整體葉盤葉片型面高精度六軸檢測與誤差補償方法研究
2023-11-27 15:36:14鄭剛閆立方張開偉張旭
中國機械工程 2023年8期
鄭剛 閆立方 張開偉 張旭

摘要:為提高三坐標測量機對整體葉盤的測量效率和精度,解決大尺寸整體葉盤超出測量機量程等問題,構建了基于三坐標測量機和高精度轉(zhuǎn)臺的六軸測量系統(tǒng)。依據(jù)空間坐標變換原理建立了轉(zhuǎn)臺坐標系與葉盤工件坐標系的數(shù)學模型,提出了一種整體葉盤不同葉片坐標系隨轉(zhuǎn)臺旋轉(zhuǎn)后的空間誤差補償方法。檢測結果表明,在保證每個葉片型面參數(shù)測量精度滿足工藝要求的前提下,測量效率平均提高了28.22%。對比未配置轉(zhuǎn)臺的測量數(shù)據(jù),新的六軸測量系統(tǒng)測量水平整體葉盤葉片型面輪廓對比誤差基本在0.008 mm以內(nèi),最大對比誤差小于0.015 mm,比測量傾斜整體葉盤的誤差更小且更穩(wěn)定。
關鍵詞:三坐標測量機;整體葉盤;轉(zhuǎn)臺;六軸系統(tǒng);誤差補償
中圖分類號:V263
DOI:10.3969/j.issn.1004-132X.2023.08.004
Research on High-precision Six-axis Detection and Error CompensationMethod for Blisk Blade Profiles
ZHENG Gang YAN Lifang ZHANG Kaiwei ZHANG Xu
Abstract: In order to improve the measurement efficiency and accuracy of the overall blisk by CMM and to solve the problems that large-sized blisk exceeded the measuring range of measuring machine, a six-axis measurement system was constructed based on CMM and a high-precision turntable. According to the principle of space coordinate transformation, a mathematical model of the turntable coordinate system and the blisk workpiece coordinate system were established. A space error compensation method was proposed after the coordinate systems of different blades of the blisk rotated with the turntable. Test results show that the measurement efficiency increases by 28.22% on average under the premise of ensuring that the measurement accuracy of each blade profile parameter meets the process requirements. Compared with the measurement data without the turntable, the new six-axis measurement system measures the horizontal blisk blade profile, and the profile comparison errors are almost all within 0.008 mm. The maximum comparison error is less than 0.015 mm, which is smaller and more stable than the measurement errors of the inclined blisk.
