不同工況對含夾矸煤巖截齒磨損深度影響模擬研究
2023-11-29 10:24:56任春平李佰順馬化凱
中國礦業 2023年11期
關鍵詞:深度
任春平,李佰順,馬化凱
(黑龍江科技大學機械工程學院,黑龍江 哈爾濱 150022)
0 引言
在復雜煤質條件下,采煤機截齒往往會截割到含夾矸煤巖,產生沖擊載荷,容易導致截齒磨損甚至失效,影響采煤機截割性能及效率。因此,有必要對含夾矸煤巖截齒磨損特性進行深入研究。國內外學者對采煤機截齒磨損特性進行了研究,并取得了一定的成果。ESHAGHIAN 等[1]開展了截齒截割煤巖試驗研究,探究了截齒主要失效形式及磨損行為;LIU[2]通過建立含夾矸煤巖-滾筒切割雙向耦合仿真模型,探究了滾筒的磨損規律;趙麗娟等[3]研究了滾筒-煤巖-夾矸的相互作用關系及滾筒磨損模型,并進行仿真分析,仿真研究了截齒磨損特性;PATER 等[4]通過有限元仿真研究了進給速度和切削深度對截齒磨損特性的影響;張倩倩等[5]實驗研究了含夾矸煤巖不同分布條件下截齒的耐磨性能及磨損規律。上述成果均采用單一工況開展了含夾矸煤巖截齒磨損特性的數值模擬或試驗研究,但并未考慮不同工況下截齒磨損特性。
基于此,張強等[6]采用正交試驗法研究了含夾矸煤巖截齒齒尖尖角、截齒轉速等對截齒磨損深度的影響;趙麗娟等[7]通過離散元仿真試驗,探究了含夾矸煤巖滾筒轉速、牽引速度對滾筒磨損的影響規律;YANG 等[8]研究了夾矸形態、分布、煤質參數對截齒磨損特性的影響;TAI 等[9]采用正交試驗法研究了煤質節理角度、滾筒轉速和牽引速度對滾筒磨損的影響規律。盡管上述專家學者開展了不同工況對采煤機截齒的磨損特性研究,然而截齒安裝角、轉速及牽引速度對采煤機截割性能及效率起到了很重要的作用,因此有必要開展不同工況對截齒磨損深度影響研究。因此,本文重點采用數值模擬方法探究了含夾矸煤巖截齒應力分布、溫度分布與其磨損的內在關系,運用正交試驗法,研究了不同工況對含夾矸煤巖截齒磨損深度影響規律,為截齒結構設計及壽命研究奠定了基礎。
