鋼材試樣加工工藝設計與試驗
2023-12-04 02:43:58趙永鋒
理化檢驗(物理分冊) 2023年10期
關鍵詞:工藝
陳 杰,楊 柳,羅 軍,趙永鋒
[重慶鋼鐵股份有限公司制造管理部(技術中心),重慶 401220]
金屬材料在生產出來后,一般都要經過物理、化學性能測試。在這個過程中,對材料進行取樣是必不可少的環節,為了讓材料的性能具有廣泛的通用性,國際上有很多的取樣和制樣規范,但一般情況下,由于各行各業的特殊性,這些取樣和制樣規范大部分也是推薦性標準,因此企業在具體取樣過程中,會充分考慮產品的特點以及軟件和硬件的配置,采用雙方認同的取樣協議或標準。
在鋼鐵企業中,鋼材成品的性能檢驗用取樣細則是多樣的。筆者單位軋鋼廠板材性能檢測用試樣尺寸(長×寬,不同)為200 mm×400 mm,縱向沖擊試樣的加工工藝為:采用縱向鋸切方式取出1件直條毛坯,然后在刨床上將其減薄到合適尺寸,再分段成3件各55 mm 長的沖擊小毛坯,在縱向上必須保證長度為170 mm,同時保證試樣寬度為200 mm。由于所取試樣都是從外形、質量合格的鋼板上切取下來的,在保證鋼板性能的前提下,將縱向沖擊試樣按單件進行切取對于降低企業的取樣成本有重大意義。
1 材料與試驗
從1件樣板上加工出1套試樣,該套試樣包括1組沖擊樣和2件拉力試樣,或1組沖擊試樣,1件拉力試樣、1件彎曲試樣。
制訂了中厚板取窄樣工作推進方案,主要從設備、制度、人員技能培訓等方面進行梳理和完善,中厚板取窄樣試驗取樣方案如表1所示,從取樣的鋼種、規格、取樣尺寸等方面進行策劃,取樣量根據試驗情況而定。
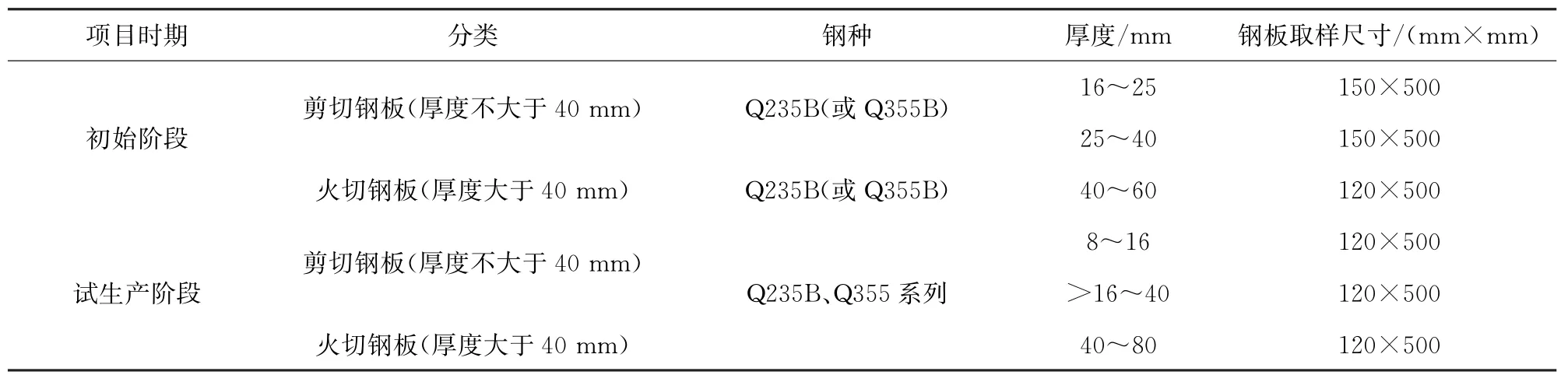
表1 中厚板取窄樣試驗取樣方案