Key words: coordinate measuring machine(CMM); blisk; turntable; six-axis system; error compensation
0 引言
整體葉盤廣泛應用于航空、國防、能源等行業(yè), 其葉片型面曲線、葉身表面粗糙度、前后緣曲率半徑和形狀特性在很大程度上決定了工作環(huán)境中介質(zhì)的能量轉(zhuǎn)換率,影響著相關產(chǎn)品的性能和壽命,因此,高精度檢測對型面尺寸的控制成為了整體葉盤制造的關鍵環(huán)節(jié),對保證和提升整體葉盤的質(zhì)量有重要意義[1-2]。
整體葉盤葉片型面的檢測主要是對葉片前緣、后緣、葉盆、葉背的輪廓和葉型厚度、葉片弦長等關鍵尺寸的檢測[3]。傳統(tǒng)的葉片檢測主要以人工為主,操作簡單,適宜現(xiàn)場生產(chǎn),但精度低,只能對葉片型面進行定性分析,并不能獲取精確的測量誤差[4-5]。新的葉片型面檢測方法基本分為非接觸式測量和接觸式測量兩類。非接觸測量是基于立體視差原理獲得三維數(shù)據(jù),解算幾何信息,具有實時性、高效率、易達性等優(yōu)點,十分適用于開放式單葉片的測量,但對于整體葉盤這種自由曲面復雜、扭曲度大、流道狹窄的工件,很難完成葉片型面的檢測[6-7]。雖然蔡司GOM ATOS 5 Aifoil藍光掃描儀可以實現(xiàn)整體葉盤的三維快速掃描,但其工作距離較短,只適合小面積范圍葉片的測量,具有一定局限性。三坐標測量機(coordinate measuring machine, CMM)的出現(xiàn)為整體葉盤葉片型面的接觸測量提供了有效的技術手段。它主要通過測量頭與葉片輪廓逐點接觸采集點集坐標,通過迭代配準算法配準模型,對比、分析實際與理論的葉片型面參數(shù)誤差,具有精度高、重復性高、通用性強等特點[8],主要問題是效率低。如何利用CMM高效且無干涉地測量整體葉盤成為研究的重點。
目前,CMM對整體葉盤測量主要有兩種技術路徑:一是采用配置精密轉(zhuǎn)臺的高精度CMM實現(xiàn)四軸聯(lián)動;二是采用配置多軸測座及高精度掃描測頭進行測量。海克斯康公司配置了Quindos軟件和高精度轉(zhuǎn)臺,開發(fā)了一款Leitz超高精度測量專機,實現(xiàn)了葉盤高精度、高效率的測量[9]。蔡司四軸聯(lián)動轉(zhuǎn)臺RB-RB 100技術也實現(xiàn)了單式葉片的聯(lián)動測量,但卻不易于整體葉盤封閉類零件的檢測。Renishaw公司實現(xiàn)了五軸連續(xù)掃描技術與自動掃描路徑規(guī)劃系統(tǒng)的創(chuàng)新,推出具備五軸測量能力的動態(tài)測量系統(tǒng)[10-11],其Revo五軸測座突破了傳統(tǒng)坐標測量機的三軸測座,完成了兩個旋轉(zhuǎn)軸上同步運動,極大提高了測量效率。在測量機上搭配APEX Blade軟件,可以針對被測整體葉盤自動生成最佳掃描路徑,合理進行避讓[12]。