1 ABAQUS 有限元仿真模型建立
1.1 材料屬性的確定
通過Solidworks 軟件繪制齒尖類擺線軌跡,拉伸建立含夾矸煤巖模型以及截齒模型,將其導入ABAQUS/Explicit 前處理進行裝配,如圖1 所示。截齒材料參數見表1[10]。對煤巖進行測試以獲得煤巖的物理力學性質,通過萬能試驗機對煤巖進行單軸抗壓強度試驗、塑性系數試驗和三軸試驗,所得的煤巖各項參數見表2[10]。

表1 截齒材料參數Table 1 Material parameters of pick

表2 夾矸煤巖材料參數Table 2 Material parameters of coal and rock containing gangue

圖1 截齒-夾矸煤巖耦合模型Fig.1 Coupled model of pick and coal and rock containing gangue
1.2 截齒-夾矸煤巖耦合的有限元模型
在ABAQUS 分析步模塊中建立動力學顯式分析步,選擇適當的歷程變量輸出和場變量輸出。在相互作用模塊中將與齒座相接觸的齒體面與滾筒中心點進行耦合約束。在載荷模塊中設定煤巖的邊界條件,并約束截齒部分平移和轉動自由度,給定截齒水平方向的轉速為80 r/min,牽引速度為2 m/min,安裝角為35°。以指定邊單元數目的方式,對截齒合金頭和相接觸的煤巖進行加密布種,通過掃略和結構化網格劃分技術將截齒與煤巖劃分類型為C3D8RT 的六面體熱力耦合單元網格,有限元模型如圖2 所示。通過相互作用模塊,建立通用接觸,分別定義截齒-含夾矸煤巖、含夾矸煤巖-自身的接觸面以及接觸屬性,同時考慮截齒-含夾矸煤巖的熱力耦合作用,建立截齒和含夾矸煤巖與空氣的對流換熱以及截齒-含夾矸煤巖之間的熱傳導作用。
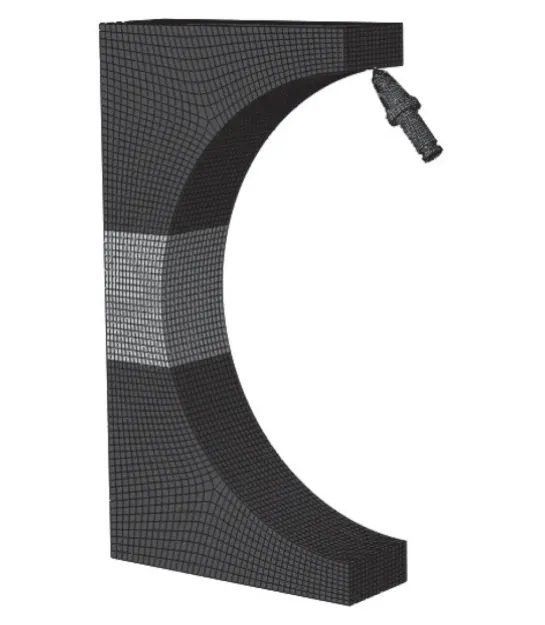
圖2 截齒-夾矸煤巖耦合的有限元模型Fig.2 Finite element model of pick and coal and rock containing gangue coupling
