干法制粉用氧化鋁陶瓷研磨體性能測試評價體系的研究及應用
2023-12-11 06:43:38侯曉剛訾文娟孫高梅琳蘇濤魯楠殷鳳仕司志強
中國建材科技 2023年5期
侯曉剛,訾文娟,孫高梅琳,蘇濤,魯楠,殷鳳仕,司志強
(1.中國國檢測試控股集團淄博有限公司,山東 淄博 255031;2.山東理工大學 機械工程學院,山東 淄博 255049)
0 引言
耐磨氧化鋁陶瓷研磨體以α-Al2O3為主要原料,通過配料、研磨、制粉、成型、干燥、燒制等工藝制作而成,被用于水泥、陶瓷、化工等球磨制粉領域,主要產品有研磨球、研磨柱/段等,其作用是充當研磨介質將塊體顆粒物料研磨成細粉。近年來,氧化鋁陶瓷研磨體在干法制粉行業的應用得到發展,但目前陶瓷研磨體的相關標準僅有JC/T 848.1-2010《耐磨氧化鋁球》,該標準主要針對濕法球磨制粉行業制定,僅規定了Al2O3含量、Fe2O3含量、體積密度、吸水率、莫氏硬度、磨耗等技術指標[1],無法滿足干法制粉行業對陶瓷研磨體的質量要求[2]。
本文針對干法制粉行業用氧化鋁陶瓷研磨體的應用特點,研究國內外陶瓷研磨體的生產及應用狀況,收集具有代表性企業的產品,進行外觀質量及尺寸偏差測試、化學成分和晶粒尺寸分析,以及體積密度、吸水率、抗壓強度、維氏硬度、斷裂韌性、磨耗、抗沖擊疲勞壽命、破碎率、堆積密度等物理性能檢測,歸納適合干法制粉行業用陶瓷研磨體性能評價指標及檢測方法。
1 樣品及測試
試驗樣品取自中材高新、金剛新材料等30多家生產企業100多批次產品,分別進行外觀質量、化學成分、微觀結構和物理性能測試,測試項目、條件、方法/標準及設備見表1。
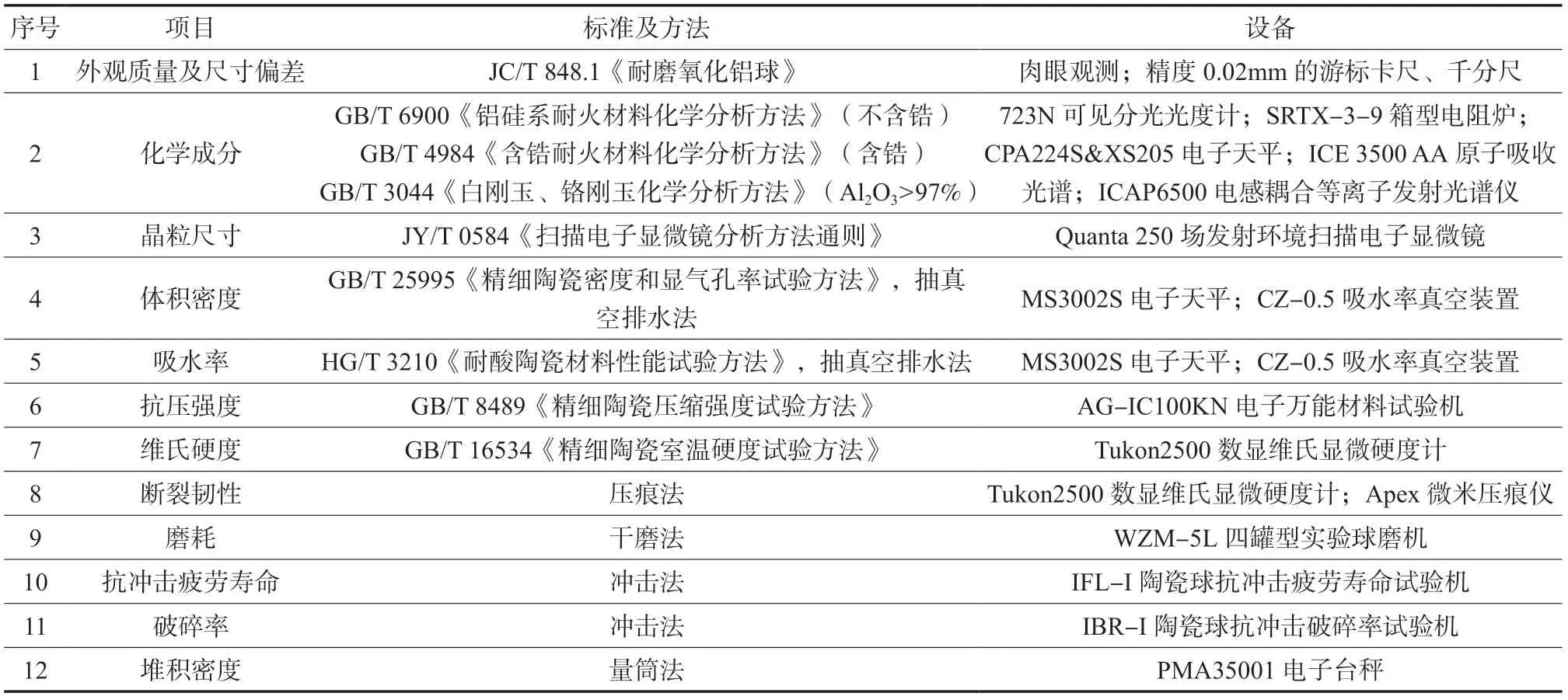
表1 測試項目、條件、方法/標準及設備Tab.1 Test items,conditions,methods/standards and equipment
2 結果與討論
2.1 外觀質量及尺寸偏差
參考JC/T 848.1-2010的指標,表2列出了國內典型生產企業132批次產品的外觀質量及尺寸偏差的檢測結果。通過表2可知,除Φ>40mm帽沿指標合格率為93%、碰損粘損合格率為97%外,其余指標合格率均達到100%。表3、表4列出了不同成型方式生產的研磨體尺寸偏差檢測結果,數據顯示,尺寸偏差合格率達到85%以上。