在實際測量過程中,上述兩種技術方式各有優(yōu)勢與不足:①海克斯康公司研發(fā)的Leitz測量專機,配置了第四軸精密轉(zhuǎn)臺和多角度的觸發(fā)式測頭,極大提高了測量效率,但測頭角度固定,只能測量形狀參數(shù)差別較小的整體葉盤,通用性不高,性價比較低[13];②配置Revo測座的坐標測量機靈活性較強,基本可以滿足大部分類型與尺寸的整體葉盤測量,相對于四軸聯(lián)動技術而言適用性更強;③Revo測量機并未配置高精度轉(zhuǎn)臺,通過高自由度動態(tài)測量系統(tǒng)可完成整個葉盤的測量,但對于較大尺寸的葉盤存在超出測量機量程而無法測量的情況,因此精度難以保證,成本更高;④Revo坐標測量機在實現(xiàn)某一葉片到下一葉片的測量中存在大量的安全點,大大降低了對整體葉盤的測量效率。
可見,四軸聯(lián)動技術和五軸測量機整體葉盤檢測各有優(yōu)劣勢。在CMM上增加第六軸轉(zhuǎn)臺可以簡化測量過程、提高效率,但會引入新的誤差,因此需要解決坐標軸的校準和誤差的補償問題。HUANG等[14-15]對機床旋轉(zhuǎn)軸的兩種常用的幾何誤差定義特征和關系進行了分析,利用獲取的點集坐標逆向校準旋轉(zhuǎn)軸的幾何誤差。LIU等[16]以構造等效旋轉(zhuǎn)軸的方式,使用6個參數(shù)描述和補償五軸機床中旋轉(zhuǎn)軸的幾何誤差。WANG等[17]通過構建探針坐標系與工件坐標系之間的變換關系,提出了一種新的校準方法來補償探針的安裝誤差,但并未關注轉(zhuǎn)臺與工件之間的關系。ZHANG等[18]在理想狀態(tài)下,通過優(yōu)化轉(zhuǎn)臺的旋轉(zhuǎn)角度和探頭傾角的變化來避免測量中干涉,實現(xiàn)了CMM掃描葉片路徑的自動規(guī)劃,但對實際測量過程中的各項誤差缺乏考慮。徐永安等[19]測量轉(zhuǎn)臺旋轉(zhuǎn)不同角度下的標準球心坐標,通過幾何變換對轉(zhuǎn)臺轉(zhuǎn)臺中心軸線進行了修正。潘金川等[20]對整體葉輪中心軸與分度裝置的中心軸不重合產(chǎn)生的運動偏心給出補償方法,但只對測量的數(shù)據(jù)點進行了補償,補償方式計算量大、效率低。目前,對轉(zhuǎn)臺自身的幾何誤差和補償已被充分研究,但對測量過程中工件與轉(zhuǎn)臺相對關系的研究較少,解決此類問題的方案也很少應用于配置轉(zhuǎn)臺CMM對整體葉盤的測量,因此,需要關注CMM在配置轉(zhuǎn)臺后,工件隨轉(zhuǎn)臺旋轉(zhuǎn)變化而產(chǎn)生的實際測量誤差。
為實現(xiàn)配置轉(zhuǎn)臺CMM對整體葉盤的高精度檢測,本文對三坐標測量系統(tǒng)進行轉(zhuǎn)臺的配置與標定,解決回轉(zhuǎn)一定角度值的轉(zhuǎn)臺坐標系與零件坐標系之間的空間誤差問題,避免旋轉(zhuǎn)轉(zhuǎn)臺后需要重復以基準特征建立測量坐標系的復雜過程,并對誤差進行精確補償。最后進行了實驗驗證。
1 轉(zhuǎn)臺配置
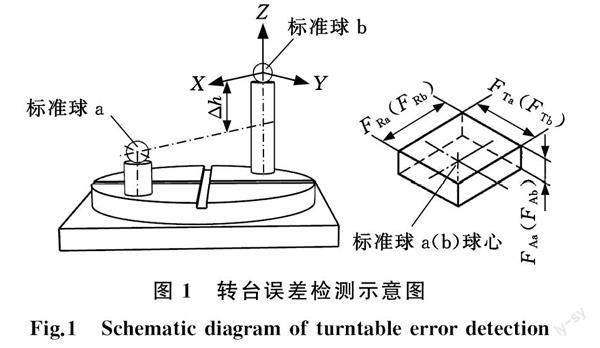
當坐標測量機配置轉(zhuǎn)臺時,轉(zhuǎn)臺的回轉(zhuǎn)運動和精度偏差會影響整體的坐標測量結果,因此,首先需要評價帶有直流有刷伺服電機驅(qū)動氣浮轉(zhuǎn)臺的坐標測量的精度。在配置Revo測座高精度五軸坐標測量機測量環(huán)境下,根據(jù)國家標準GBT 16857.3—2009標準要求,將兩個標準球安裝固定在氣浮轉(zhuǎn)臺上,如圖1所示,a球為高球,b球為低球,兩球球度誤差小于1 μm,高度差為Δh,在不同角度下測量兩個球的球心坐標,建立兩個球的球心坐標系,分別旋轉(zhuǎn)不同的角度反復測量,計算a與b球的各向誤差:徑向誤差FRa和FRb、切向誤差FTa和FTb、軸向誤差FAa和FAb。