2 數值模擬結果分析
為探究截齒截割含夾矸煤巖的磨損特性,獲取截齒應力分布、溫度分布至關重要,進而研究應力、溫度與截齒磨損深度的內在關系。
2.1 截齒應力與磨損深度關聯性
通過ABAQUS 后處理可以獲得截齒應力云圖,如圖3 所示。由圖3(a)可知,截齒旋轉截割煤巖過程中,截齒應力主要集中在齒尖、齒身以及齒身與齒柄連接處。圖3(b)表示截齒軸向剖面圖,可以看出截齒合金頭齒尖以及與齒體連接處存在應力集中。
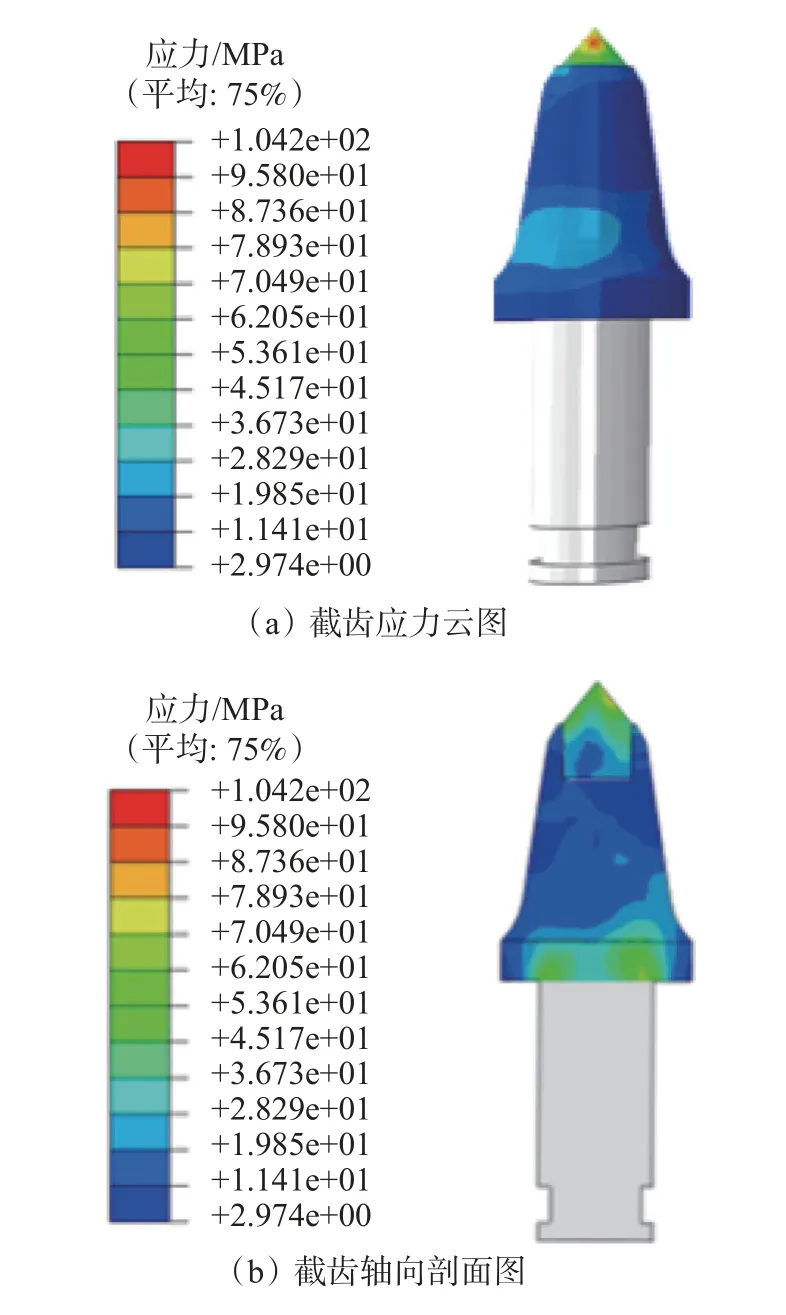
圖3 截齒應力云圖和軸向剖面圖Fig.3 Stress nephogram and axial profile map of pick
圖4 為純煤和含夾矸煤巖條件下截齒齒尖單元應力變化曲線。由圖4 可知,在0.213 s 截齒截割煤巖時的應力最大,為619.83 MPa;在0.197 s 截齒截割含夾矸煤巖時的最大應力為1 427.07 MPa。原因在于當截齒截割含夾矸煤巖時,由于夾矸的硬度大于煤的硬度,截齒所受阻力會更大,變形隨之也越大,導致截齒應力瞬間增大;同時由于截齒所受阻力變大,截齒與夾矸的摩擦也更為劇烈,截齒溫度會大幅度上升,導致截齒變形量增加,截齒應力也就越大,因此,當截齒截割含夾矸煤巖時,所受應力較大,截齒磨損更加嚴重。由于截齒不同部位與煤巖接觸面積及作用關系、大小有所不同,導致應力分布也不同。截齒截割純煤或含夾矸煤巖過程中,截齒前后刀面以及左右兩側的應力直接影響了截齒是否發生偏磨,前后刀面一側是否磨損過度。給出截齒前后刀面以及兩側單元應力極為關鍵,圖5 和圖6 分別為純煤和含夾矸煤巖條件下截齒前后刀面以及兩側單元應力均值。

圖4 截齒齒尖應力Fig.4 Stress of pick tip
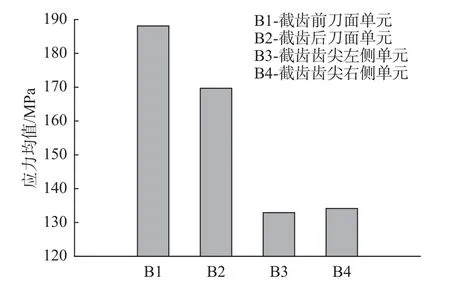
圖5 截割純煤截齒不同部位應力均值Fig.5 Average stress of different parts of cutting pure coal pick

