小夾角斜面鉆細長孔技術研究
2023-11-27 02:05:20郭華衛王樂王智齊光輝鄭佳春
汽車工藝師 2023年11期
郭華衛,王樂,王智,齊光輝,鄭佳春
中國第一汽車集團有限公司研發總院試制部 吉林長春 130011
在發動機試制過程中,有時需要在氣缸蓋燃燒室外部斜向鉆孔,并在該斜孔中插入溫度傳感器,以監測發動機在工作環境下的溫度。所加工的斜孔多為細長孔,且與被加工表面夾角較小,在加工中存在刀柄干涉、孔位偏差大等問題。本文通過分析斜孔的加工方法,計算定心孔的偏移距離和切入深度,提出銑刀加工定心孔的策略,無需專用工裝,僅使用常規刀具即可加工斜孔,給斜孔加工的優化,提供一種新的加工策略。
現有方案存在的問題
1.刀具干涉問題
加工斜孔比較常用的方法:先用銑刀加工平面,再使用中心鉆加工定心孔,然后用鉆頭鉆孔。但是,當所加工斜孔與被鉆表面夾角較小,現有銑刀和中心鉆沿孔軸線加工時,刀柄與缸蓋表面干涉,不能加工定心孔,如圖1所示。
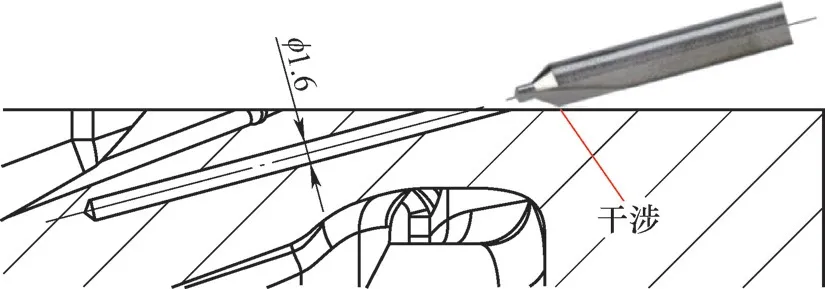
圖1 加工中心孔示意
2.專用夾具制作周期長、成本高
制作專用夾具也可以實現斜孔加工,工件在夾具中必須精確定位,并且在斜孔前端增加導向定位,引導鉆頭鉆入斜面,此方法需增加工裝成本,夾具精度要求較高,且夾具制作周期長。
3.孔位偏差大
斜孔的加工方法還有樣沖定心法、锪淺窩過渡法以及锪平面鉆孔法,其原理是在欲鉆斜孔位置處,鑿出或加工出一個過渡平面,使鉆頭容易鉆入斜面。樣沖定心法和锪淺窩過渡法只適用于精度不高的斜孔,如用手電鉆鉆孔。锪平面鉆孔法,是通過銑刀垂直于鉆孔軸線,利用銑刀側刃加工平面,然后用鉆頭直接鉆孔,此方法會增大孔口切削面積,后期需修補,并且鉆頭無法定心,很容易鉆偏,如圖2所示。為避免刀具干涉、降低加工成本、改善孔位偏差大的問題,急需開發新的斜孔加工策略。
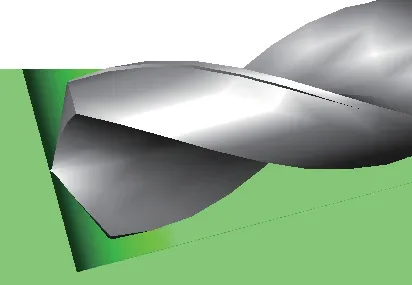
圖2 锪平面鉆孔示意