檢測的轉(zhuǎn)臺最大各向誤差滿足被測零件的精度是作為坐標測量機第六運動軸的必要條件。五軸坐標測量機一般通過控制器與放大器對各軸驅(qū)動,直流有刷伺服電機驅(qū)動的第六軸氣浮轉(zhuǎn)臺需要一個專用的放大器進行相應的運動。整個配置過程包括硬件連接、UCC軟件配置和轉(zhuǎn)臺參數(shù)調(diào)節(jié)三個部分。如圖2所示,放大器SPA3作為UCC控制氣浮轉(zhuǎn)臺運動的中轉(zhuǎn),硬件連接完成后,再對UCC軟件系統(tǒng)進行匹配,并調(diào)節(jié)轉(zhuǎn)臺的電流環(huán)、速度環(huán)、位置環(huán)參數(shù),若UCC控制器實現(xiàn)軟硬件控制轉(zhuǎn)臺成功回零,則配置完成。
轉(zhuǎn)臺配置完成后需進行標定,其過程是確定實際轉(zhuǎn)臺坐標系在機床坐標系下的位置與姿態(tài)。根據(jù)轉(zhuǎn)臺平面法向確定Z軸矢量及高度,根據(jù)固定于轉(zhuǎn)臺上的標準球隨轉(zhuǎn)臺旋轉(zhuǎn)一周后的球心擬合圓確定X、Y軸原點。此時UCC控制系統(tǒng)可以確定轉(zhuǎn)臺坐標系精確位置Pb與Z軸矢量,產(chǎn)生交互界面并形成六軸測量系統(tǒng)。
2 誤差分析
三坐標測量機配置了氣浮轉(zhuǎn)臺后,整體葉盤圓周陣列測量指令可以通過氣浮回轉(zhuǎn)運動實現(xiàn),即第i(i=1,2,3...)個葉片測量完畢后,要測量第i+1個葉片時,只需要回轉(zhuǎn)臺回轉(zhuǎn)一個角度值,即可在新的葉片上測量。但在實際的測量過程中,葉盤坐標系的回轉(zhuǎn)軸與氣浮轉(zhuǎn)臺的回轉(zhuǎn)軸線不能保持完全一致,回轉(zhuǎn)運動會帶來葉片坐標系的位置變動。同時,整體葉盤相對于轉(zhuǎn)臺相對位置不同也會引入誤差,兩者相對位置主要包括整體葉盤精建坐標系相對轉(zhuǎn)臺坐標系平行和整體葉盤精建坐標系相對轉(zhuǎn)臺坐標系傾斜。
當轉(zhuǎn)臺坐標系X-Y平面與整體葉盤坐標系任意軸線構成的平面近似平行時,整體葉盤坐標系旋轉(zhuǎn)前后點位誤差可以轉(zhuǎn)化為在機床坐標系X-Y平面投影上的二維誤差,如圖3a所示,整體葉盤隨轉(zhuǎn)臺逆時針旋轉(zhuǎn)θ后,旋轉(zhuǎn)前葉盤0°位置葉片坐標系與旋轉(zhuǎn)后葉盤θ位置葉片坐標系下的點位存在誤差,且隨著旋轉(zhuǎn)角度的增大而增大。推廣到三維,同樣當轉(zhuǎn)臺坐標系X-Y平面與整體葉盤坐標系任意軸線構成的平面存在一定夾角時,如圖3b所示,三維點位空間誤差更顯著。因此消除轉(zhuǎn)臺引入的測量誤差是完成精確檢測的關鍵。又由于葉片曲面不同點位的誤差值各異,當沒有通用的補償方式時,會增大補償工作量,降低測量效率,
為此將點位的誤差補償轉(zhuǎn)化為坐標系空間位置與姿態(tài)誤差補償。
3 誤差補償
3.1 矢量軸線計算
對前后葉片坐標系補償值的計算,實際是確定葉盤坐標系{C}旋轉(zhuǎn)前后相對于機床坐標系{A}與轉(zhuǎn)臺坐標系{B}的位置與姿態(tài)變換關系。在轉(zhuǎn)臺標定與精建坐標系后,可以得到{C}、{B}與{A}之間的精確相對位置。用XACi、YACi和ZACi表示第i片葉片坐標系{Ci}相對于坐標系{A}的主軸單位矢量。用XAB、YAB和ZAB表示{B}相對于{A}的主軸單位矢量。葉盤坐標系繞轉(zhuǎn)臺坐標系中心軸線旋轉(zhuǎn),當選擇{B}主軸中一個軸作為旋轉(zhuǎn)軸時,坐標系{C}變化的等效旋轉(zhuǎn)矩陣為
其中,arctan2(y,x)是雙參變量的反正切函數(shù),歐拉角將在以下范圍:-π<α<π、-π/2<β<π/2、-π<γ<π。求出坐標系{C1}到{Ci}旋轉(zhuǎn)Z-Y-X歐拉角及偏移量后,將其輸入控制程序中,即可完成整體葉盤坐標系隨轉(zhuǎn)臺旋轉(zhuǎn)產(chǎn)生的誤差補償。
