鋁/鋼異種金屬電弧熔釬焊研究現狀
2023-12-13 07:42:22劉愛國郭效盟
焊接 2023年11期
關鍵詞:方法
劉愛國,郭效盟
(沈陽理工大學,沈陽 110159)
0 前言
交通運輸、航空航天、船舶等行業為了減輕運載工具重量、降低燃料消耗和溫室氣體排放量,越來越多地使用鋁/鋼異種金屬復合承力結構,從而對鋁/鋼異種金屬焊接技術需求越來越旺盛。鋁合金和鋼的熔點、熱導率、比熱容及熱膨脹系數等熱物理參數相差極大,而且室溫下鐵在鋁中的溶解度極低,易反應生成多種高硬度金屬間化合物(Intermetallic compounds,IMCs),使鋁/鋼的焊接一直是焊接領域的一大難題。控制接頭界面處IMCs 的生成及其尺度,是成功進行鋁/鋼焊接的關鍵。
國內外研究工作者采用多種方法成功實現了鋁/鋼的連接。文獻中較多見的連接方法大體可以分為5 類:①機械連接方法,包括自沖鉚接、熱熔自攻絲等[1-2];②固相焊方法,包括攪拌摩擦焊[3-4]、擴散焊、超聲焊等;③熔化焊方法,包括激光焊[5]、電弧焊[6]等;④電阻點焊;⑤釬焊[7-9]。機械連接方法盡管不會在界面產生IMCs,但會帶來附加重量,對結構減重不利;固相焊方法焊接時母材不熔化,可以很好地控制界面IMCs 的生成,但對接頭形狀適應性較差,不適合焊接復雜形狀的接頭,而且需要特殊工具,設備也相對比較昂貴[10];釬焊很難獲得高強度的焊接接頭;電阻點焊效率高、易于自動化,但由于鋁合金和鋼的電阻率、熱導率差異很大,容易導致因熱不平衡而出現熔核偏析現象;激光焊熱輸入控制精確,可以有效控制界面IMCs 的生長,近年來被廣泛應用于鋁/鋼異種金屬焊接研究[11]。但激光設備價格昂貴、鋁合金對激光的強烈反射導致能量利用率低等一系列問題的存在,使其應用受到了一定的限制[12]。
盡管采用電弧焊方法焊接鋁/鋼異種金屬就不得不面對界面處產生的IMCs,但電弧焊方法具有成本低、效率高、操作靈活、應用廣泛的特點,在鋁/鋼焊接研究領域的應用一直受到國內外研究工作者的廣泛關注。除了借助爆炸焊制備的復合結構作為過渡段實現熔化焊外[13],要實現鋁/鋼的直接電弧熔化焊幾乎是不可行的。廣泛采取的方法是對鋁/鋼接頭進行電弧熔釬焊。該文將對鋁/鋼電弧熔釬焊的研究現狀進行綜述。
1 鋁/鋼電弧熔釬焊方法
所謂電弧熔釬焊,就是在采用電弧對異種金屬進行焊接時,高熔點金屬母材不熔化,低熔點金屬,包括填充金屬和母材,熔化并鋪展在高熔點母材金屬表面,形成釬焊接頭;焊縫和低熔點金屬母材之間形成熔化焊連接[14]。典型的鋁/鋼電弧熔釬焊搭接接頭如圖1[15]所示。電弧熔釬焊可以采用的電弧焊方法包括鎢極氬弧焊(Tungsten inert-gas arc welding,TIG)、熔化極氬弧焊(Metal inert-gas arc welding,MIG)、TIGMIG 雙面電弧焊、激光-電弧復合焊等多種方法。