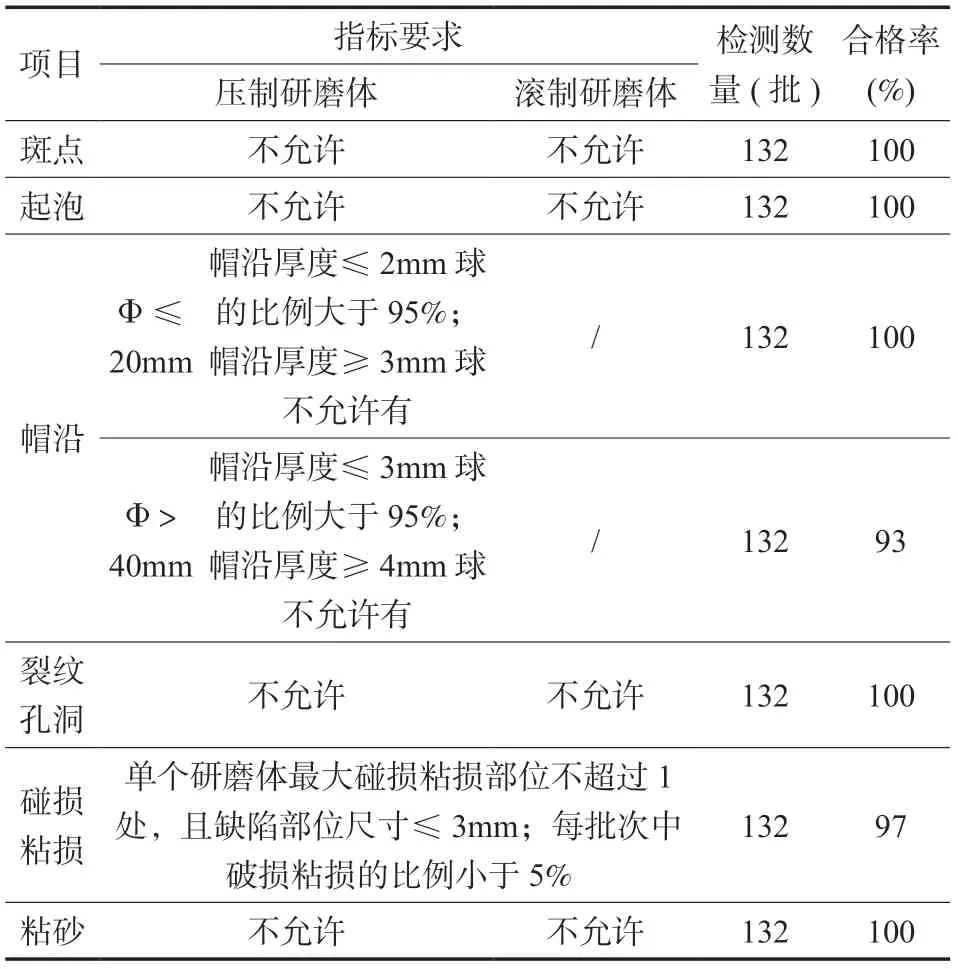
表2 外觀質量指標要求及檢測合格率Tab.2 Appearance quality index requirements and qualified rate
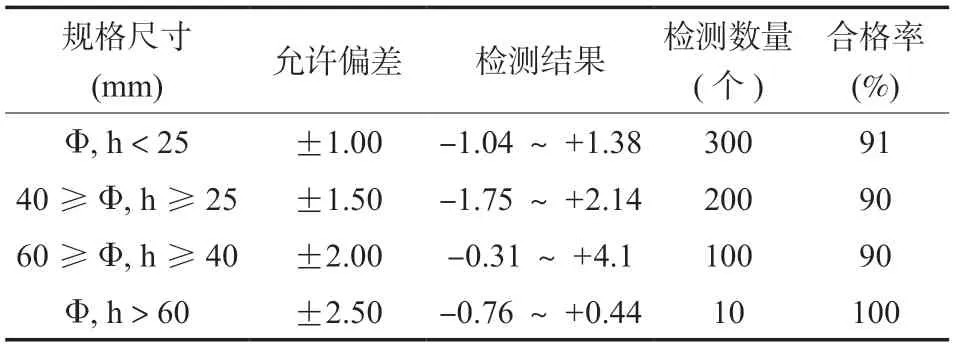
表3 壓制研磨體規格尺寸、允許偏差指標要求及合格率Tab.3 Requirements for specifications,dimensions,allowable deviation indicators,and qualified rate of pressed grinding bodies

表4 滾制研磨體規格尺寸、允許偏差指標要求及合格率Tab.4 Requirements for specifications,dimensions,allowable deviation indicators,and qualified rate of rolling grinding bodies
2.2 化學成分
化學成分是反映耐磨氧化鋁陶瓷材料性能的指標和產品質量驗收的依據。對103批次主流陶瓷研磨體產品的化學成分檢測分析結果見表5。通過表5可知,高鋁產品(Al2O3>92%)為干法制粉用氧化鋁陶瓷研磨體的主打產品,約占市場份額的82%。高鋁研磨體的硬度更高,耐磨性更好,體積密度大,提高了制粉效率,降低了研磨體使用成本,且強度高,不易開裂。如以Al2O3含量作為產品質量驗收標準,根據實驗室檢測數據,目前市場上92研磨體Al2O3含量的合格率約為95%。
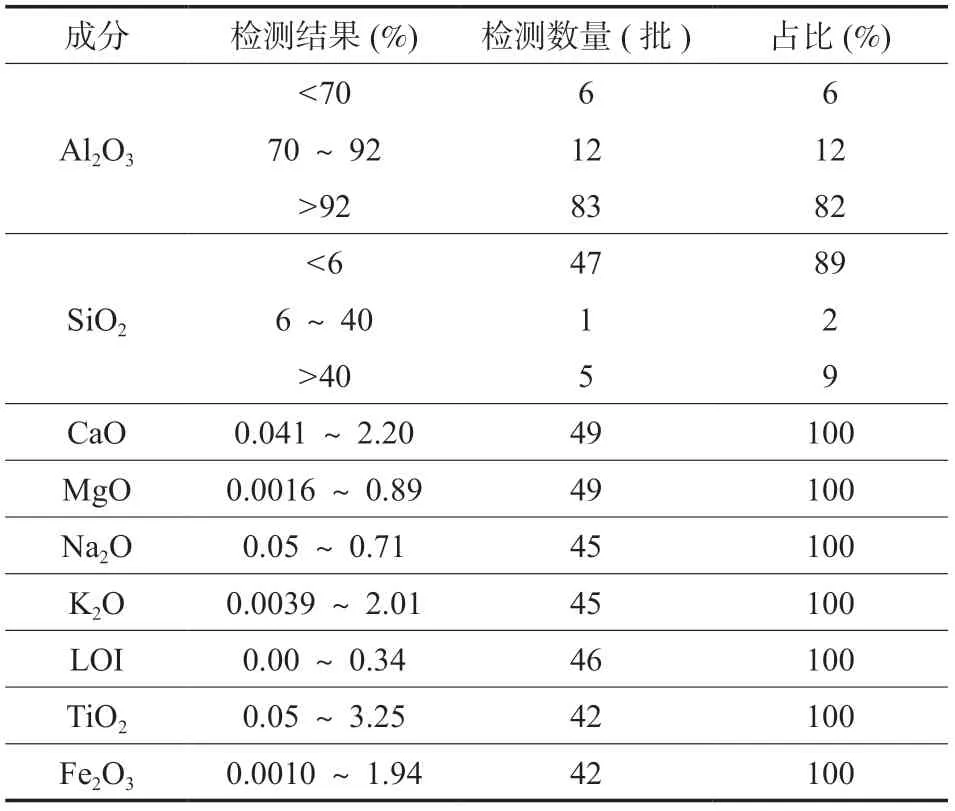
表5 化學成分指標分布統計Tab.5 Distribution of chemical composition indicators
2.3 晶粒尺寸