圖6 截割含夾矸煤巖截齒不同部位應力均值Fig.6 Mean value of stress at different parts of cutting coal and rock containing gangue pick
由圖5 可知,截割純煤時,截齒前刀面應力均值為188.10 MPa,后刀面應力均值為169.69 MPa,截齒左側單元應力均值為132.92 MPa,右側單元應力均值為134.14 MPa。由圖6 可知,含夾矸煤巖條件下,截齒前刀面應力均值為322.43 MPa,后刀面應力均值為270.77 MPa,截齒左側單元應力均值為253.08 MPa,右側單元應力均值為256.45 MPa。截齒截割純煤或含夾矸煤巖過程中,截齒前刀面先與煤巖接觸,發生擠壓直至煤巖破碎崩落,而后刀面與煤巖主要是摩擦作用,沖擊并不劇烈,因此前刀面應力明顯大于后刀面。截齒軸向傾斜角為0°時,截齒兩側與煤巖作用面積以及擠壓程度基本一致,所以截齒兩側單元應力均值基本相等。
為了探究截齒應力與磨損深度的內在關系,基于Archard 模型計算截齒的磨損深度[11-13]。圖7 和圖8為純煤和含夾矸煤巖條件下截齒齒尖應力、磨損深度隨時間的變化曲線,表明了單截齒旋轉截割半圈后齒尖的磨損深度隨時間的變化規律,圖中曲線斜率代表截齒齒尖磨損速率。由圖7 可知,截齒齒尖磨損速率增加較為緩慢;由圖8 可知,當截齒截割含夾矸煤巖時,磨損速率顯著提高,隨著截齒運動離開夾矸層之后,截齒齒尖磨損速率又開始下降。這是由于隨著時間的增加,截齒不斷深入,所受載荷逐漸增大,由于夾矸層的存在,截齒與煤巖摩擦更劇烈,齒尖溫度逐漸升高,導致截齒材料屬性的變化使得截齒更易磨損。因此,曲線斜率逐漸增大,截齒齒尖磨損速率變大,截齒應力與磨損深度呈正相關性。
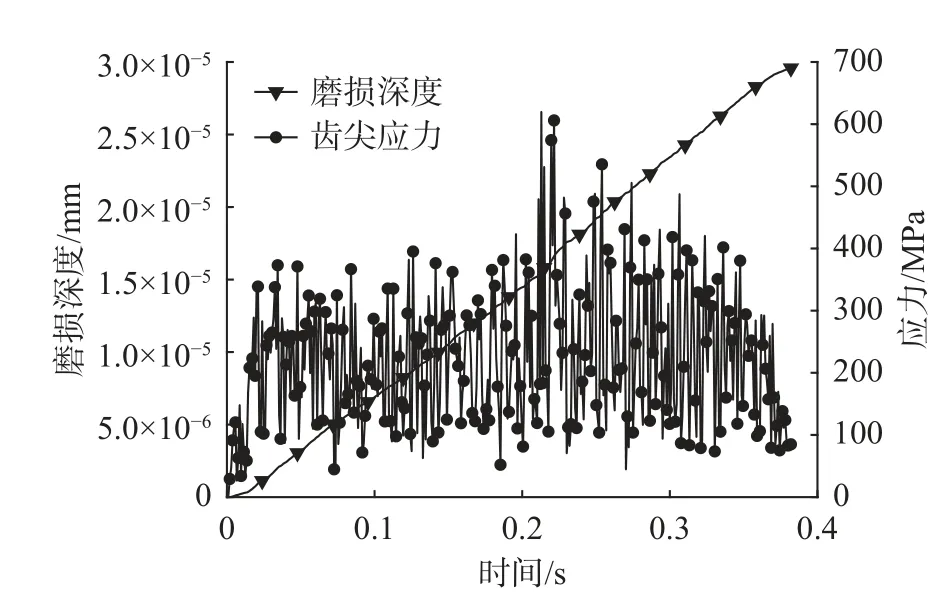