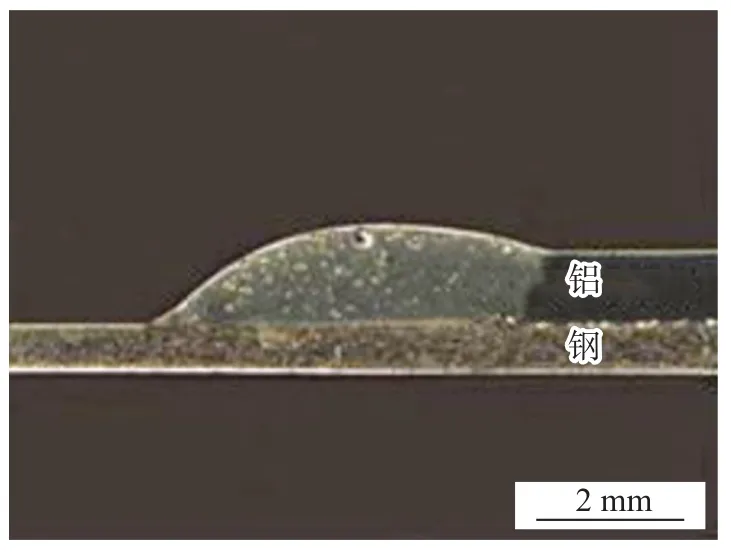
圖1 典型的鋁/鋼電弧熔釬焊搭接接頭[15]
1.1 鋁/鋼TIG 電弧熔釬焊
前已述及,控制接頭界面處IMCs 的生成及其尺度,是成功進行鋁/鋼焊接的關鍵,而嚴格控制熱輸入,是控制IMCs 的生成及其尺度的關鍵。
TIG 焊在小電流焊接時電弧仍然非常穩定,是一種公認的低熱輸入電弧焊方法,特別是冷絲TIG 焊的熱輸入很容易控制,非常適合于鋁/鋼的熔釬焊。焊接鋁合金時,需要利用陰極霧化作用清除母材表面的氧化膜,因此,鋁/鋼TIG 熔釬焊只能使用交流TIG焊方法。Kumar 等學者[16]采用不同波形的交流TIG焊接了AA6061-T6 鋁合金和鍍鋅鋼,研究了電流波形對電弧行為、溫度分布、接頭形狀、IMCs 形成的影響。結果表明:三角波的焊接熱循環峰值溫度最高,正弦波的最低;設定電流一定時,潤濕距離按正弦波、矩形波、方波、三角波的順序增大,而焊道高度則相應減小;正弦波產生的IMCs 厚度最小,而三角波的最大。
1.2 鋁/鋼MIG 電弧熔釬焊
采用MIG 方法進行鋁/鋼熔釬焊則無需考慮交直流的問題。MIG 的優勢是焊接效率高,但和高效率相伴隨的高熱輸入卻非常不利于鋁/鋼的熔釬焊。Sachin 等學者[17]用MIG 焊接了A5086 鋁合金和IS2062不銹鋼,所用焊絲分別為ER5356 鋁合金焊絲和ER 308LSi 不銹鋼焊絲。結果發現:焊縫中出現了未熔合、氣孔等缺陷。
和直流MIG 焊相比,脈沖MIG 焊在控制熱輸入方面更有優勢,而短路過渡方式,可以使熱輸入更低。Das 等學者[18]采用短路過渡脈沖MIG 方法成功焊接了AA5754 鋁合金和熱浸鋅鋼板,接頭形式為搭接,焊絲采用的是AA4043 鋁合金焊絲,接頭強度達到了208 MPa。
采用同樣焊接工藝參數的交流脈沖MIG 比直流脈沖MIG 熔池溫度更低,接頭中IMCs 厚度更小,接頭強度更高。Su 等學者[19]采用交流雙脈沖MIG 焊接了5052 鋁合金和鍍鋅鋼板,接頭形式為搭接,焊絲為4047 鋁硅合金焊絲。結果發現:斷裂發生在鋁合金母材上,或者焊縫上,斷裂強度為201 MPa;而直流脈沖MIG 接頭斷裂發生在IMCs 層上,斷裂強度為115 MPa。