根據GB/T 228.1—2021《金屬材料拉伸試驗第1部分:室溫試驗方法》加工拉伸試樣,根據GB/T 229—2020《金屬材料夏比擺錘沖擊試驗方法》加工沖擊試樣。對于大于40 mm 厚度的板材,將拉伸試樣統一加工成?20 mm 的圓棒。
2 試驗過程及結果
2.1 加工工藝路線
在鋼產品檢測用試樣的加工環節,沖擊試樣的加工工序最復雜,其所涉及的加工設備也最多;另外,在取樣方向上,沖擊試樣分為縱向沖擊試樣(與鋼板的軋制方向一致)與橫向沖擊試樣(與鋼板的軋制方向垂直)。
考慮到現有加工設備的配置,設計了4種加工工藝路線,分別是常規設備工藝路線、類韶鋼工藝路線、新引進設備的初始工藝路線和精簡工藝路線等4個方案(見圖1~4)。
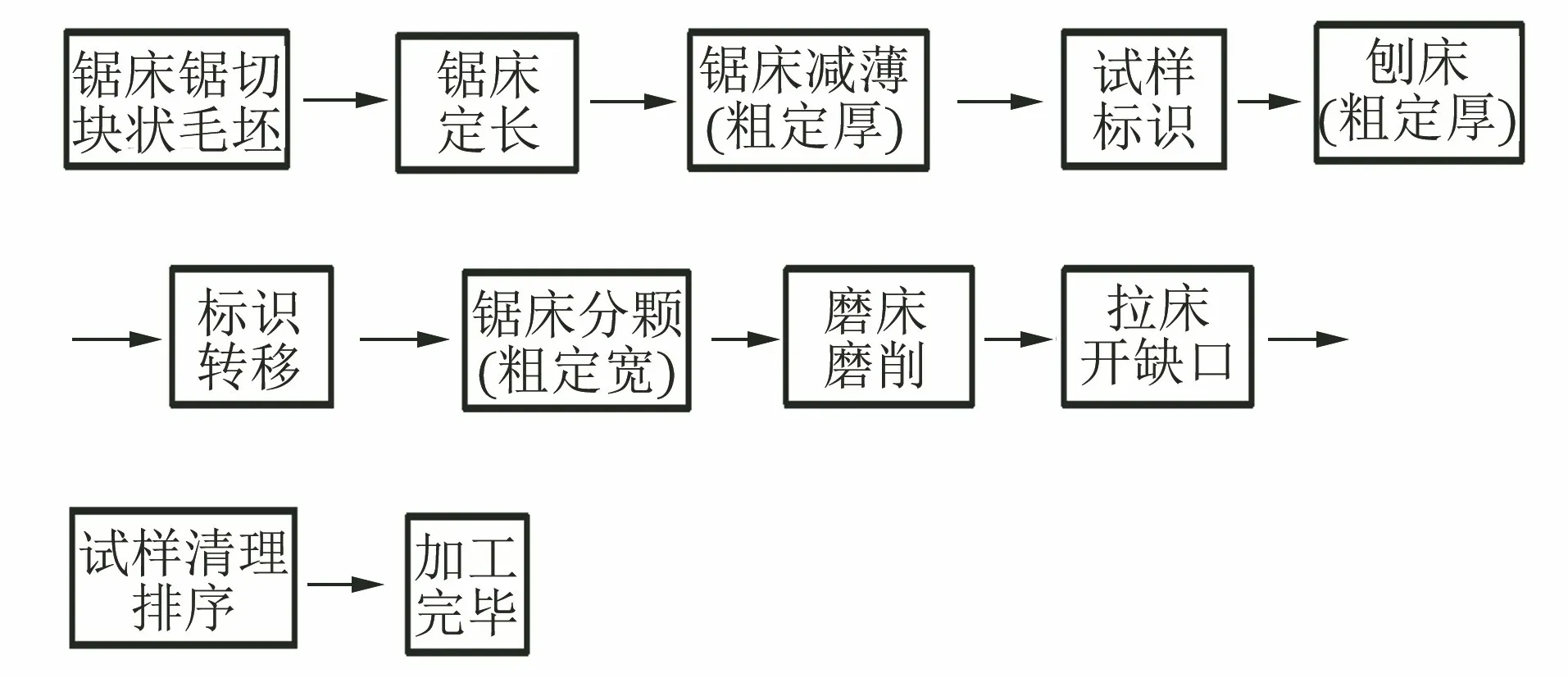
圖1 常規設備工藝路線
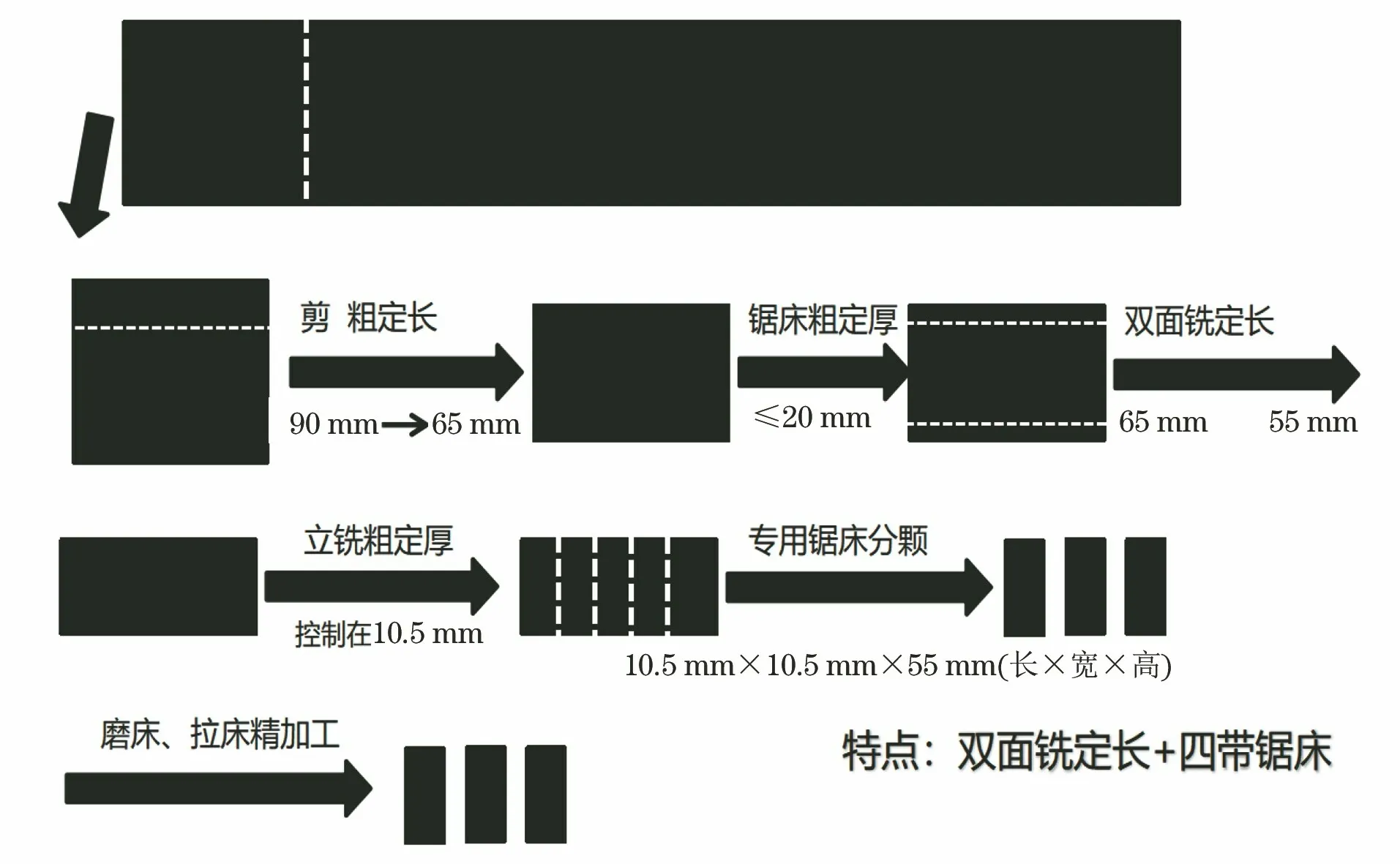
圖2 類韶鋼工藝路線