氧化鋁陶瓷的微晶結構能提升陶瓷產品的密度,韌性、強度、耐磨性。依據JY/T 010-1996《分析型掃描電子顯微鏡方法通則》要求,在電鏡20000倍的放大倍數下,對兩種不同耐磨性研磨體的晶粒尺寸進行檢測,結果見圖1和圖2。圖1是干磨耗為2.21‰·h的研磨體局部放大圖,平均晶粒尺寸是2.62μm;圖2是干磨耗為0.94‰·h-1的研磨體局部放大圖,平均晶粒尺寸是1.17μm。可以看出,其由大量原晶粒度<2μm的顆粒團聚而成,但圖2比圖1的晶粒尺寸更小、更致密,因此磨耗率更低,更耐磨。目前多數研磨體的晶粒尺寸在0.5~10μm,實驗室檢測證明,平均晶粒尺寸<2μm的92耐磨氧化鋁陶瓷耐磨性明顯高于其他同類產品。
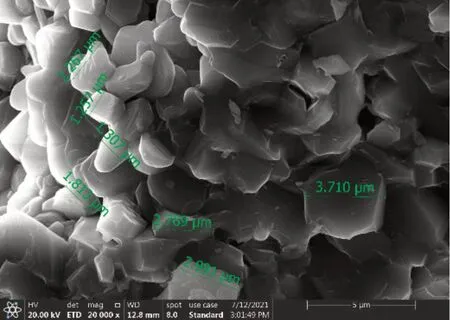
圖1 干磨耗為2.21‰·h-1的研磨體局部SEM照片Fig.1 SEM of grinding body with dry wear of 2.21‰·h-1
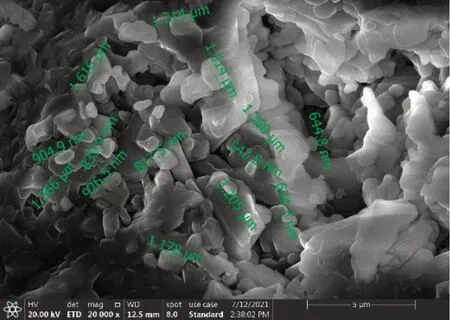
圖2 干磨耗為0.94‰·h-1的研磨體局部SEM照片Fig.2 SEM of grinding body with dry wear of 0.94‰·h-1
2.4 體積密度
體積密度是反映產品燒結致密度的重要指標。依據GB/T 25995-2010對送檢的87批陶瓷研磨體產品采用真空排水法進行檢測,結果見表6。可以看出,普通中鋁陶瓷研磨體(70%<Al2O3<92%)的體積密度結果介于3.21~3.40g/cm3,高鋁陶瓷研磨體體積密度結果介于3.50~3.94g/cm3,中鋁研磨體相對高鋁研磨體體積密度低、強度低、易碎,不適用于干法制粉行業。對于高鋁陶瓷研磨體,只有體積密度達到3.60g/cm3以上才滿足使用要求。密度大小影響研磨效率,密度越高,研磨效率越高,產品越耐磨。檢測顯示,目前92陶瓷研磨體體積密度≥3.60g/cm3的合格率為93%,體積密度≥3.65g/cm3的合格率為60%。
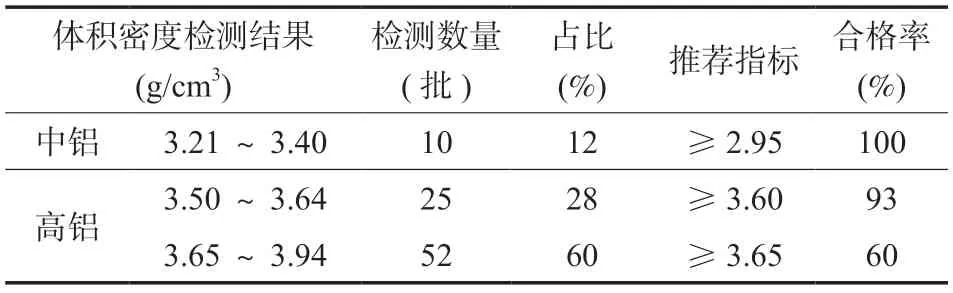
表6 體積密度檢測結果及合格率統計Tab.6 Volume density testing results and qualified rate
2.5 吸水率