短路過渡的確是降低MIG 熱輸入的有效途徑,但短路過程中產生的飛濺會嚴重影響電弧的穩定性和接頭質量。福尼斯公司開發的冷金屬過渡(Cold metal transfer,CMT)焊方法是一種無飛濺短路過渡MIG 方法,通過在短路瞬間切斷電源電壓輸出、靠送絲機構回抽完成熔滴過渡的方式,成功實現了無飛濺短路過渡MIG,被認為是鋁/鋼電弧熔釬焊的理想方法[20-23]。
1.3 鋁/鋼雙面電弧熔釬焊
傳統的熔釬焊是一種單面焊工藝,背面鋪展成形所需熱量需要靠熱傳導從正面傳過去,效率很低,當板厚增大時問題更加嚴重。而且背面缺少惰性氣體的保護,而鋁在高溫下非常容易氧化,因此熔釬焊單面焊雙面成形非常困難,導致大多數鋁/鋼焊接研究采用的都是搭接接頭。但在實際工程應用中對接接頭才是更常用的接頭形式。
為此,Zhang 等學者[24]和Ye 等學者[25]提出了采用MIG-TIG 雙面電弧焊方法焊接了5052 鋁合金和Q235 鋼板,其系統結構框圖如圖2[25]所示。焊接時,MIG 焊槍位于工件正面,TIG 焊槍位于工件背面。2把焊槍分別由獨立的電源供電,同步焊接。由于工件兩面被電弧同時加熱,背面成形不再依賴熱傳導過來的熱量實現,其熱輸入可以比傳統的MIG 更低。而且背面有氬氣保護,鋁合金潤濕鋪展更好,焊縫成形更好。
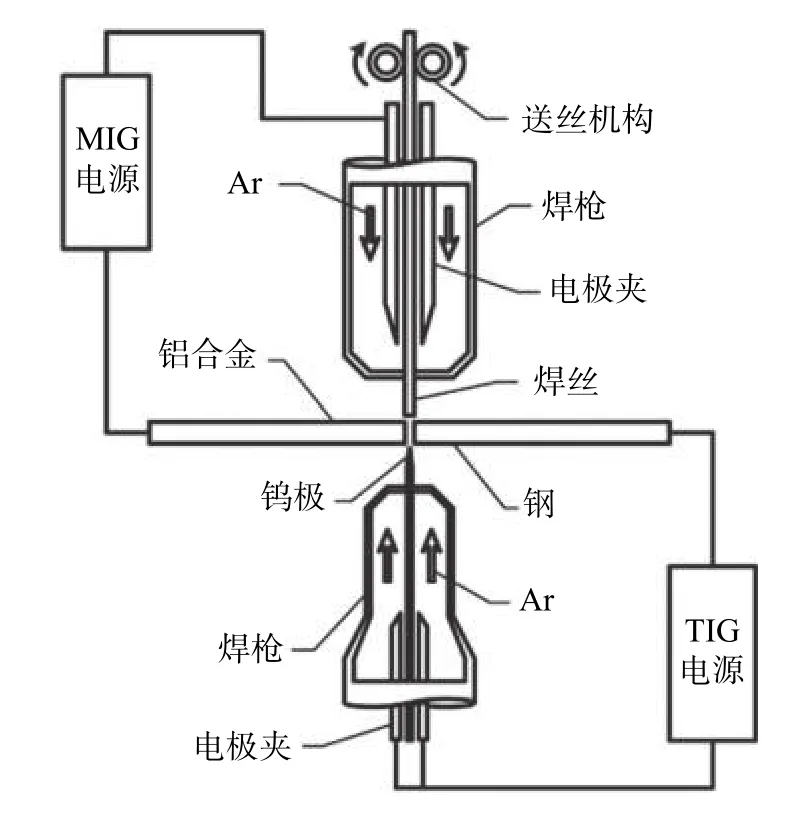
圖2 鋁/鋼MIG-TIG 雙面電弧焊系統結構框圖[25]
1.4 鋁/鋼激光-電弧復合熔釬焊
激光-電弧復合熱源可以充分發揮激光熱源能量密度高、熱輸入控制精確的優點,又可以克服其設備昂貴、對裝配精度要求高及鋁合金對激光反射強等缺點,是一種高效、高質量的焊接方法。趙昕等學者[26]采用激光-CMT 復合熱源焊接了6A01-T5 鋁合金和SU 301L-DLT 不銹鋼板,接頭形式為對接,焊絲為ER2319鋁銅焊絲。結果表明:提高激光功率、增大送絲速度或降低焊接速度均可提高鋁在鋼側的潤濕鋪展效果,接頭的平均抗拉強度約為164.9 MPa,可以達到鋁合金母材的67.3%。
2 鋁/鋼電弧熔釬焊焊接性
采用電弧熔釬焊可以實現鋁/鋼的焊接,但鋁/鋼電弧熔釬焊焊接性是不好的。鋁/鋼電弧熔釬焊接頭的焊接性問題包括接頭強度、裂紋、氣孔、變形等多個方面。導致鋁/鋼電弧熔釬焊接頭出現質量問題的主要影響因素包括:鋁和鋼的熔點、熱導率、比熱容、熱膨脹系數差異巨大;液態鋁對鋼的潤濕性很差;鐵在鋁中的溶解度極小,會形成多種FexAly型脆性IMCs 等。其中界面處生成脆性IMCs 是公認的最主要問題。
鐵鋁相圖如圖3[1]所示。平衡狀態下可能形成的FexAly型IMCs 主要有FeAl3,Fe2Al5,FeAl2,Fe2Al3,FeAl,Fe3Al 等。FexAly型IMCs 形成的自由能按如下順序排列[16]:
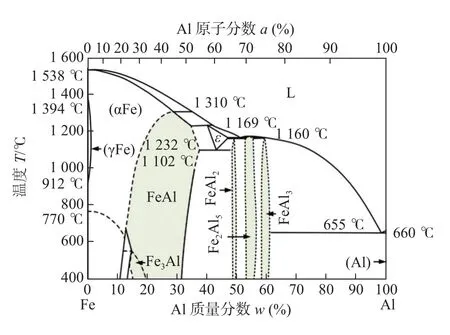
圖3 鐵鋁相圖[1]
富鋁的FeAl3和Fe2Al5形成自由能低,是在鋁/鋼電弧熔釬焊接頭中最常見到的IMCs[27-28]。這2 種富鋁的IMCs 比富鐵的IMCs(FeAl2,Fe2Al3,FeAl,Fe3Al)脆性更大,對接頭性能危害更大。特別是Fe2Al5,其晶體結構比較特殊,在c軸方向上大約有30%的空位,生長更快且形狀不規則,導致接頭性能嚴重下降。
當采用鋁硅焊絲進行焊接時,硅會取代部分鋁原子,從而形成Fe(Al,Si)3,Fe2(Al,Si)5[29],Al7.2Fe2Si 等 三元IMCs。
IMCs 層是受擴散控制的過程的結果,其厚度l可以按如式(2)計算[30]:
式中:K0為常數;Q為形成IMCs 的最小能量;R為氣體常數;T為絕對溫度;t為擴散時間。從式(2)可知:決定IMCs 厚度的是焊接時的溫度和高溫停留時間。焊接溫度越低、高溫停留時間越短,IMCs 的厚度越小。而焊接熱輸入是決定焊接溫度和高溫停留時間的最關鍵因素。要減小IMCs 的厚度,最根本的措施就是盡量減小焊接熱輸入。
影響IMCs 形成的另一個重要因素是熔融金屬中所含的合金元素。Su 等學者[30]采用純鋁、Al-5Si,Al-12Si,Al-4.5Mg 焊絲焊接了5052 鋁合金和鍍鋅鋼板,結果發現:Mg 元素無法阻止IMCs 層的生長,而Si 溶解到IMCs 中可以阻礙Al 原子的擴散,減小IMCs層厚度,提高接頭的力學性能。
關于FexAly類IMCs 層厚度對接頭強度的影響,文獻上有很多不一致甚至相互矛盾的結果[31]。比較一致的看法是,當IMCs 層厚度小于10 μm 時,對接頭強度基本沒有不利影響;當厚度小于2 μm 時,甚至對接頭強度有提升作用;而厚度大于10 μm 以后,接頭強度會大幅下降[6,10]。控制IMCs 厚度是鋁/鋼焊接研究的一個非常重要的內容。
3 控制IMCs 的方法
界面處形成的IMCs 是導致鋁/鋼電弧熔釬焊接頭質量問題的最主要原因,提高接頭性能的主要途徑就是控制IMCs 的生長,包括減小IMCs 層的厚度和改變IMCs 的形態。減小IMCs 厚度的方法包括:減小焊接熱輸入、降低熱源能量密度、添加具有抑制IMCs 生長的合金元素、采用中間層等。