4 實驗
4.1 對象及目標
對已經(jīng)研發(fā)的整體葉盤的葉片型面進行檢測,該工件包含上下兩級葉盤,上級共21片葉片,下級為23片葉片。零件三維模型如圖5a所示,坐標系以上基準平面B、基準孔A及葉片型面角相點確定。葉片型面參數(shù)最小形位公差為0.08 mm,其決定幾何形狀精度的關鍵參數(shù)有葉型輪廓度、積疊點位置度、弦長和葉型最大厚度,如圖5b所示。
實驗會抽取上級葉盤圓周5片葉片進行測量,測量第1個葉片后,逆時針旋轉(zhuǎn)轉(zhuǎn)臺,測量第3、7、13、17個葉片。同時為充分驗證文中測量系統(tǒng)與方法的精度與效率,在環(huán)境條件不變的情況下考慮了3組測量,包括:使用未配置氣浮轉(zhuǎn)臺CMM測量整體葉盤葉片型面;使用配置氣浮轉(zhuǎn)臺CMM測量水平放置整體葉盤葉片型面;使用配置氣浮轉(zhuǎn)臺CMM測量傾斜放置整體葉盤葉片型面。同時,分析對比3組葉片測量數(shù)據(jù)及消耗時間,判斷各組精度與效率情況。
4.2 實驗平臺
該系統(tǒng)基于Wenzel LH1210-2000五軸坐標測量機,搭配Renishaw Revo測座,測針紅寶石直徑2 mm,測桿長30 mm,整體精度可達2.6+L/350 μm。按照第1節(jié)轉(zhuǎn)臺配置與標定要求,采用SPA3放大器實現(xiàn)UCC S5控制器對直流有刷伺服電機驅(qū)動的氣浮轉(zhuǎn)臺進行驅(qū)動,六軸系統(tǒng)調(diào)試成功后,氣浮轉(zhuǎn)臺的運動可以通過Modus程序控制,也可以利用手柄控制器調(diào)節(jié)。軟件方面配置了Modus1.9版本和APEX Blade葉片型面測量路徑規(guī)劃軟件,同時采用MATLAB編制算法并計算測量坐標系之間的補償值。最后通過簡易的固定裝置將整體葉盤緊固在氣浮轉(zhuǎn)臺上。完整檢測平臺如圖6所示。
4.3 實驗準備
按照第1節(jié)所述配置轉(zhuǎn)臺軸線為第六軸的坐標測量機誤差檢測方法,對氣浮轉(zhuǎn)臺精度等級進行評定,各項誤差結果如表1所示。
由表1可知,轉(zhuǎn)臺各項誤差值最大為0.0077 mm,因被測整體葉盤的最緊公差帶為0.08 mm,轉(zhuǎn)臺各項最大誤差小于1/10最緊公差,可以判定氣浮轉(zhuǎn)臺作為測量機的第六軸可用于該整體葉盤的測量中,精度等級為一般。
4.4 實驗過程
整體葉盤測量程序在Modus1.9上進行,通過選取模型平面和孔特征,確定整體葉盤的回轉(zhuǎn)軸線和X-Y平面,在第1個葉片測量一點,建立零點的粗基準,以葉片上測量多點使用迭代的方法建立零點的精基準。當轉(zhuǎn)臺坐標系與整體葉盤第1個葉片精建坐標系確定后,根據(jù)第3節(jié)所述補償值算法,可以精確計算第i個葉片坐標系相對于第1個葉片坐標系之間的補償值。不配置轉(zhuǎn)臺測量整體葉盤為第1組實驗,整體葉盤水平緊固于轉(zhuǎn)臺的測量為第2組實驗,整體葉盤傾斜緊固于轉(zhuǎn)臺的測量為第3組實驗,則2、3組測量補償值如表2所示。
坐標系建立完成后編制第1個葉片型面測量程序,程序編制可分為手動構造截面生成程序和利用專用軟件生成擺掃程序兩種方式。軟件自動生成擺掃程序時可以設置測頭的速度、加速度和搜尋距離等參數(shù),計算機可以自動規(guī)避干涉點生成最佳掃描路徑,比手動構造截面效率更高。采用APEX Blade軟件生成葉片型面掃描程序,軟件Modus1.9運行掃描程序。測針完成掃描后對各個截面進行評價,掃描過程如圖7所示。