陶瓷研磨體吸水率越低,其開口氣孔率越小,燒結越致密,使用過程中越穩定。此外,水分對使用效果評價影響較大,陶瓷研磨體水分過高易引發飽磨和糊磨現象,導致磨粉效率下降。目前精細陶瓷標準體系中尚無關于吸水率的檢測標準,JC/T 848.1-2010引用了GB/T 8488-2008《耐酸磚》的產品標準作為耐磨氧化鋁球吸水率的檢測方法,但該方法在產品質量驗收過程中存在較大爭議。本文按HG/T 3210-2002對陶瓷研磨體的吸水率進行了測試。研究發現,這兩個方法均存在一定的局限性。由于陶瓷研磨體吸水率極低(JC/T 848.1規定的指標≤0.01%),受天平精度的限制及人員操作引起的試驗誤差至少為±0.01%,因此本文認為吸水率≤0.05%更符合產品應用實際情況。如表7所示,按照0.05%進行判定,目前陶瓷研磨體行業產品合格率為89%。
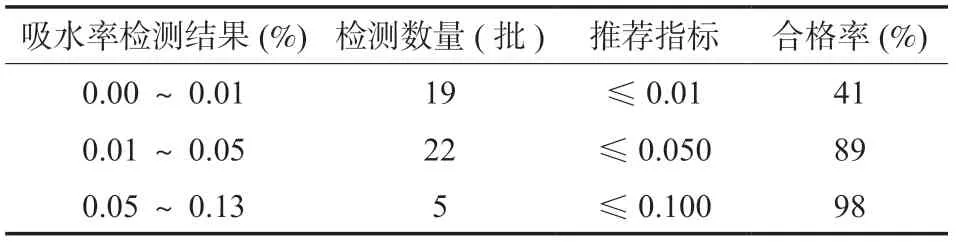
表7 吸水率檢測結果及合格率統計Tab.7 Water absorption test results and qualified rate
2.6 抗壓強度
氧化鋁陶瓷研磨體硬度高,制樣難度大。部分企業采用破壞負荷作為抗壓強度的衡量值,但破壞負荷的數值受樣品尺寸和形狀的影響較大,不便于比較;部分企業選擇載荷比作為抗壓強度的衡量值,即破壞負荷/球的直徑的平方或球的橫截面積,同樣點壓強度不具有線性比較關系,因此也不能準確衡量氧化鋁陶瓷的抗壓強度。本文采用GB/T 8489-2006進行檢測,結果如表8所示。由表8可知,氧化鋁陶瓷研磨體抗壓強度普遍介于1200~2500MPa之間,且等靜壓成型氧化鋁陶瓷比滾制成型的抗壓強度高30%以上,因此在干法制粉過程中,同一規格的耐磨球壓制比滾制的破碎率低。本文選擇抗壓強度的技術指標為≥1500MPa,其產品合格率在75%以上。
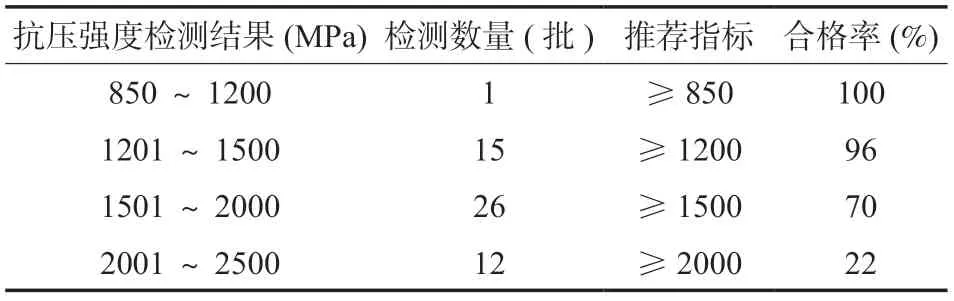
表8 抗壓強度結果及合格率統計Tab.8 Compressive strength test results and qualified rate
2.7 維氏硬度
維氏硬度在精細陶瓷硬度評價中應用較廣。本文推薦采用30kg力進行試驗,30kg力對材料表面的拋光度要求較低,產生的壓痕較清晰,同時能反映材料的深層硬度值,不受樣品拋光過程影響,數據相對穩定,并可根據產生的裂紋計算材料的斷裂韌性。如表9所示,高鋁陶瓷產品的維氏硬度檢測結果介于9.8~12.3GPa之間,明顯高于部分氧化鋁陶瓷耐磨體標準中規定的≥8.0GPa的指標要求[3],因此推薦采用維氏硬度≥10.5GPa作為耐磨氧化鋁陶瓷的驗收指標要求。排除中低鋁耐磨氧化鋁陶瓷的統計結果,產品合格率可達90%以上。