MIG 方法焊接時一般熔滴過渡方式為射流過渡,焊接電流較大,熱輸入較高。采用脈沖MIG 焊是降低熱輸入的一個方法。Yagati 等學者[32]采用脈沖MIG 進行的鋁/鋼熔釬焊,結果表明:IMCs 厚度可以控制到1.5~4.0 μm 范圍內。交流雙脈沖MIG 焊降低熱輸入的效果更好。Su 等學者[18]采用交流雙脈沖MIG 焊接的鋁/鋼熔釬焊接頭中IMCs 厚度為2~3 μm,而對照組中采用直流脈沖MIG 焊接的鋁/鋼熔釬焊接頭中IMCs 厚度為6 μm 左右。
要減小MIG 焊的熱輸入,就需要采用短路過渡方式而不是射流過渡方式進行焊接。Das 等學者[18]采用短路過渡脈沖MIG 焊接了AA5754 鋁合金和鍍鋅鋼板,成功將IMCs 厚度控制在了0.68~6.10 μm 范圍內。Zhang 等學者[15]采用CMT 焊接1060 純鋁和熱浸鋅鋼板,將IMCs 厚度控制到了4 μm。Madhavan等學者[22]則將CMT 熔釬焊的鋁/鋼接頭IMCs 厚度控制到了1.5 μm 以下。
TIG 可以用很小的焊接電流進行焊接,比MIG 更容易控制對工件的熱輸入。Kumar 等學者[16]采用不同波形交流TIG 焊接了AA6061-T6 鋁合金和鍍鋅鋼,發現三角波焊出的接頭IMCs 厚度最大,為7.3 μm,而正弦波焊出的接頭IMCs 厚度最小,為3.1 μm。Hasanniah等學者[10]采用脈沖TIG 焊焊接鋁鎂合金和帶有鋁覆層的鋼板,成功將IMCs 厚度控制到了2.5 μm 以下。
Ye 等學者[25]采用MIG-TIG 雙面電弧焊方法焊接5052 鋁合金和Q235 鋼板對接接頭的試驗結果表明:由于雙電弧的加熱作用,而且背面有氣體保護,使得MIG-TIG 雙面電弧焊的熱輸入比傳統的MIG 更低,接頭中形成的IMCs 最大厚度僅有2.03 μm,而傳統的MIG 接頭中的IMCs 厚度為4.20 μm,而且其中有裂紋。雙面電弧焊對接接頭的抗拉強度達到了148.1 MPa,為傳統MIG 接頭的2.5 倍。
IMCs 的生長受溫度控制,增大母材上熱源的覆蓋面積,可以降低能量密度,從而降低熔池的峰值溫度。Kumar 等學者[29]提出了采用焊槍擺動增大加熱面積的方法焊接鋁/鋼接頭。母材為AA6061-T6 鋁合金和鍍鋅鋼板,填絲為AA4043 焊絲,焊接方法為交流TIG。電弧擺動降低了熱源能量密度,減小了IMCs 的厚度。焊絲的擺動還增大了潤濕鋪展的尺度,使焊道更加平滑均勻。
Si 和Zn 是鋁/鋼焊接中研究最廣泛的元素,因為它們可以抑制Fe2Al5的形成和長大,而且是很多商品化焊材的組成元素。Zn 能夠降低反應層的脆性,顯著提高接頭力學性能[1]。Su 等學者[30]焊接5052 鋁合金和鍍鋅鋼板的研究,結果表明:由于鎂元素沒有阻礙鋁原子擴散的作用,采用Al-4.5Mg 焊絲的接頭和采用純鋁焊絲的接頭中生成的IMCs 厚度都比較大,最大厚度達到了30 μm。而溶解到IMCs 中的硅元素可以阻礙鋁原子的擴散,從而減小IMCs 的厚度,采用Al-5Si 焊絲的接頭中IMCs 的厚度大約為7 μm,采用Al-12Si 焊絲的接頭中IMCs 的厚度只有4 μm。