圖7 截割純煤截齒磨損與應力曲線Fig.7 Wear and stress curves of cutting pure coal pick

圖8 截割含夾矸煤巖截齒磨損與應力曲線Fig.8 Wear and stress curves of cutting coal and rock containing gangue pick
圖9 和圖10 為純煤和含夾矸煤巖條件下截齒不同部位的磨損深度。由圖9 和圖10 可知,截齒齒尖不同部位的磨損程度不完全相同,磨損最為嚴重的部位是截齒前刀面,因此判斷截齒是否失效以及后續對截齒結構改進的關鍵在于截齒的前刀面磨損深度。
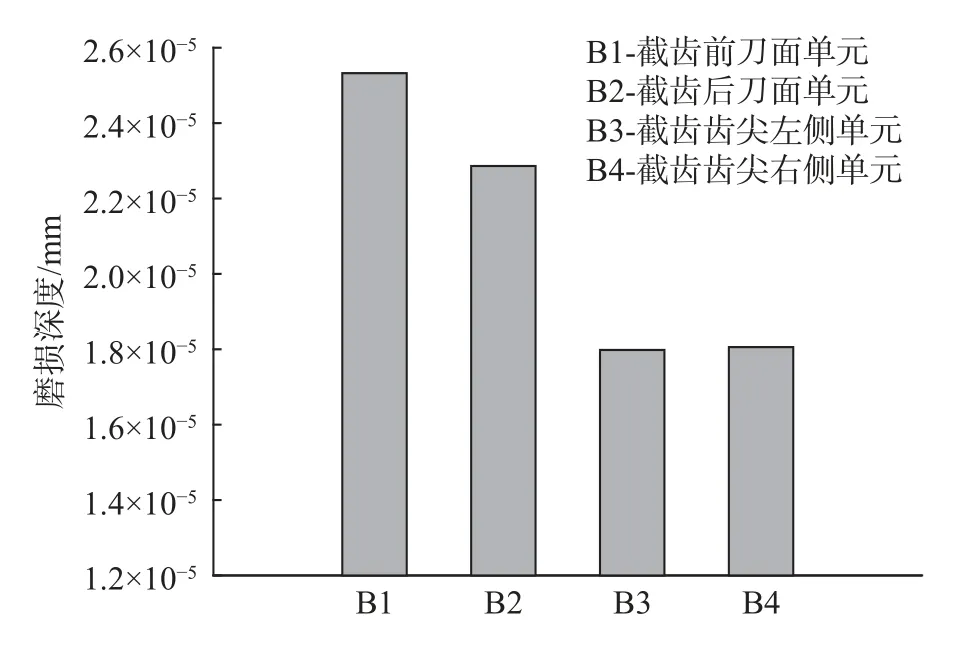
圖9 截割純煤截齒不同部位的磨損深度Fig.9 Wear depth of different parts of pure coal pick

圖10 截割含夾矸煤巖截齒不同部位的磨損深度Fig.10 Wear depth of different parts of cutting coal and rock containing gangue pick
2.2 截齒溫度與磨損深度關聯性
截齒的齒體材料為42CrMo,合金頭材料為YG8,這些材料都有其允許的最高溫度值,當溫度大于這個臨界值時,材料就會很容易軟化,進而使截齒磨損加劇。相比于截割純煤,當采煤機截齒截割含夾矸煤巖時,截齒周圍的溫度差變化較大,這樣就會使截齒的磨損加劇進而損壞失效,無法繼續工作,降低了生產效率。因此,在采煤機截齒的實際作業中,既要考慮生產效率,又要考慮到溫升問題,以延長其截割性能和使用壽命。
基于ABAQUS 后處理模塊,截齒旋轉截割含夾矸煤巖過程中,截齒溫度云圖如圖11 所示。由圖11可知,在截齒截割含夾矸煤巖過程中,其溫度會隨之升高。該過程產生截割熱的來源主要是截齒與煤巖體相互作用摩擦生熱,這部分熱能直接存儲于截齒上,會使其表面溫度升高。另外煤巖體受到擠壓會引起塑性變形,截齒在截割煤巖時對煤巖體做功,煤巖體因為受到擠壓產生變形,導致其周圍的溫度升高,而這部分熱能又傳遞到截齒上使其溫度也隨之升高。隨著截齒深入煤巖,齒體與煤巖接觸,熱量由齒尖向齒體逐漸擴散。