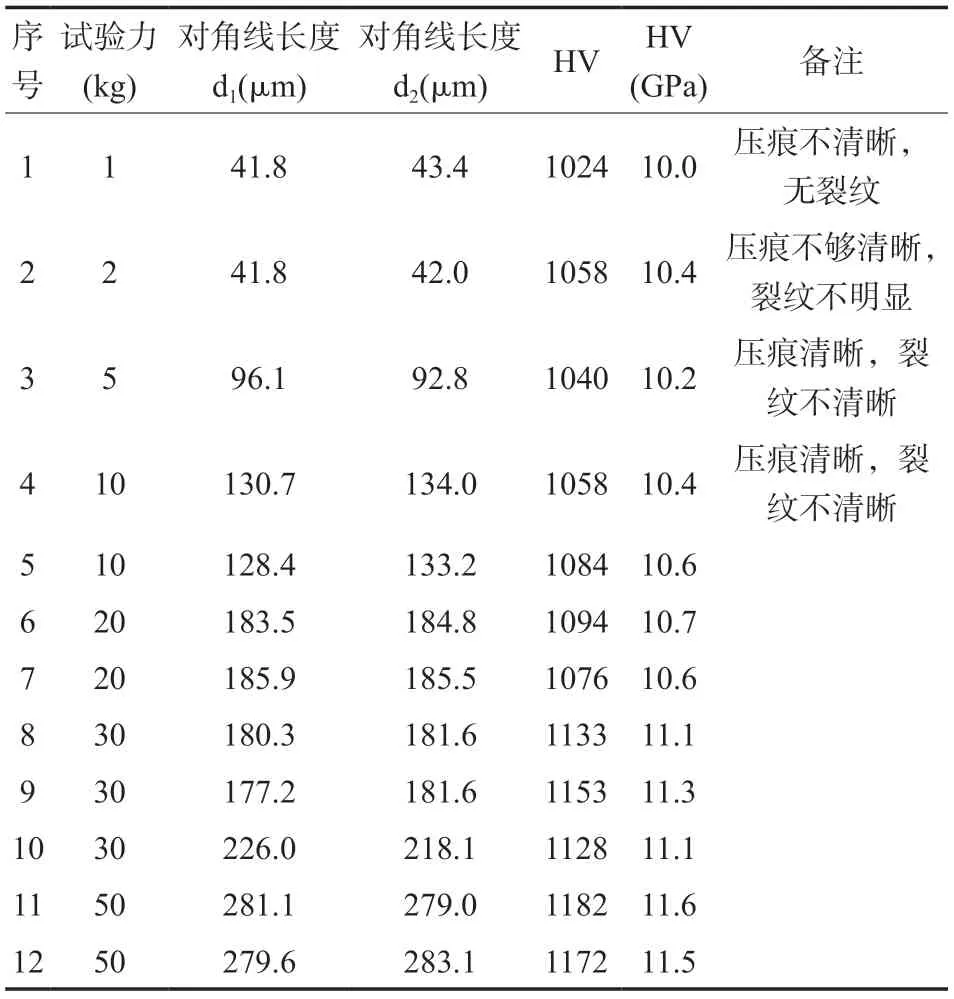
表9 維氏硬度指標對比Tab.9 Comparison of Vickers hardness indicators
2.8 斷裂韌性
斷裂韌性是反映陶瓷脆韌性的直觀指標,關系陶瓷研磨體的磨耗率、碎球率和產品使用壽命。常用檢測方法有兩種,一是GB/T 23806《精細陶瓷斷裂韌性試驗方法 單邊預裂紋梁(SEPB)》,此方法適合大尺寸陶瓷產品,檢測樣品尺寸為3mm×4mm×40mm的試條,中間預制裂紋后進行檢測,檢測結果受裂紋尺寸影響較大,且制樣難度大,根據數據統計,其檢測數據范圍在3.5~4.5MPa·m1/2之間,數值溯源復現性較差;二是微米壓痕法,此方法處于理論研究階段,由于受耐磨氧化鋁陶瓷樣品尺寸的限制及制樣難度的影響,行業部分客戶采用此方法進行檢測,但其經驗公式較多,方法不夠統一。本文根據Anstis公式選擇30kg力對耐磨氧化鋁陶瓷進行斷裂韌性測試,結果較可靠,介于3.28~3.89MPa·m1/2之間,基本符合氧化鋁陶瓷材料斷裂韌性的理論數值要求。據此本文建議采用3.5MPa·m1/2作為產品驗收指標,產品合格率可達85%。其試驗原理示意圖如圖3、圖4所示。
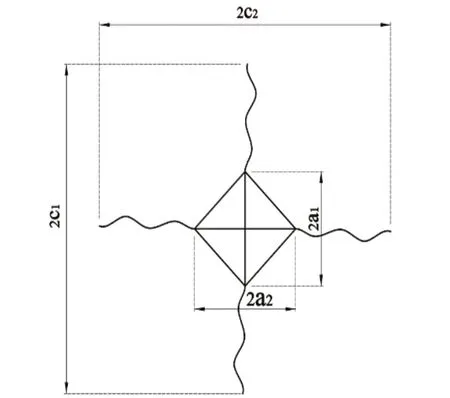
圖3 對角線長度和裂紋擴展長度測量示意圖Fig.3 Schematic diagram for measuring diagonal length and crack propagation length

圖4 維氏硬度壓痕形貌Fig.4 Vickers hardness indentation morphology
2.9 磨耗