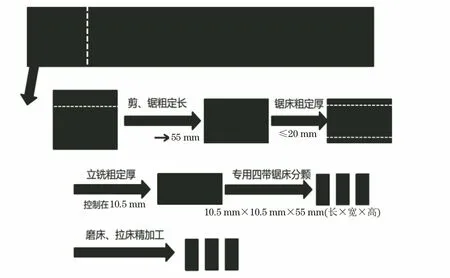
圖3 新引進設備初始工藝路線
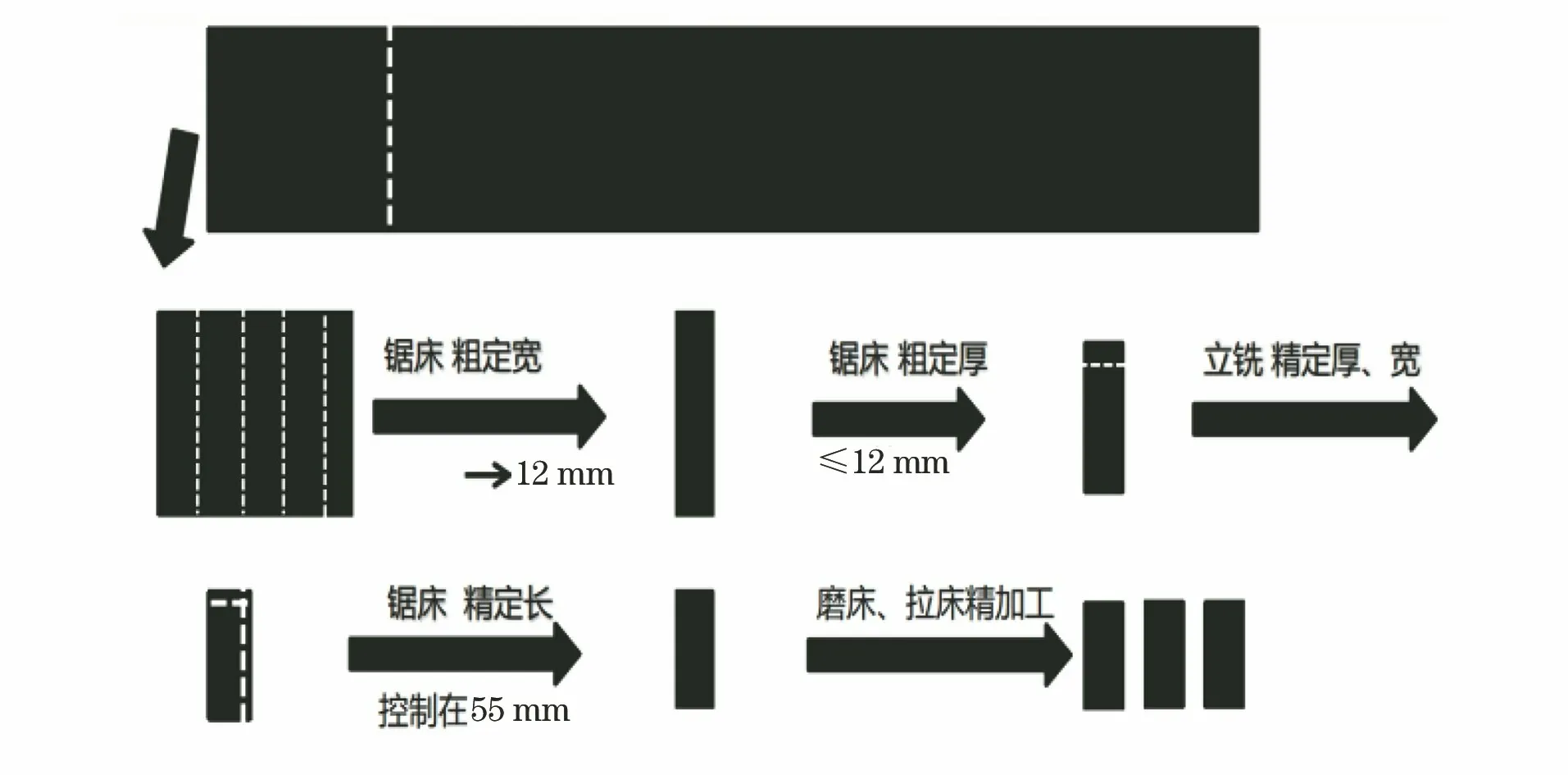
圖4 新引進設備精簡工藝路線
為了較準確地對這4個工藝路線進行比較,選取厚度為20 mm、寬度為120 mm 的15件樣板為一批的加工試樣作為研究對象,根據各加工工藝路線所采用的設備,以及每類設備在正常操作情況下所需要的工序時間,得出不同加工工藝沖擊毛坯樣的完成時間(見表2)。經比較,精簡加工路線的總時間為93.5 min,與其他加工工藝路線相比,該路線的時間最短。

表2 不同工藝路線下沖擊試樣加工工序時間min
2.2 對比試驗及結果
根據表1,對138批厚度為8~50 mm 的Q235鋼系列試樣和209批Q345鋼系列試樣進行拉伸試驗和沖擊試驗。