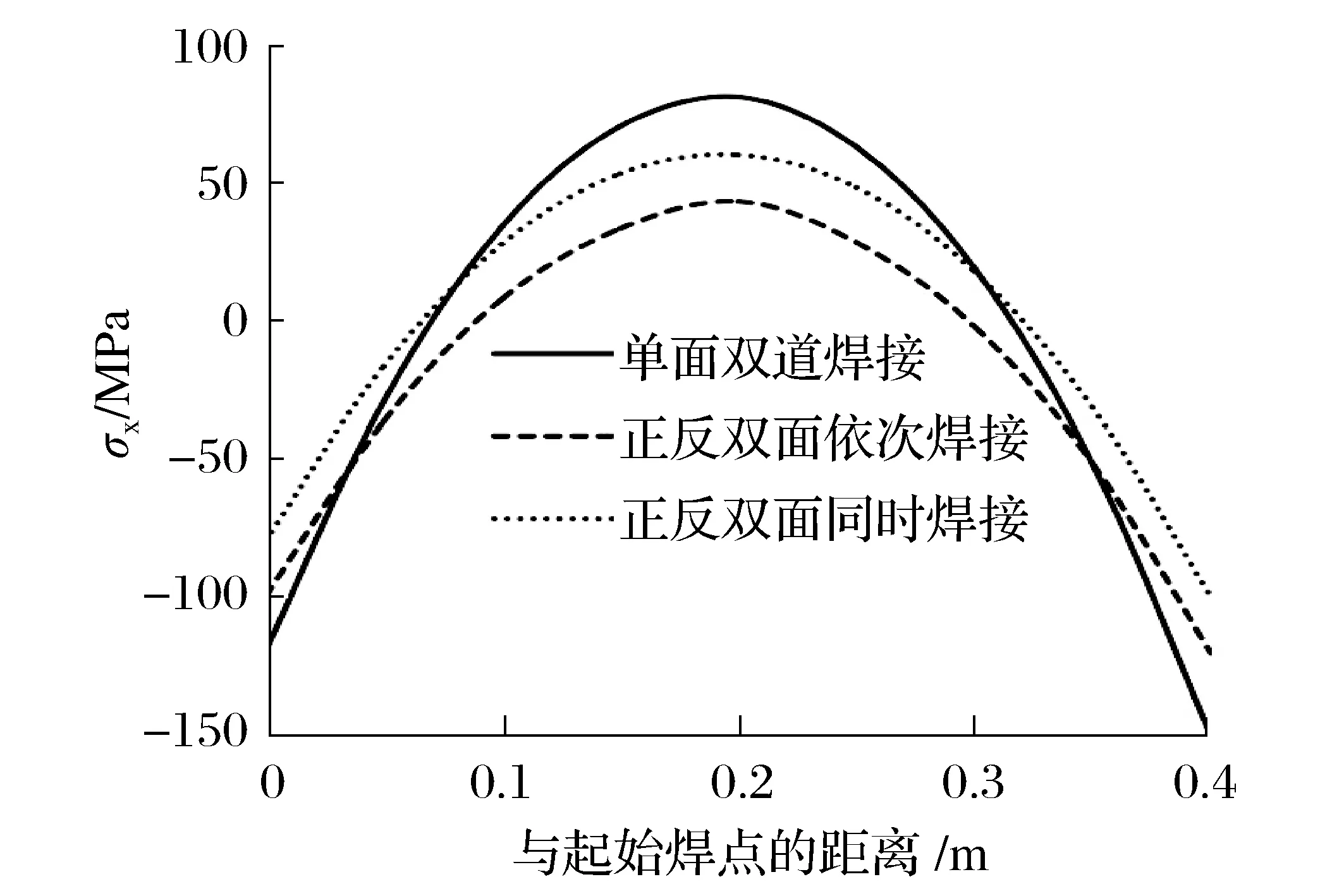
圖1 中厚上板表面焊接引起的橫向殘余應(yīng)力分布
由圖1可知,單面雙層焊、正反雙面依次焊、正反雙面同時(shí)焊3種工況導(dǎo)致的中厚板上表面的橫向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),均呈明顯的二次拋物線變化,在與起始焊點(diǎn)為0.2 m時(shí),達(dá)到上表面橫向殘余應(yīng)力的最大值。
在與起始焊點(diǎn)距離焊點(diǎn)為0時(shí),單面雙道焊接中厚板上表面橫向殘余應(yīng)力δx最大(負(fù)值表示為壓應(yīng)力),而正反雙面依次焊接中厚板上表面橫向殘余應(yīng)力次之,正反雙面同時(shí)焊接中厚板上表面橫向殘余應(yīng)力最小;在與起始焊點(diǎn)距離為0.2 m時(shí),按照單面雙層焊、正反雙面同時(shí)焊、正反雙面依次焊的順序,中厚板上表面橫向殘余應(yīng)力不斷減小(正值表示為拉應(yīng)力);在與起始焊點(diǎn)距離為0.4 m時(shí),中厚板上表面橫向殘余應(yīng)力的變化規(guī)律與起始點(diǎn)距離為零時(shí)一致,但在同一種焊接方法對(duì)應(yīng)的橫向殘余應(yīng)力上數(shù)值明顯增大。
中厚板上表面焊接引起的起弧部位縱向殘余應(yīng)力分布曲線如圖2所示。