定心孔加工方案的改進
1.定心孔銑刀加工法
銑刀加定心孔示意如圖3所示,此方法使用的機床為4軸臥式加工中心,通過坐標旋轉,使銑刀軸線與孔軸線形成45°夾角,采用螺旋插補加工,下切至外側刀尖與傳感器孔的軸線重合,銑刀底刃與側刃形成的切削面為法向剖視相互垂直的曲面和平面,這兩個切削面可有效限制鉆頭的徑向竄動,相當于90°的定心孔,如圖4所示。
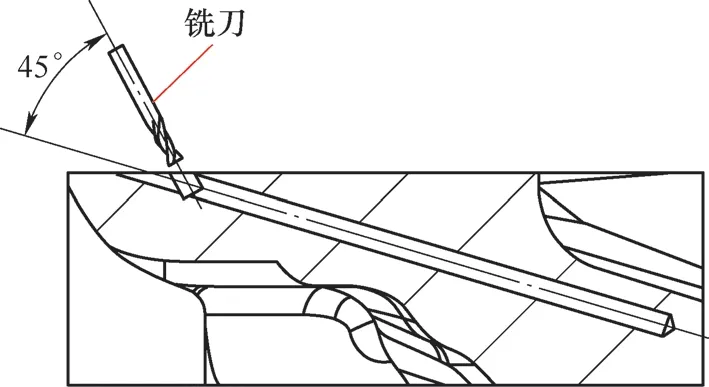
圖3 銑刀加定心孔示意
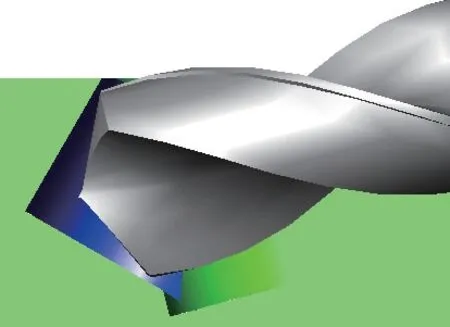
圖4 定心孔剖面示意
2.數值計算
定心孔銑刀加工法的幾何關系如圖5所示。d0為定心孔軸線與工件表面的交點和待鉆斜孔的軸線與工件表面的交點的距離,即線段AB的長度;d1為定心孔的外周面與工件表面的交線上距離最近的點到待鉆斜孔軸線的預設距離,即線段CE的長度;h0為定心孔的切入深度,即線段BG的長度;α為待鉆斜孔軸線與工件表面的夾角;θ為定心孔的軸線與待鉆斜孔軸線的夾角,即45°;β為定心孔軸線與工件表面的夾角,即α與θ之和;r1為定心孔的預設半徑。
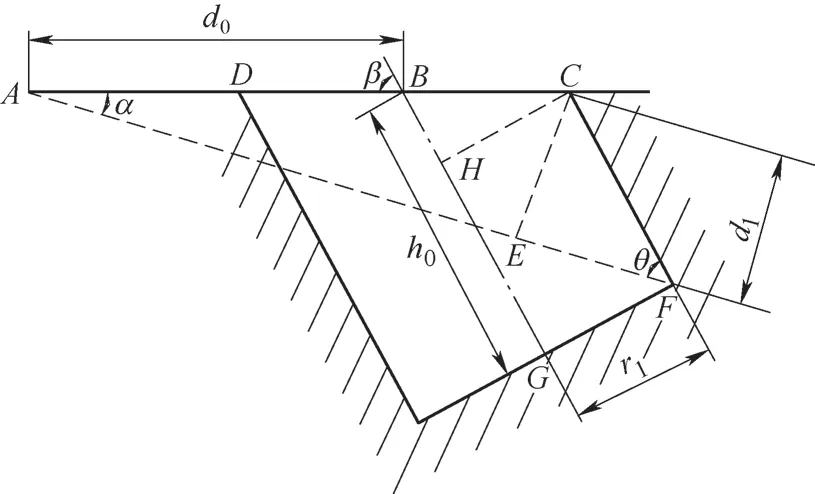
圖5 幾何關系
通過零件圖樣標注,可推算出斜孔軸線與工件表面的交點A和夾角α,需計算出銑刀加工定心孔的偏移數值d0和銑刀切入深度h0。
根據圖5的幾何關系可得出d0=AC-BC,其計算方法為
根據圖5的幾何關系可得出h0=BH+HG,其計算方法為
3.定心孔孔口處理
定心孔加工完成后,必須使用銑刀去除定心孔與待鉆斜孔之間的殘存余料。如圖6所示,通過坐標旋轉,將機床主軸垂直于待鉆斜孔軸線,銑刀沿待鉆斜孔圓弧面插補銑削,去除殘存余料。
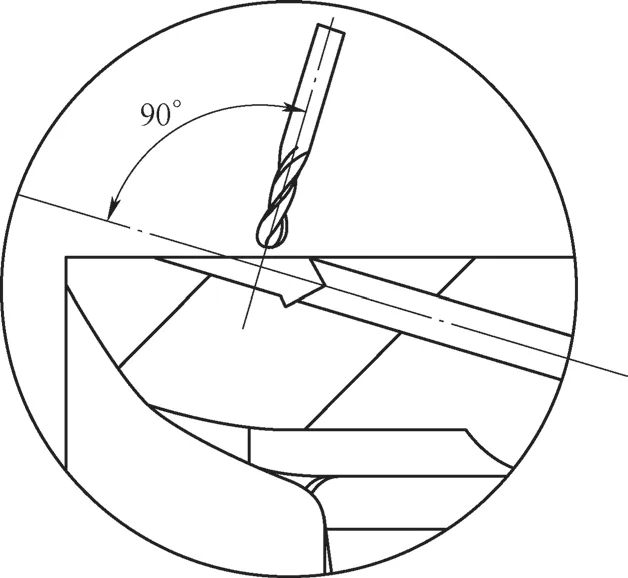
圖6 球刀去除孔口殘存余料
優選使用球頭銑刀來去殘存余料,可以獲得與待鉆斜孔相近的圓周面,對鉆頭的支撐效果更好,從而保證鉆頭鉆斜孔時不會發生鉆偏現象。