經對比分析,Q235鋼系列試樣屈服強度差異為-1.75%~+3.50%,抗拉強度差異為-1.50%~+1.90%,斷后伸長率差異為-5.0%~+8.0%,沖擊吸收能量差異為-6.0%~+17.0%;Q355鋼系列試樣屈服強度差異為+3.40%,抗拉強度差異為2.38%,斷后伸長率差異為+13.9%,沖擊吸收能量差異為+19.60%。結果均低于GB/T 228.1—2021的要求。
2.3 金相檢驗結果
鋼板切割方式是多種多樣的,通常分為冷切割處理和熱切割處理兩大類。在冷切割中,一般采用普通剪切法或水流切割法;熱切割處理時,可以使用火焰切割、等離子切割或激光切割等方法。
在冷熱變形加工的過程中,鋼板變形量不均勻,金屬材料內部組織和缺陷的分布也不均勻[1]。在樣板切取時,對于厚度不大于40 mm 的產品,采用直接剪切方式進行切取,這會在樣板上留下加工硬化區域,引起該區域的組織變化(見圖5~8),從而引起該區域的力學性能改變。對于厚度大于40 mm的產品,采用火焰切割方式切取試樣。為了保證試驗的可靠性,采用火焰切割法切取樣坯時,應保證從切割線到最終加工成型的試樣之間有足夠的加工余量,以消除熱應力對試樣的影響。
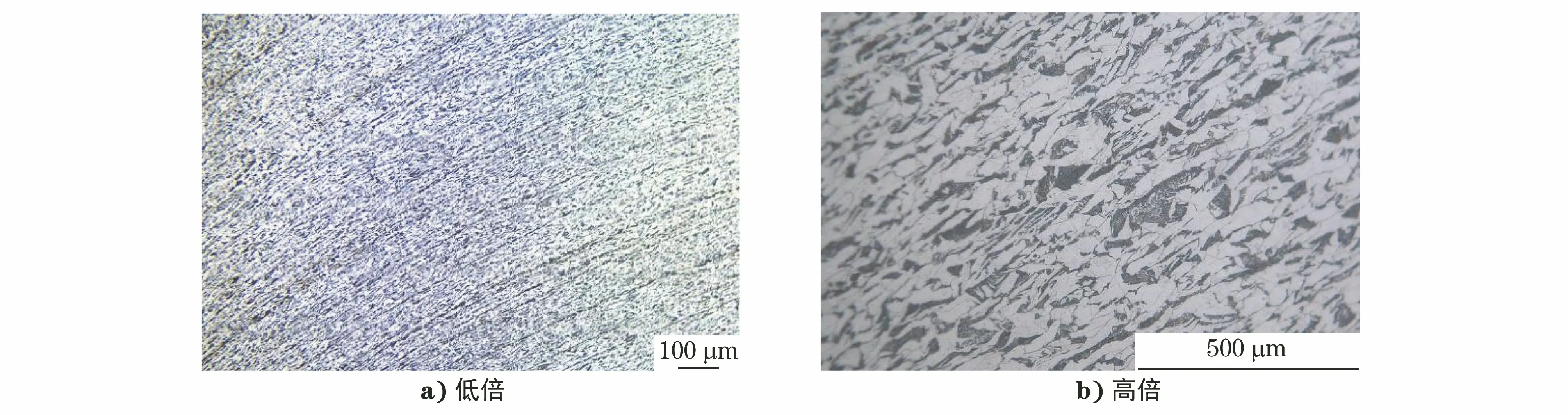
圖5 加工硬化區域表面顯微組織形貌
圖6 加工硬化區域心部顯微組織形貌
圖7 正常區域表面顯微組織形貌
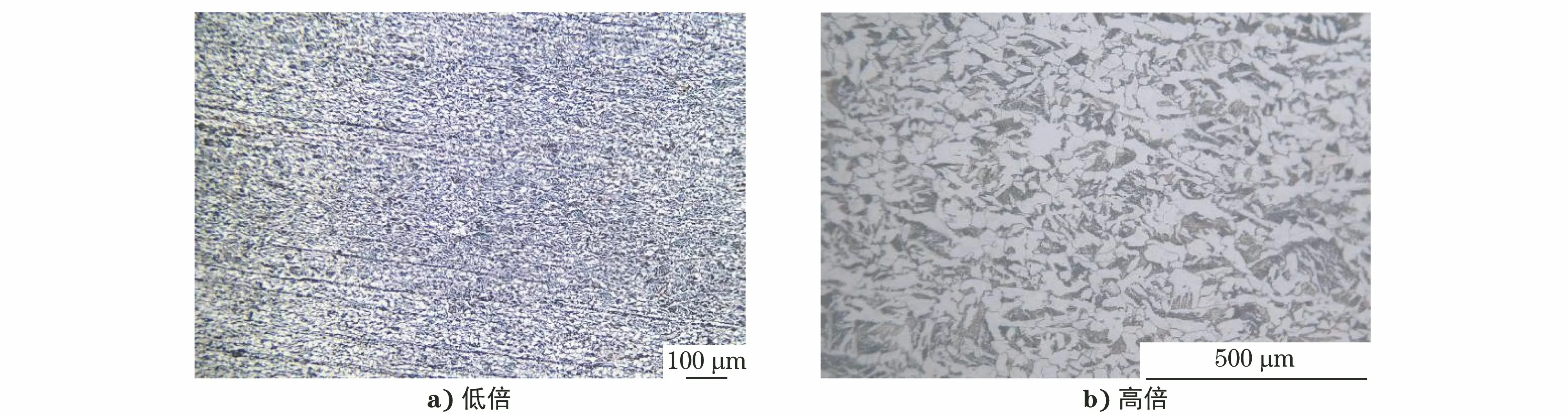
圖8 正常區域心部顯微組織形貌
隨機選取厚度為40~60 mm 的24件樣板制取金相試樣,分別在板厚方向、距鋼板上表面1/4處和距鋼板下表面1/4處,用光學顯微鏡對取樣鋼板進行觀察,熱影響區深度分布如圖9所示。