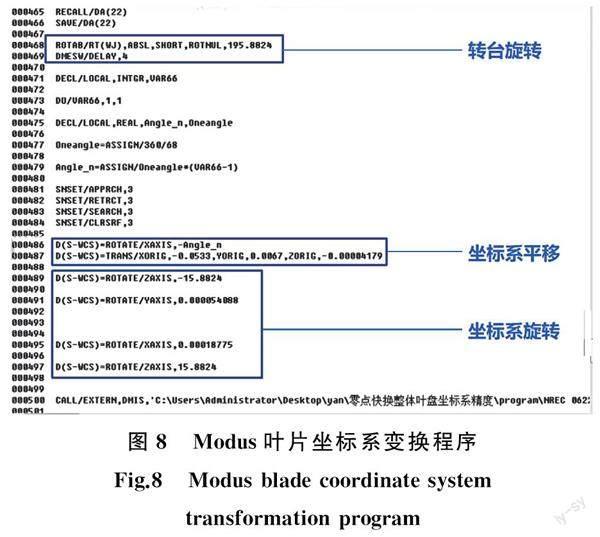
在進行第i個葉片測量時,葉片的測量程序保持一致,整體葉盤的分析評價程序保持一致,只是在圓周陣列測量程序上不同。轉(zhuǎn)臺只需回轉(zhuǎn)一定角度,將表2中對應補償值輸入控制程序(圖8),控制轉(zhuǎn)臺旋轉(zhuǎn)相應角度,對旋轉(zhuǎn)前的坐標系依次進行平移與旋轉(zhuǎn)變換,最終得到第i個葉片坐標系,而后,Revo測座在原有朝向和幾乎原位置下進行葉片測量。測量完成后對比3組實驗整體葉盤葉片型面的測量精度與耗時,分析效率及精度變化情況。
5 結果分析
5.1 精度分析
分別取第1、2、3組各5個葉片截面高度為77 mm型面實測參數(shù)值進行分析。各組葉片型面參數(shù)測量數(shù)據(jù)如圖9所示,葉片輪廓度、最大厚度、弦長和位置度均滿足圖5b中公差要求。第2、3組測量數(shù)據(jù)與第1組測量數(shù)據(jù)的對比誤差如圖10所示。圖9與圖10中橫坐標表示不同含義,如1-1表示第1組實驗的1號葉片;2-1-1表示第2組實驗與第1組實驗中的1號葉片進行對比。
從圖10中可以看出,第2、3組測量的葉片型面整體輪廓度公差帶相對于第1組結果誤差在0.008 mm以內(nèi)。但1號葉片的前緣輪廓度公差帶誤差最大達到0.015 mm,傾斜放置整體葉盤與水平放置整體葉盤的葉片輪廓度測量誤差影響都相對較小。葉片型面最大厚度與弦長測量呈現(xiàn)較高的一致性,對比誤差小于0.05 mm。葉片型面積疊點位置度的誤差會隨旋轉(zhuǎn)角度的增大而增大,最大對比誤差為0.15 mm。同時,水平放置整體葉盤測量時葉片型面積疊點位置變化較小,而傾斜放置整體葉盤時葉片型面積疊點位置受旋轉(zhuǎn)角度的影響較大。由于CMM系統(tǒng)誤差與氣浮轉(zhuǎn)臺誤差的影響,傾斜放置整體葉盤葉片型面的測量累積誤差較大,若后續(xù)將轉(zhuǎn)臺旋轉(zhuǎn)分度誤差補償寫入控制器,則可以進一步提高該六軸系統(tǒng)對整體葉盤的測量精度。
5.2 效率分析
葉盤每一個角度葉片的測量時間是由編制的葉片程序與測量機的運行時間決定的。當設置一定參數(shù)后,每個葉片的擺掃時間是確定的,測量時間為289 s。無轉(zhuǎn)臺測量與有轉(zhuǎn)臺測量時葉片的擺掃消耗時間是一致且確定的,有轉(zhuǎn)臺測量相對于無轉(zhuǎn)臺測量節(jié)省的時間是測量機前后走安全點消耗的時間。測量每片葉片節(jié)省的時間,并計算節(jié)省時間與每個葉片測量總時間的比值。結果顯示每個葉片測量效率平均提高28.22%,詳細數(shù)據(jù)如表3 所示。
5.3 尺寸分析
為充分驗證該六軸測量系統(tǒng)與補償方法的通用性,在氣浮轉(zhuǎn)臺上緊固了直徑約550 mm的整體葉盤,連續(xù)對超出坐標測量機量程部分的葉片進行測量。由于測量機的量程有限,故在未配置轉(zhuǎn)臺情況下不能移動到轉(zhuǎn)臺180°葉片的位置進行測量;配置轉(zhuǎn)臺后可以充分利用轉(zhuǎn)臺的旋轉(zhuǎn),將180°位置葉片旋轉(zhuǎn)到測量機量程范圍內(nèi)的0°葉片位置,結合上述補償理論,可以實現(xiàn)180°位置葉片的測量。實際上,該六軸測量系統(tǒng)與補償方法只需滿足測量整體葉盤其中某一片葉片條件就可以實現(xiàn)該整體葉盤圓周所有葉片的測量,具有較強的適用性。
6 結論
(1)本研究實現(xiàn)了配置轉(zhuǎn)臺三坐標六軸測量系統(tǒng)對整體葉盤葉片型面的新檢測方法,利用機器人學空間坐標變換原理建立數(shù)學模型,針對回轉(zhuǎn)一定角度值的轉(zhuǎn)臺坐標系與整體葉盤坐標系之間的空間誤差問題,給出了精確的誤差補償,解決了配置轉(zhuǎn)臺測量整體葉盤過程中需要重復以基準特征建立測量坐標系的問題,提高了測量效率。