磨耗高低直接影響陶瓷研磨體的使用壽命,且磨損過程與其力學性能(彈性模量、硬度、斷裂韌性等)、顯微結構(晶粒尺寸、孔洞、第二相、裂紋、晶界等)、工況條件(運動狀態、磨料硬度、磨機轉速等)密切相關[4]。對于陶瓷研磨體磨耗,行業普遍采用內徑200mm、內長220mm、容量約5L的聚氨酯罐或陶瓷罐,以80r/min進行試驗。本文采用4種試驗方式進行驗證:①加水自磨(JC/T 848.1-2010)、②剛玉砂-水濕磨、③剛玉砂干磨和④碳化硅砂干磨,試驗結果見表10~表13。方法①由于受試驗介質水的阻力,效率較低,試驗過程接近48h,數據較小,結果受研磨體尺寸因素影響較大,不同規格的結果可比性較差,且和陶瓷研磨體實際使用工況不符;方法②模擬濕磨行業工況,在方法①的基礎上加入1kg剛玉砂,雖然引入剛玉砂后試驗數據有所提升,但結果受研磨體尺寸因素影響較大,不同規格的結果可比性較差;方法③模擬干磨行業工況,引入剛玉砂干磨,罐體樣品5kg,P36剛玉砂通過堆積密度計算正好填充球空隙,同類研磨球磨耗差別不大,效果不明顯;方法④模擬干磨行業工況,引入碳化硅砂作研磨介質,罐體樣品5kg,P36碳化硅砂通過堆積密度計算正好填充球空隙(約1.5kg),結果顯示同一規格的不同廠家的研磨體有明顯差異,此方法能在最短時間內出具有效檢測數據,能區分不同氧化鋁陶瓷研磨體的磨耗差異,符合試驗設計的預期要求。本文取2.5‰·h-1作為干法制粉行業用研磨體的驗收指標,產品合格率達到88%。

表10 加水自磨磨耗數據及合格率統計Tab.10 Wear data and qualified rate of water added self grinding

表13 碳化硅砂干磨磨耗數據及合格率統計Tab.13 Wear data and qualified rate of silicon carbide sand dry grinding
方法①加水自磨:4kg球,4kg水,80r/min,24h。
方法②剛玉砂-水濕磨:4kg球,4kg水,2kg P80剛玉砂,80r/min,24h。
方法③剛玉砂干磨:5kg球,約1.5kg P36剛玉砂,80r/min,1h。
方法④碳化硅砂干磨:5kg球,約1.5kg P36碳化硅砂,80r/min,1h。
2.10 抗沖擊疲勞壽命