所有試驗用樣板的上1/4處和下1/4處的熱影響區深度不具有規律性,所有樣板的熱影響區深度均小于15 mm,加上樣板的切削位置,樣坯的取樣寬度與GB/T 2975—2018《鋼及鋼產品力學性能試驗取樣位置及試樣制備》標準規定一致。
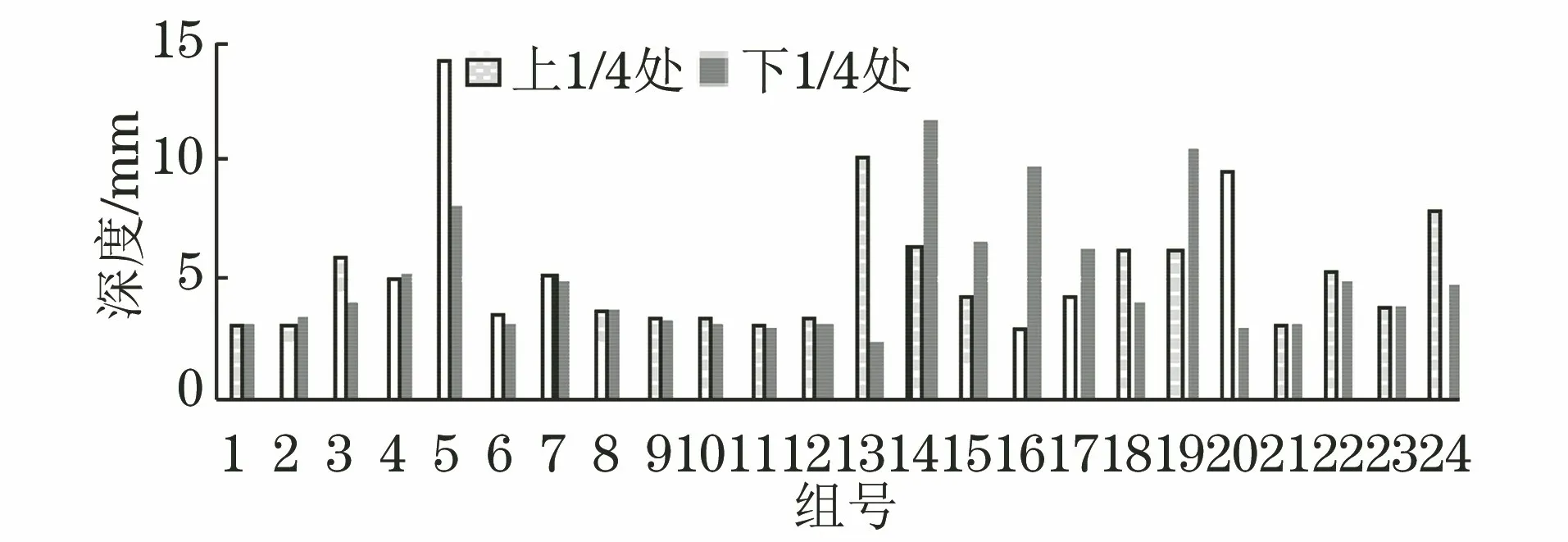
圖9 火焰切割試樣熱影響區深度分布
3 結論
自2022年6月全面推行樣板優化項目以來,對于厚度不大于30 mm、大于40 mm 的鋼板,按寬度120 mm 取樣,其取樣寬度減少80 mm,共取樣25 611批;對于厚度為30~40 mm 的鋼板,按寬度150 mm 取樣,其取樣寬度減少50 mm,共取樣4 772批。
火焰切割條件下,不同厚度鋼板熱影響區的深度小于15 mm,在不影響樣板取樣的前提下,對降低取樣量、提高鋼板制樣效率有重要意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