應用實例
汽缸蓋零件斜孔加工如圖7所示,待鉆斜孔的半徑為0.8mm,斜孔軸線與工件表面的夾角為15°。具體實施方案如下。
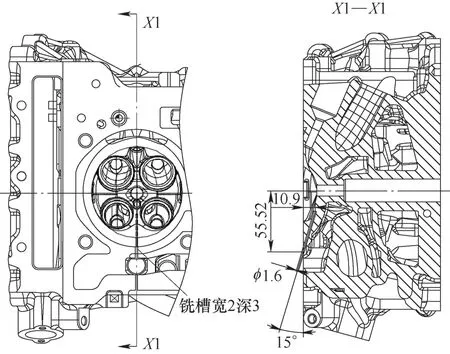
圖7 汽缸蓋斜孔加工
(1)裝夾找正工件 將汽缸蓋零件通過方箱垂直安裝于四軸臥式加工中心的工作臺上,設定工件坐標系為待鉆斜孔軸線與工件表面的交點,被加工斜孔可通過旋轉B軸及移動X軸和Y軸與機床主軸重合。
(2)數值計算 根據圖6的幾何關系,預設銑刀加工定心孔的半徑r1為0.81mm;預設定心孔的加工范圍到待鉆斜孔軸線的距離d1為0.9mm(為保證孔口鉆頭平穩切入及便于計算,此值略大于r1,預設為0.9)。然后,計算出銑刀加工定心孔的偏移數值d0和銑刀切入深度h0。
銑刀加工定心孔的偏移數值:
銑刀切入深度:
(3)加工定心孔 選用直徑1mm的合金銑刀,旋轉B軸工作臺,使機床主軸與被鉆孔軸線形成45°夾角,銑刀移動至偏移量d0位置,采用螺旋插補銑削方式,加工孔徑為1.62mm的定心孔,銑削深度至h0位置。此時,銑刀外側刀尖與斜孔軸線重合,定心孔加工完成。
(4)去除殘存余料 選用直徑1mm球頭銑刀,旋轉B軸工作臺,使機床主軸垂直于待鉆斜孔軸線,沿待鉆斜孔圓弧面插補銑削,去除殘存余料,銑削的圓弧面半徑為0.81mm,比待鉆斜孔半徑大0.01mm。
(5)鉆孔 選用直徑1.6mm、長徑比為25的合金鉆頭,鉆頭的轉速為2000r/min,啄鉆加工,每次切深0.5mm,進給速度為15mm/min。
傳感器孔加工成品后的效果如圖8所示。其表面直槽為傳感器排線導出槽,可見采用本方法加工的斜孔沒有出現鉆偏現象,與排線槽過渡平滑,位置精度較高。
結語
通過分析斜孔的加工方法,計算定心孔的偏移距離和切入深度,提出銑刀加工定心孔的策略,不使用專用夾具和專用刀具即可完成斜孔加工,且加工操作簡單,能夠節約加工成本,為斜孔加工提供參考與支持。