抗沖擊疲勞壽命指陶瓷研磨球抗沖擊疲勞失效時承受的沖擊次數,是反映陶瓷球抗破碎及使用壽命的關鍵指標。本試驗采用圖5原理研發陶瓷球抗沖擊疲勞壽命試驗機進行試驗,利用離心加速原理,把陶瓷球加速到8.9m/s(直徑5m磨機落差約4m)速度后拋出,撞擊碰撞板直至失效,失效前的碰撞次數反映陶瓷研磨球的抗沖擊疲勞壽命,結果見表14。結果表明,直徑<20mm的惰性瓷球、中鋁耐磨球的抗疲勞壽命在2000~8000次,遠低于同規格高鋁耐磨氧化鋁陶瓷球>12000次的技術指標,說明陶瓷球的抗沖擊疲勞壽命與直徑、鋁含量、致密度有直接關系,陶瓷球直徑越大,鋁含量和致密度越低,抗疲勞壽命越低,越不適合干法磨粉系統。當陶瓷球直徑>30mm時,陶瓷球抗沖擊疲勞壽命下降較快,這和目前水泥粉磨實際使用的研磨體規格基本一致。
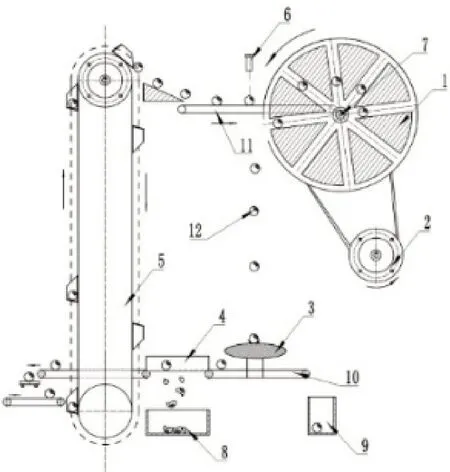
圖5 抗沖擊疲勞壽命試驗原理Fig.5 Principle of impact fatigue life test

表14 陶瓷研磨球抗沖擊疲勞壽命數據及合格率統計Tab.14 Impact fatigue life test data and qualified rate of ceramic balls
2.11 破碎率
破碎率是干法制粉用氧化鋁陶瓷研磨體的關鍵指標,是單位時間內破碎的研磨體質量占試驗前加入的研磨體的質量百分比。本試驗采用圖6原理,采用離心加速將陶瓷球加速到8.9m/s±0.05(落差約4m),甩出碰撞在陶瓷球球池中,模擬球和球的剪切、對撞過程,1h后測量破碎球占加入球的百分比,進球速度越快,碰撞次數越多,破碎率越大,同時試驗時間越長,破碎率也相對延長。本文選擇1kg/min進球速率、5kg樣本進行檢測,結果如表15所示,92及以上耐磨氧化鋁陶瓷研磨球的破碎率為0.12~1.04%·h-1。因此,取0.80%·h-1作為產品驗收指標,較符合干磨行業破碎率經驗值。
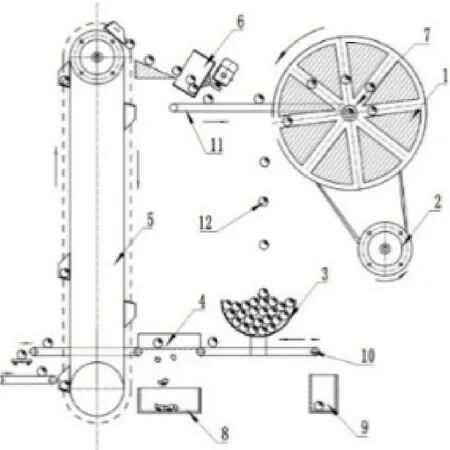
圖6 抗沖擊破碎率試驗原理Fig.6 Principle of impact crushing rate test

表15 陶瓷球抗沖擊破碎率數據及合格率統計Tab.15 Impact crushing rate test data and qualified rate of ceramic balls
2.12 堆積密度