采用中間層可以有效減少鋁鐵的直接接觸,減緩鋁鐵之間的反應,從而在相同的熱輸入下減小IMCs的厚度。常用的中間層材料包括鋅、鋁、銅等。在鋁和鋼之間加入鋅中間層有助于增強熔融金屬的潤濕性,還能降低IMC 的厚度,因此,大量的鋁/鋼熔釬焊研究使用的都是鍍鋅鋼板[30]。但鋅的熔點、沸點很低,鋅的蒸發會導致焊縫中產生氣孔[33-34]。為解決這一問題,Hasanniah 等學者[31]采用冷軋焊的方法在St-12 鋼表面制備了Al-1050 覆層,采用TIG 進行了帶鋁覆層的St-12 鋼板和Al-5052 鋁合金的焊接,接頭形式為搭接,填絲采用的是Al-Si 焊絲。結果顯示,鋁覆層顯著減小了IMCs 層的厚度,使其下降到了4 μm 以下,接頭剪切強度則達到了197 MPa。
Wu 等學者[35]采用等離子弧焊方法焊接了DP1180超高強鋼和5A06 鋁合金,焊接時采用了銅中間層,接頭結構如圖4[35]所示。混合接頭由銅側的銅/鋼熔焊接頭、未熔化的銅、液相擴散反應形成的銅鋁界面層構成。銅形成了鋁鐵之間的擴散屏障,防止了鐵鋁IMCs 的形成。銅鋁界面處形成了銅鋁IMCs,但其脆性比鐵鋁IMCs 的要小,從而使接頭性能獲得了提高。
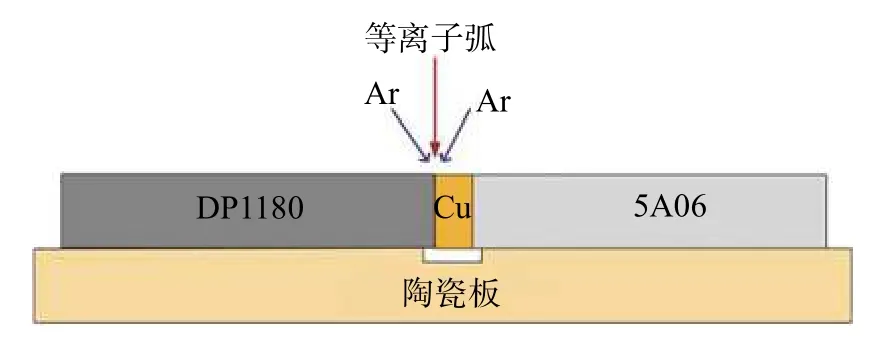
圖4 帶銅中間層的鋁/鋼等離子弧焊接頭結構示意圖[35]
彭聰等學者[36]研究了用激光-MIG 復合焊焊接304 不銹鋼和5052 鋁合金搭接接頭時,添加Cu 及Ni薄片作為中間層對接頭性能的影響。結果表明:在添加銅或鎳中間層后,會形成Al-Cu 化合物或Al-Ni化合物,減少了Fe-Al 化合物的產生。化層厚度分別降低75.00% 和87.50%,平均硬度分別降低9.60%和4.60%。
Xu 等學者[37]研究了Ni 中間層厚度對鋁/鋼激光焊搭接接頭性能的影響,發現中間層厚度從0 μm 增加到50 μm 過程中,熔深先增大再減小,在中間層厚度為20 μm 時達到最大,接頭剪切拉力也達到最大,比未添加中間層的接頭提高了92%。
為了改變IMCs 沿結合界面平行分布的特征,Cong 等學者[28]在采用TIG 焊填加Zn15%Al 焊絲焊接對接的5052 鋁合金和Q235 鋼板時,在焊槍后方10 mm處放置了一個同步移動的鉆頭,在焊接時,對熔池進行攪拌,試驗原理如圖5[28]所示。結果表明:連續的片層狀IMCs 被破碎,界面抗剪強度得到了提高,高達182 MPa。