(2)六軸檢測系統(tǒng)可以滿足最緊公差帶為0.08 mm的整體葉盤葉片型面的檢測要求,每個葉片型面參數(shù)測量精度滿足工藝要求,且相較于未配置轉(zhuǎn)臺系統(tǒng)測量效率平均提高了28.22%,水平放置整體葉盤的測量誤差比傾斜放置整體葉盤的測量誤差更小且更穩(wěn)定。
(3)本研究在五軸測量機上配置六軸系統(tǒng)的方法和空間補償算法都具有一定通用性,可為一些大尺寸的整體葉盤存在超出測量機導程而無法測量的問題提供解決方法。
參考文獻:
[1]陸佳艷,熊昌友,何小妹,等.航空發(fā)動機葉片型面測量方法評述[J].計測技術,2009,29(3):1-3.
LU Jiayan, XIONG Changyou, HE Xiaomei, et al. Survey of Measurement Method of Aero-engine Blade[J]. Metrology & Measurement Technology, 2009,29(3):1-3.
[2]張國雄. 三坐標測量機的發(fā)展趨勢[J]. 中國機械工程,2000(增刊1):231-235.
ZHANG Guoxiong. Automatic Inspection Feature Extraction and Recognition in CMM Inspection Planning[J]. China Mechanical Engineering,2000(S1):231-235.
[3]YU Jianhua, CHEN Zhitong, JIANG Zepeng. An Approach for Machining Distortion Measurements and Evaluation of Thin-walled Blades with Small Datum[J].Chinese Journal of Aeronautics, 2016,29(6):1806-1814.
[4]SAVIO E, DE CHIFFRE L, SCHMITT R. Metrology of Freeform Shaped Parts[J]. CIRP Annals, 2007, 56(2):810-835.
[5]BOOTH M C, RIDDELL S G, WILSON M M. Template for Aligning Surface Features on a Rotor Blade:US 9624782[P]. 2017-04-18.
[6]GAO Y, LIN X, SHI Y, et al. Accessibility Analysis in Efficient Inspection of Closed Blisk on 3-axis CMM with 2-axis Probe Head[J]. Precision Engineering, 2019, 57:104-112.
[7]李學哲,石照耀,陳洪芳, 等.航空發(fā)動機葉片型面測量技術研究現(xiàn)狀與趨勢[J].北京工業(yè)大學學報,2017,43(4):557-565.
LI Xuezhe, SHI Zhaoyao, CHEN Hongfang, et al. Current Status and Trends of Aerogengine Blade Profile Metrology[J]. Journal of Beijing University of Technology, 2017, 43(4):557-565.