堆積密度是將一定量的陶瓷研磨體自由填充于容器中測得的單位體積質量,其不能直接反映耐磨氧化鋁陶瓷體的質量,但能指導用戶提前計算級配比例,選擇最優級配比例,提高研磨效率。不同規格耐磨氧化鋁陶瓷的堆積密度檢測受容器直徑的影響較大。經試驗分析,同一規格的耐磨氧化鋁陶瓷,當量筒直徑達到研磨體直徑的8倍以上時,數據較穩定。因此,本文采用直徑和高度約為研磨體直徑8倍以上的、結構堅固不易變形、內表面光滑、不漏水的柱狀容器進行測量。對30批氧化鋁陶瓷研磨體的堆積密度進行檢測的結果如表16所示,陶瓷研磨體的堆積密度結果介于2.10~2.17g/cm3之間。

表16 堆積密度指標對比Tab.16 Comparison of bulk density indicators
3 結語
氧化鋁陶瓷研磨體作為重要的工程陶瓷材料,其良好的物理性能及性價比在干法制粉領域有較大的應用前景。隨著應用范圍、產量和市場份額提高,其產品性能評價由于測試方法缺失帶來的矛盾越來越突出。本文通過對氧化鋁陶瓷研磨體技術指標進行檢測和數據分析,對其產品性能做出全方位評價,總結出干法制粉用氧化鋁陶瓷研磨體的技術指標如下:Al2O3含量≥92%、體積密度≥3.60g/cm3、吸水率≤0.050%,抗壓強度≥1500MPa、維氏硬度≥10.5GPa、斷裂韌性≥3.50MPa·m1/2、干磨耗≤2.50‰·h-1、抗沖擊疲勞壽命≥12000次、破碎率≤0.80%·h-1、堆積密度2.00~2.30g/cm3。經工作驗證,本文所確定的測試參數、方法和技術指標可作為干法制粉行業驗收耐磨氧化鋁陶瓷研磨體的參考。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
現代畜牧科技(2021年9期)2021-10-13 06:38:48
裝備制造技術(2021年1期)2021-05-21 07:55:24
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
現代工業經濟和信息化(2016年6期)2016-05-17 05:36:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國衛生質量管理(2015年2期)2015-12-01 05:43:57