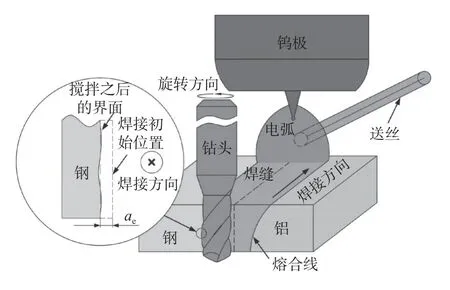
圖5 攪拌輔助焊接原理示意圖[28]
石玗等學者[38]采用小功率激光對鋼板表面進行了毛化處理,隨后進行了鋁/鋼的TIG 熔釬焊,接頭形式為搭接。鋼板表面經毛化處理后,鋼側界面由平直變為凹槽狀彎曲,IMCs 由沿界面均勻連續分布變為凹槽內數量較多的非均勻分布,使接頭強度得到了提高。
4 改善潤濕性和鋪展性的方法
改善鋁在鋼表面潤濕性和鋪展性的方法主要有:采用鍍層/覆層、采用釬劑、采用輔助磁場、進行預熱或輔助加熱等。
為研究鋼的表面狀態對鋁/鋼熔釬焊接頭質量的影響,Yagati 等學者[32]采用脈沖MIG 工藝分別在無鍍層鋼板、鍍鋅鋼板、熱浸鋅鋼板表面上搭接焊了A6061-T6 鋁合金板。結果表明:鋁在鍍鋅鋼板上的潤濕和鋪展最好,接頭強度也最高;熱浸鋅鋼板次之;無鍍層鋼板最差。
Qin 等學者[39]在采用MIG 焊接5052 鋁合金和鍍鋅鋼板對接接頭時,采用了一種由73.6% KAlF4+18.4%K3AlF6+8% K2SiF6(質量分數)組成的釬劑,覆蓋在熔池表面的釬劑減弱了鋅的揮發,并和鋅一起促進了填充金屬的鋪展,從而使接頭強度得到了提高。
Dong 等學者[40-41]采用鋅基帶釬劑的藥芯焊絲焊接了5A02-H34 鋁合金和無鍍層的Q235B 碳鋼板。焊劑顯著提高了熔融金屬在鋼板上的潤濕性。生成的IMCs 的厚度約為15 μm,搭接接頭抗拉強度達到111 MPa。在對接接頭中,預留1.5 mm 寬的間隙可以很好地促進液態金屬的潤濕,改善焊縫成形,提高接頭強度,不留間隙會導致潤濕惡化,鋼板側面和背面成形不良。
為了提高鋁在鋼表面的鋪展性,Wang 等學者[14]采用MIG 搭接焊的5052 鋁合金和鍍鋅鋼板時施加了焊接方向的外加交變磁場,試驗裝置如圖6[14]所示。磁場產生了垂直于焊接方向的電磁力,使電弧和熔滴在熔寬方向上產生擺動,增大了液態金屬的鋪展性,提高了接頭強度。在焊接方向施加磁場克服了施加軸向磁場導致的波浪狀焊道問題[42-43]。
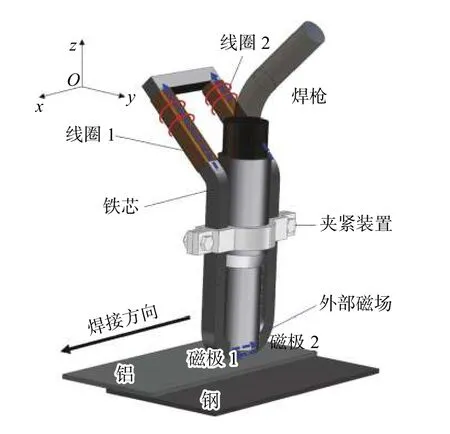
圖6 電磁場輔助MIG 焊裝置示意圖[14]