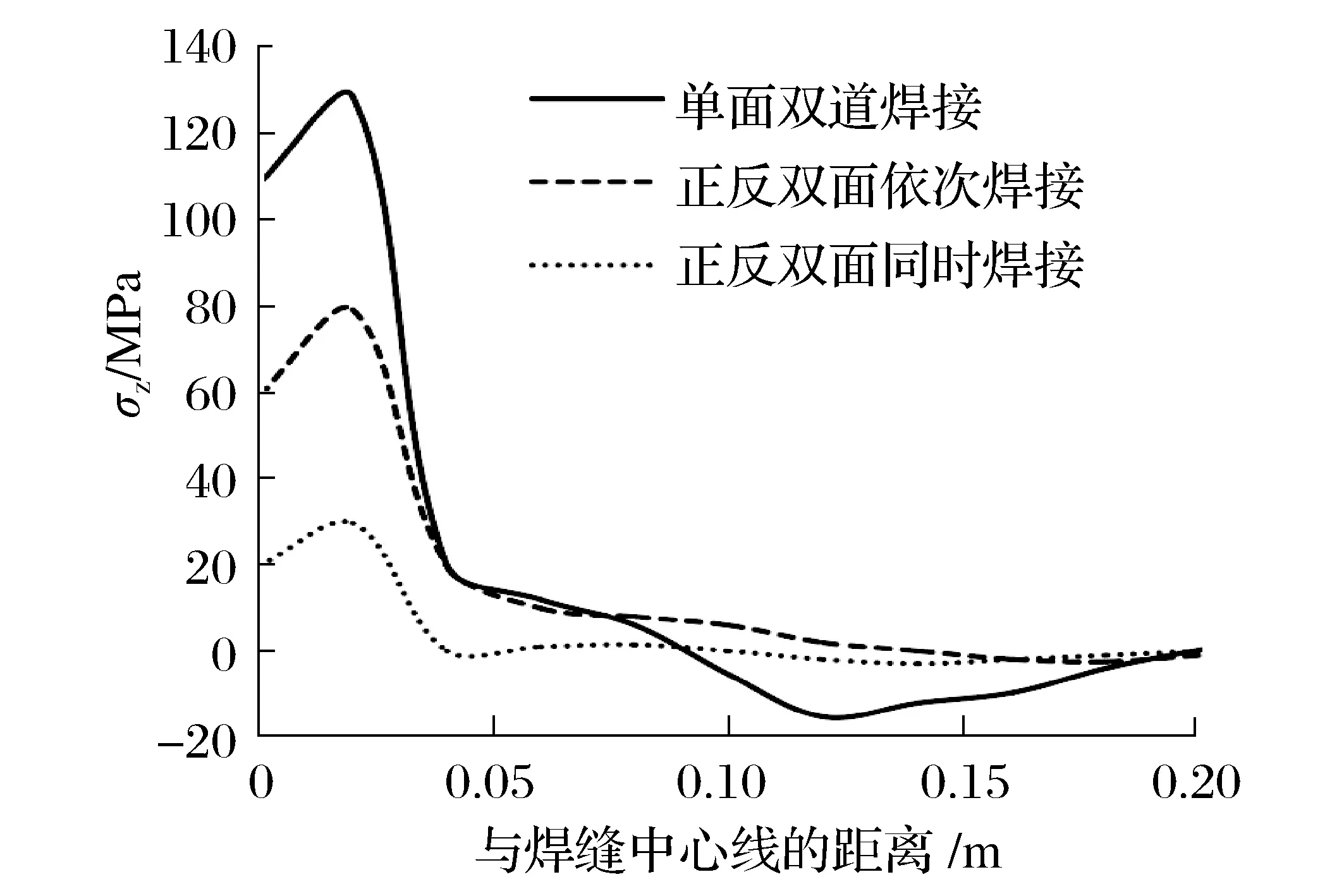
圖2 中厚板上表面焊接引起的起弧部位縱向殘余應(yīng)力分布
由圖2可知,單面雙層焊、正反雙面依次焊、正反雙面同時(shí)焊3種工況導(dǎo)致的中厚板上表面起弧部位縱向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),在與焊縫中心線的距離為0.05 m范圍內(nèi),縱向殘余應(yīng)力為拋物線變化。
在與焊縫中心線的距離為0.02 m時(shí)達(dá)到起弧部位縱向殘余應(yīng)力峰值,按照正反雙面同時(shí)焊、正反雙面依次焊、單面雙層焊的順序,上表面縱向殘余應(yīng)力的峰值不斷增加;在與焊縫中心線的距離大于0.05 m時(shí),3種不同工況下的中厚板上表面的縱向殘余應(yīng)力趨于收斂,殘余應(yīng)力收斂值約為0。
單面雙層焊、正反雙面依次焊2種工況導(dǎo)致的中厚板上表面中間部位縱向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),且數(shù)值上較為接近,在與焊縫中心線的距離為0.02 m時(shí),中間部位縱向殘余應(yīng)力不斷增加且達(dá)到峰值。隨著與焊縫中心線距離的增加,中間部位縱向殘余應(yīng)力不斷減小,而正反雙面同時(shí)焊引起的中間部位殘余應(yīng)力曲線沒有明顯峰值,隨著與焊縫中心線距離的增加而不斷減小。