[8]藺小軍, 吳剛, 單秀峰, 等. 基于葉片截面線CMM測量數(shù)據(jù)的ICP配準改進算法[J]. 機械工程學報, 2020, 56(2):1-8.
LIN Xiaojun, WU Gang, SHAN Xiufeng, et al. An Improved ICP Registration Algorithm Based on CMM Measurement Data of Blade Section Line[J]. Journal of Mechanical Engineering, 2020, 56(2):1-8.
[9]孟書廣.航空發(fā)動機復雜零部件的新型測量技術[J].航空制造技術,2014(13):32-35.
MENG Shuguang. New Metrology Technique for Complex Components of Aero-engine[J]. Aeronautical Manufacturing Technology, 2014(13):32-35.
[10]ZHOU A, GUO J, SHAO W. Automated Inspection Planning of Freeform Surfaces for Manufacturing Applications[C]∥2011 IEEE International Conference on Mechatronics and Automation. Beijing, 2011:2264-2269.
[11]SOUSA A R. Metrological Evaluation of a Coordinate Measuring Machine with 5-axis Measurement Technology[J]. Procedia CIRP, 2018, 75:367-372.
[12]ZHOU Z, ZHANG Y, TANG K. Sweep Scan Path Planning for Efficient Freeform Surface Inspection on Five-axis CMM[J]. Computer-Aided Design, 2016, 77:1-17.
[13]趙燎. 基于CMM的整體葉盤測量系統(tǒng)研究[D]. 成都:電子科技大學,2020.
ZHAO Liao. Research on CMM-based Measuring System of Blisk[D]. Chengdu:University of Electronic Science and Technology of China, 2020.
[14]HUANG N, BI Q, WANG Y. Identification of Two Different Geometric Error Definitions for the Rotary Axis of the 5-axis Machine Tools[J]. International Journal of Machine Tools and Manufacture, 2015, 91:109-114.
[15]HUANG N, ZHANG S, BI Q, et al. Identification of Geometric Errors of Rotary Axes on 5-axis Machine Tools by On-machine Measurement[J]. The International Journal of Advanced Manufacturing Technology, 2016, 84(1):505-512.
[16]LIU Y, WAN M, XIAO Q B, et al. Identification and Compensation of Geometric Errors of Rotary Axes in Five-axis Machine Tools through Constructing Equivalent Rotary Axis(ERA)[J]. International Journal of Mechanical Sciences, 2019, 152:211-227.
[17]WANG Z, ZHANG X, SHEN Y, et al. Pose Calibration of Line Structured Light Probe Based on Ball Bar Target in Cylindrical Coordinate Measuring Machines[J]. Measurement, 2021, 171:108760.
[18]ZHANG Y, SHEN Y, ZHANG W, et al. Generation of Efficient and Interference-free Scanning Path for Inspecting Impeller on a Cylindrical CMM[J]. Measurement, 2022,198:111352.
[19]徐永安,楊欽,懷進鵬.轉(zhuǎn)臺中心軸線標定誤差分析與修正[J].北京航空航天大學學報,2005(8):899-903.
XU Yongan, YANG Qin, HUAI Jinpeng. Analysis and Modification of Turntables Axis Calibration[J]. Journal of Beijing University of Aeronautics and Astronautics, 2005(8):899-903.
[20]潘金川, 劉勝蘭, 張麗艷, 等.整體葉輪在分度裝置裝夾下的CMM測量方法研究[J]. 機械科學與技術, 2015, 34(9):1388-1393.
PAN Jinchuan, LIU Shenglan, ZHANG Liyan, et al. Research on Measuring Method of Monolithic Impeller with Dividing Apparatusvia CMM[J]. Mechanical Science and Technology for Aerospace Engineering, 2015, 34(9):1388-1393.
(編輯 王旻玥)
作者簡介:
鄭 剛,男,1982年生,博士研究生。研究方向為曲面測量與數(shù)控加工技術。獲發(fā)明專利10余項,發(fā)表論文20余篇。E-mail:zhenggang@sit.edu.cn。
張 旭(通信作者),男,1982年生,教授。研究方向為曲面測量。E-mail:zhangxu@hust-wuxi.com。
收稿日期:2022-05-03
基金項目:國家重點研發(fā)計劃(2018YFB1306802)