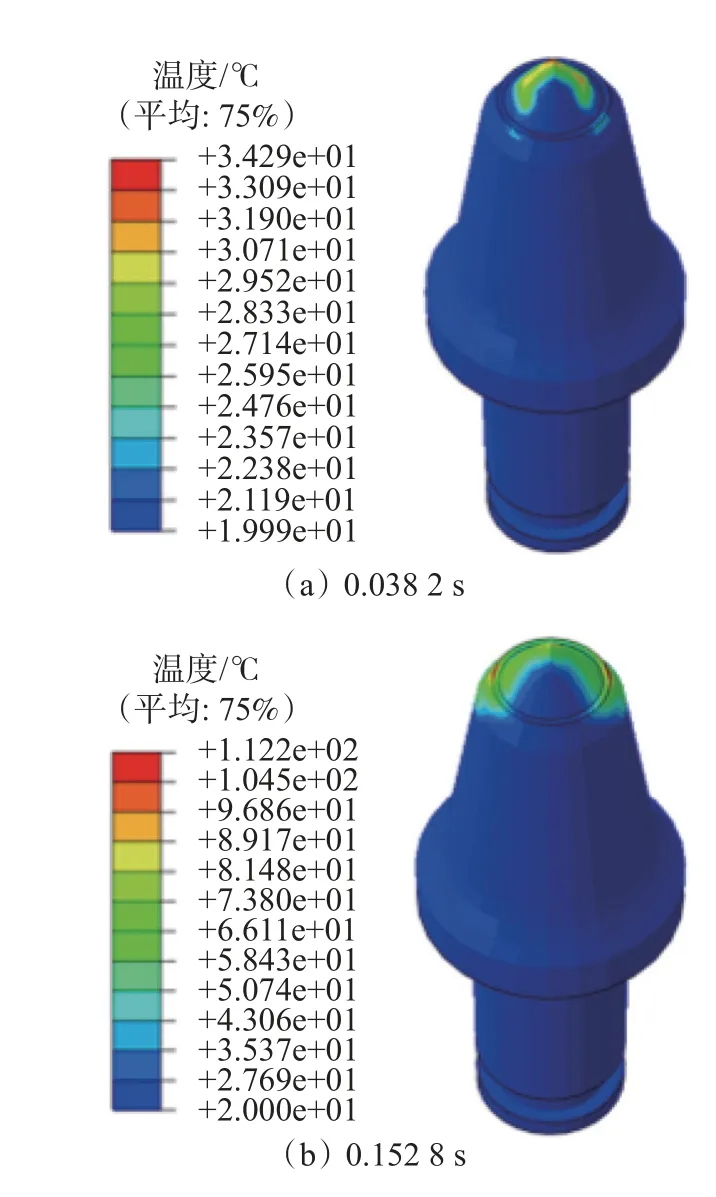
圖11 不同時刻截齒溫度云圖Fig.11 Nephogram of pick temperature at different times
截齒截割煤巖過程中,齒尖最先與煤巖接觸且不斷摩擦擠壓,使得齒尖單元溫度最高,通過ABAQUS 后處理模塊提取齒尖單元溫度隨時間變化曲線,如圖12 所示。當截齒截割純煤時,由于煤的硬度低,因此截齒溫度上升較慢,但當截齒截割含夾矸煤巖時(圖13),齒尖溫度較截割純煤時明顯增大,這是由于截齒截割到含夾矸煤巖時,截齒所受截割阻力增大,摩擦更加劇烈,溫度上升變快;當溫度上升到一定程度時,齒尖向齒體傳熱速率加快,同時截齒與空氣對流換熱也加快,并且隨著大塊煤巖的崩落,部分由截齒傳給煤巖的熱量被帶走,使得齒尖熱量達到一種平衡,溫度相對穩定,保持不變。由圖12和圖13 可知,截齒前刀面單元穩定溫度高于后刀面單元,并且前刀面單元溫升速率大于后刀面單元。但在含夾矸煤巖條件下,截齒前刀面1044 單元與1540 單元穩定溫度較不含夾矸煤巖時,溫度差值為43.94 ℃,后刀面892 單元與1124 單元穩定溫度較不含夾矸煤巖時,溫度差值為34.94 ℃,因此,當截齒截割含夾矸煤巖時,截齒所受溫度變化較大,容易導致截齒磨損。
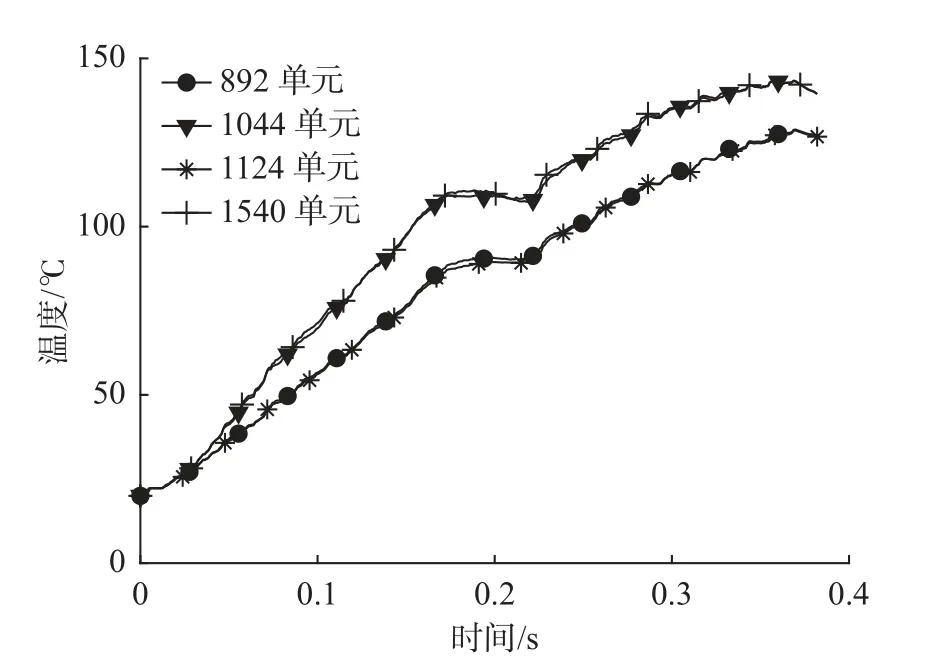
圖12 截割純煤截齒不同部位溫度Fig.12 Temperature of different parts of cutting pure coal pick
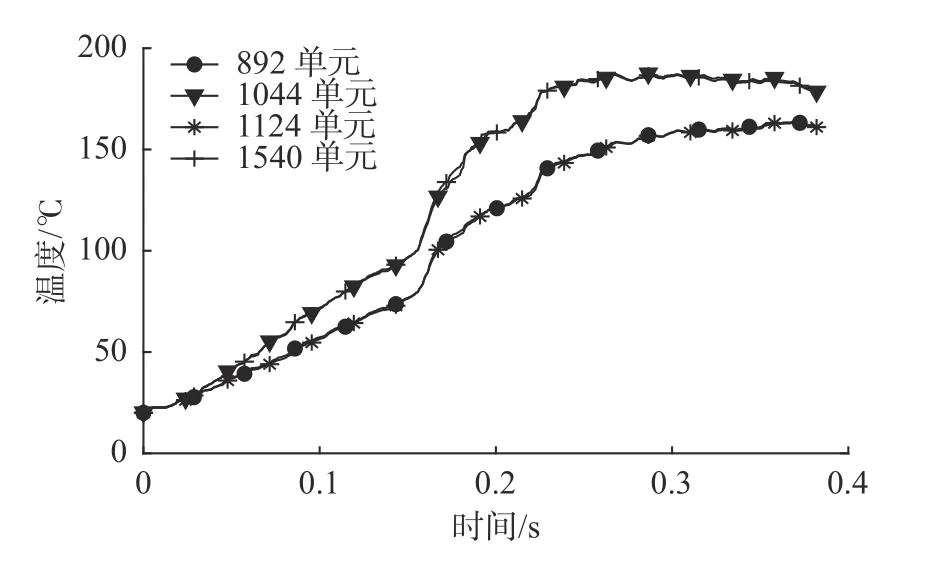
圖13 截割含夾矸煤巖截齒不同部位溫度Fig.13 Temperature of different parts of cutting coal and rock containing gangue pick