中厚板上表面焊接引起的中間部位縱向殘余應(yīng)力分布曲線如圖3所示。
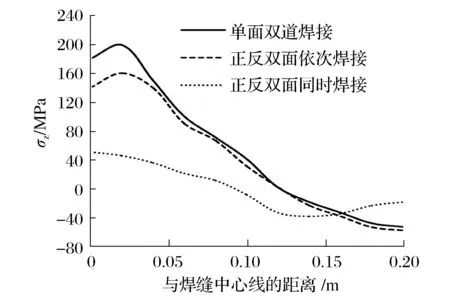
圖3 中厚板上表面焊接引起的中間部位縱向殘余應(yīng)力分布
中厚板上表面焊接引起的收弧部位縱向殘余應(yīng)力分布曲線如圖4所示。
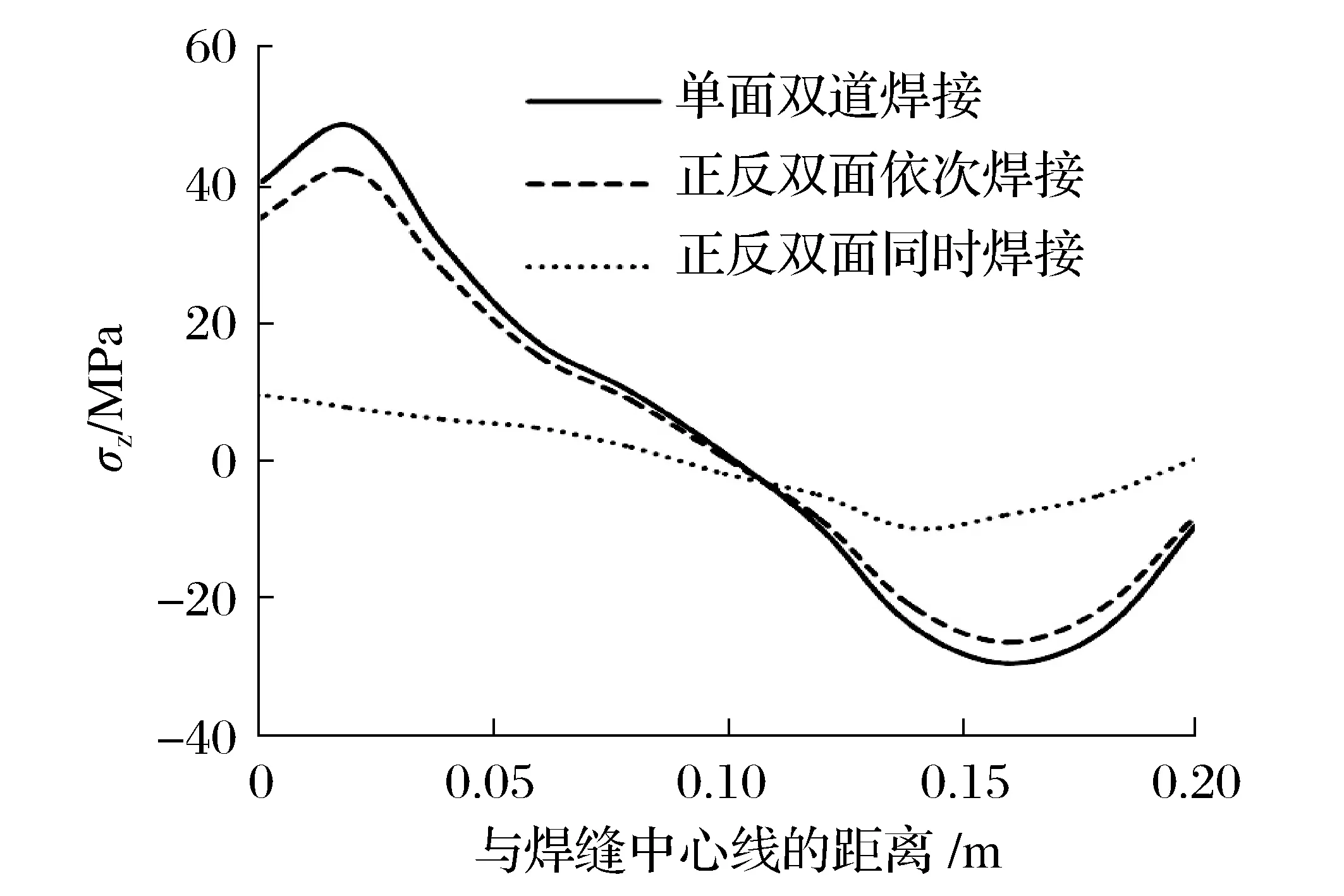
圖4 中厚板上表面焊接引起的收弧部位縱向殘余應(yīng)力分布
由圖4可知,單面雙層焊、正反雙面依次焊2種工況導(dǎo)致的中厚板上表面收弧部位縱向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),且數(shù)值上較為接近,在與焊縫中心線的距離為0.02 m時(shí),收弧部位縱向殘余應(yīng)力不斷增加且達(dá)到峰值。隨著與焊縫中心線距離的增加,收弧部位縱向殘余應(yīng)力不斷減小,并在與焊縫中心線的距離為0.16 m時(shí)達(dá)到低谷。隨后,縱向殘余應(yīng)力又呈現(xiàn)增加的趨勢(shì),而正反雙面同時(shí)焊引起的收弧部位殘余應(yīng)力曲線沒有明顯峰值,隨著與焊縫中心線距離的增加呈現(xiàn)先減小后增加的趨勢(shì)。
4 結(jié)語(yǔ)