Ye 等學者[44-45]提出了一種高頻電協同電弧焊方法(High frequency electric cooperated arc welding,HFAW)用于鋁/鋼的熔釬焊。HFAW 方法原理如圖7[46]所示。在MIG 焊槍前部坡口兩側各設置一個電極,和MIG焊槍同步移動。2 個電極和高頻電源相連,高頻電流從一個電極出發,經熔池到另一個電極形成回路。焊接時,母材先被高頻電流預熱,在熔滴到達母材前,焊劑首先熔化、活化,使填充金屬的鋪展性、潤濕性得到極大提高,而且趨膚效應和鄰近效應使整個坡口加熱更均勻,使背面成形更好[45]。
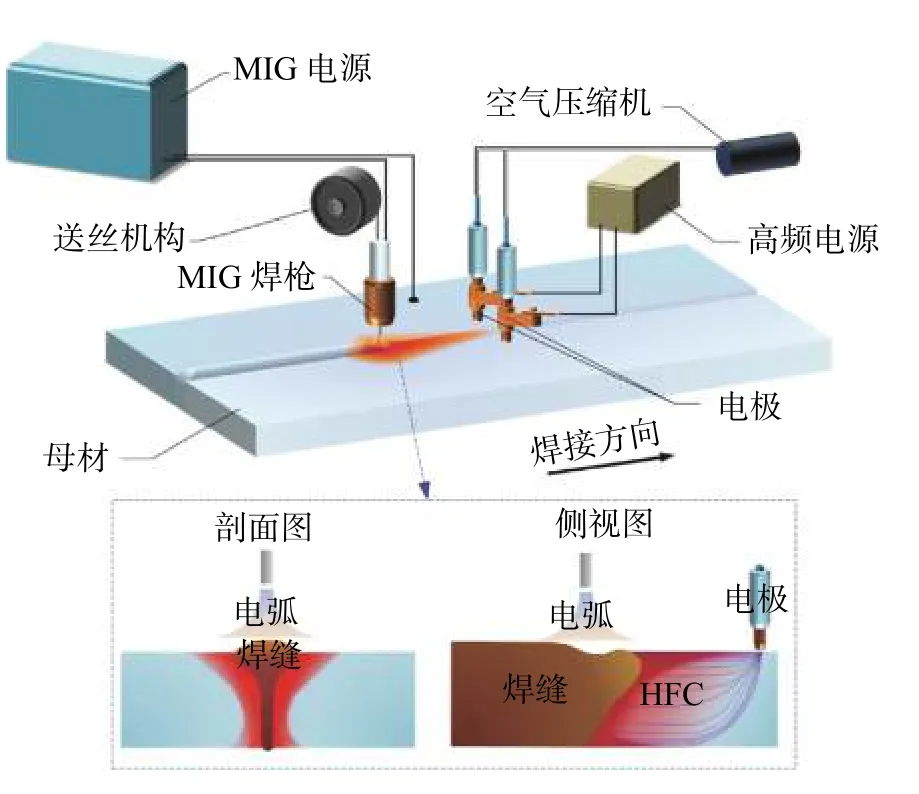
圖7 HFAW 方法原理[46]
Zhang 等學者[27]在進行7005 鋁合金和321 不銹鋼MIG 熔釬焊時,采用TIG 電弧對不銹鋼板進行輔助加熱,以提高熔融金屬的鋪展性。試驗裝置如圖8[27]所示。TIG 輔助電弧距離MIG 電弧35 mm,同步移動。填絲為1100 純鋁焊絲。TIG 電弧改善了鋁的潤濕性,使其在鋼的上表面、端面和背面全部鋪展開。而且IMCs 中Cr,Ni 元素的含量增加,提高了IMCs 層的性能。帶TIG 輔助電弧加熱焊出的對接接頭抗拉強度為146.7 MPa,遠高于沒有輔助加熱的接頭的96.7 MPa。
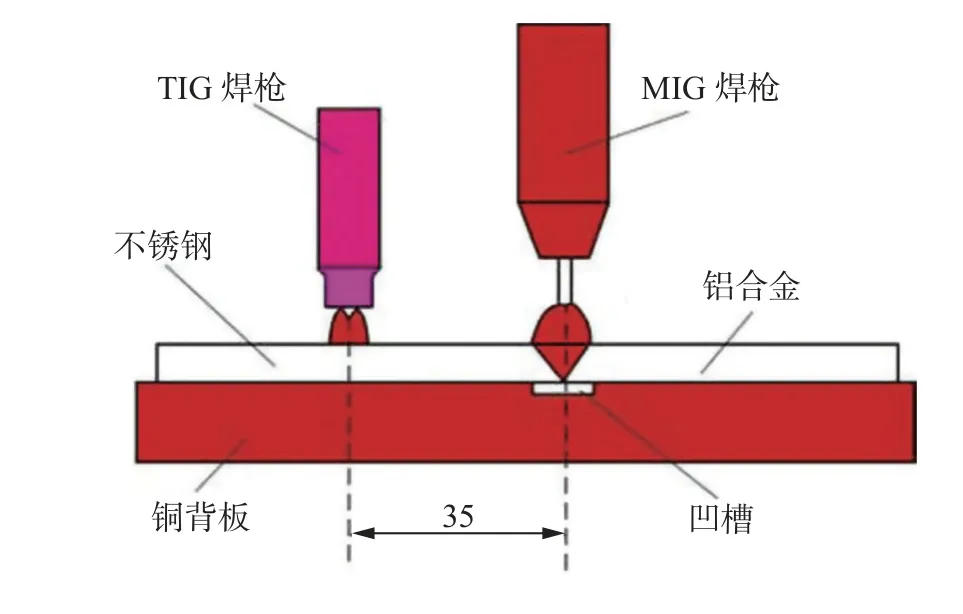
圖8 TIG 輔助電弧加熱鋁/鋼焊接裝置示意圖[27]
Qin 等學者[47]在MIG 熔釬焊6013-T4 鋁合金和鍍鋅鋼板時,采用大光斑Nd:YAG 激光進行輔助加熱,試驗裝置如圖9[47]所示。接頭形式為搭接,填絲為ER4043 焊絲。大光斑激光在MIG 焊槍前對鍍鋅鋼板進行預熱,以提高熔融鋁的鋪展性。結果表明:隨著焊接電流和激光功率的增加,接頭抗拉強度增大到一個最大值后下降。最大可達到247.3 MPa。IMCs層厚度可控制在2~4 μm。
圖9 激光+MIG 復合焊裝置圖[47]
5 結束語
鋁/鋼焊接既是焊接領域的熱點,也是焊接領域的難點,鋁/鋼電弧熔釬焊是其全面走向工程應用最具希望的幾種焊接方法之一。多年來焊接領域的研究工作者在鋁/鋼電弧熔釬焊研究上付出了艱辛的努力,取得了巨大的成就。在IMCs 控制方面,探索出了包括減小焊接熱輸入、降低熱源能量密度、添加具有抑制IMCs 生長的合金元素、采用中間層等多條技術路線;在鋪展和潤濕性改善方面,提出了采用鍍層/覆層、采用釬劑、采用輔助磁場、預熱或輔助加熱等多種方法,使鋁/鋼焊接接頭性能得到不斷的提高。但是,鋁/鋼電弧熔釬焊還有許多問題需要解決,例如厚大工件的熔釬焊問題,對接接頭熔釬焊的背面成形問題,熔釬焊的效率問題,無鍍層鋼板的無釬劑熔釬焊問題等等,還需要焊接研究工作者不斷去攻克。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56