圖14 為有無夾矸煤巖條件下截齒齒尖溫度、磨損深度隨時間的變化曲線。由圖14 可知,當截齒截割純煤時,截齒齒尖磨損速率增加較為緩慢,當截齒截割含夾矸煤巖時,磨損速率顯著提高,隨著截齒運動離開夾矸層之后,截齒齒尖磨損速率又開始下降。這是由于隨著時間的增加,截齒不斷深入,遇到夾矸層時,截齒齒尖溫度迅速增大,磨損的速率也增大,兩者變化趨勢相同呈正相關性。
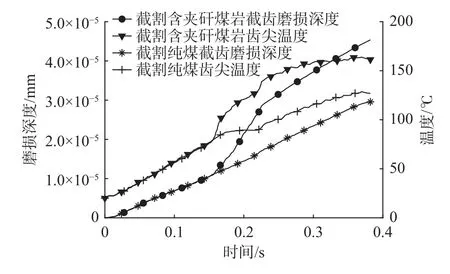
圖14 截齒磨損與溫度曲線Fig.14 Curves of wear and temperature of pick
3 正交試驗
3.1 試驗設計
截齒磨損是多因素參數耦合作用的結果,單一因素分析并不能完全直接地反映各因素對截齒磨損的影響規律,因此,采用正交試驗法來研究不同工況下截齒磨損的影響規律,明確各因素對截齒磨損的影響程度。截齒運動參數、安裝參數可以決定截齒的應力、溫度以及磨損情況。選取采煤機牽引速度、截齒轉速、安裝角為主要因素,按照L9(33)正交表[14],進行數值模擬,分析其對截齒磨損的影響趨勢,因素水平見表3。以截齒齒尖前刀面磨損深度為試驗結果,利用ABAQUS 進行數值模擬,試驗方案及結果見表4。
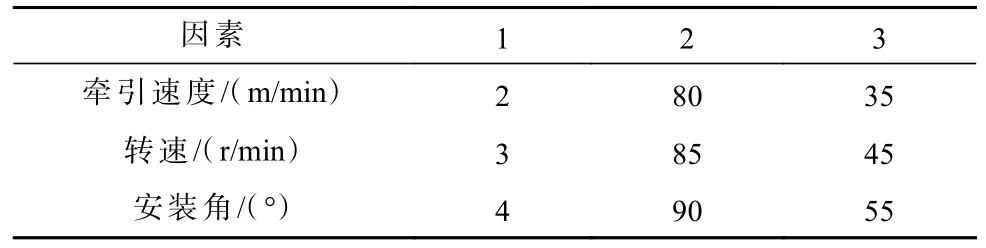
表3 因素水平Table 3 Factor levels

表4 試驗方案及結果Table 4 Test scheme and results
3.2 結果分析
3.2.1 極差分析
依據表4 的試驗方案,對截齒齒尖前刀面磨損深度作極差分析[15],結果見表5。對比表5 中截齒磨損數據得:R(牽引速度)>R(安裝角)>R(轉速);S(牽引速度)>S(安裝角)>S(轉速),根據極差分析法可知,牽引速度是造成截齒磨損的主要因素,截齒安裝角次之,轉速對其影響最小。
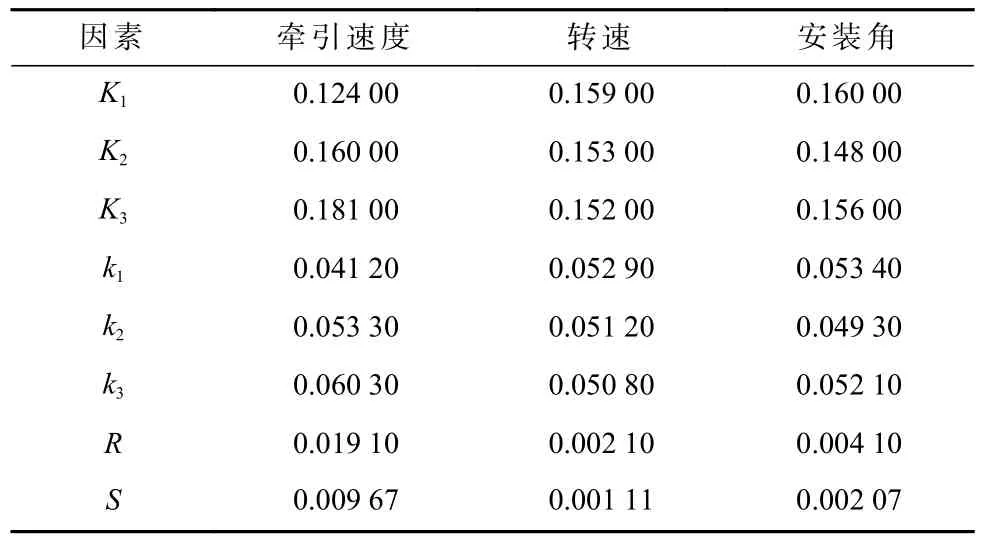