采用室內(nèi)試驗(yàn)和數(shù)值仿真分析相結(jié)合的方法,研究打底焊道、填充焊道和蓋面焊道施焊過程中電流的變化規(guī)律以及不同施焊方法時(shí)中厚板的橫向、縱向上表面殘余應(yīng)力的變化規(guī)律。
第一,單面雙層焊、正反雙面依次焊、正反雙面同時(shí)焊3種工況導(dǎo)致的中厚 板上表面的橫向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),均呈明顯的二次拋物線變化。
第二,單面雙層焊、正反雙面依次焊2種工況導(dǎo)致的中厚板上表面中間部位縱向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),且數(shù)值上較為接近,存在峰值,正反雙面同時(shí)焊引起的中間部位殘余應(yīng)力曲線沒有明顯峰值,隨著與焊縫中心線距離的增加而不斷減小。
第三,單面雙層焊、正反雙面依次焊2種工況導(dǎo)致的中厚板上表面收弧部位縱向殘余應(yīng)力分布曲線具有一致的變化趨勢(shì),且數(shù)值上較為接近,存在峰值和谷值,而正反雙面同時(shí)焊引起的收弧部位殘余應(yīng)力曲線沒有明顯峰值,隨著與焊縫中心線距離的增加呈現(xiàn)先減小后增加的趨勢(shì)
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07