表5 截齒齒尖前刀面磨損深度極差分析Table 5 Range analysis of wear depth of front cutter surface of pick tip
3.2.2 不同因素對截齒磨損影響
由正交試驗結果可知,截齒齒尖前刀面磨損深度受牽引速度、轉速和安裝角的影響,牽引速度影響最顯著,轉速對齒尖前刀面磨損深度影響最小。圖15為各因素水平磨損深度平均值。由圖15 可知,截齒齒尖前刀面磨損深度隨著牽引速度的增大而增加,牽引速度2 m/min、3 m/min 和4 m/min 分別對應前刀面磨損深度平均值為0.041 2 μm、0.053 3 μm 和0.060 3 μm;安裝角增大,截齒齒尖前刀面磨損深度先減小后增大,安裝角45°對應的磨損深度平均值最小為0.049 3 μm;轉速對齒尖前刀面磨損深度影響較小,隨著轉速增大,磨損深度緩慢下降,轉速為90 r/min對應磨損深度平均值最小為0.050 8 μm。
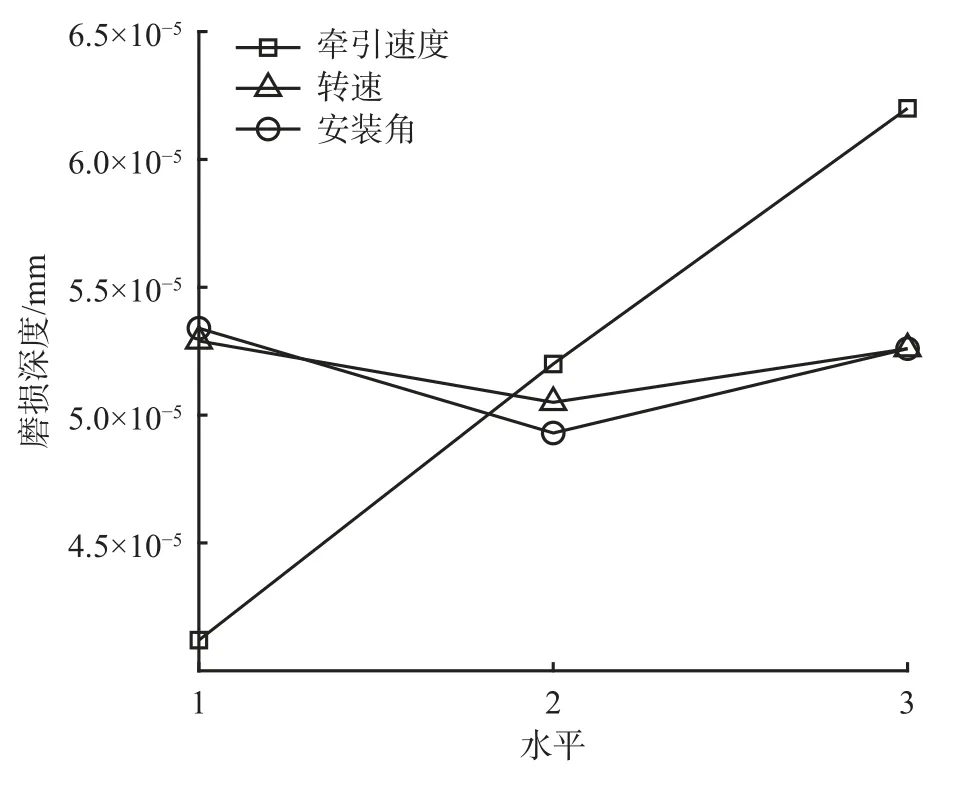
圖15 齒尖前刀面磨損深度Fig.15 Wear depth of front cutter surface of tip
4 結論
1)通過ABAQUS 模擬仿真,結合磨粒磨損模型,分析表明截齒齒尖前刀面溫度、應力和磨損深度都大于后刀面,并且與不含夾矸煤巖相比,截齒截割含夾矸煤巖時其單元應力、溫度、磨損速率及磨損深度均大于不含夾矸煤巖;軸向傾斜角為0°時,截齒齒尖左右兩側對稱磨損,未發生偏磨現象;研究發現截齒齒尖溫度、應力和磨損深度規律一致。
2)由正交試驗分析表明,隨截齒牽引速度的增加,截齒齒尖前刀面磨損深度呈增大趨勢;隨截齒轉速的增加,截齒齒尖前刀面磨損深度呈減小趨勢;隨安裝角增大,磨損深度呈先減小后增大的趨勢。
3)通過極差分析法可知,牽引速度對截齒齒尖前刀面磨損深度影響最大,安裝角次之,轉速影響最小。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
