尼龍閉氣環尺寸修復裝置的設計研究
2023-12-14 12:57:48張新停段戰軍王昭晨張福德豆亞鋒張文博李朝輝安會軍彭永剛
新技術新工藝 2023年11期
張新停,段戰軍,王昭晨,張福德,豆亞鋒,張文博,李朝輝,安會軍,李 凱,彭永剛
(西北工業集團,陜西 西安 710043)
尼龍閉氣環是某型號炮彈產品中的重要組成部件,在產品使用過程中起閉氣和定心作用,可以減小產品與炮膛間的摩擦,提高產品發射時的初速度,增加射程,提高射擊密集度[1]。然而,受環境濕度等各種因素的影響,該產品在存貯期間出現了一些尼龍閉氣環脹大、尺寸超差的現象,影響產品正常使用。在進行產品售后保障過程中,無論是將該產品進行返廠維修還是報廢,都會給企業和國家造成很大的經濟損失。為解決這一產品售后問題,減少經濟損失,根據現場使用條件設計了一種手動式修復裝置。
1 設計方案
閉氣環尺寸超差產品(見圖1)在進行修復時,為了保證產品的使用性能,要求修復過程中不能影響閉氣環外圓表面與基體的同軸度,同時要考慮產品裝卸的方便性以及使用現場不能帶電作業的現實情況。為此,在設計過程中,主要以機械手動操作為主,提出了以彈簧夾管為夾緊方式,以軸承帶動刀盤旋轉的設計方案。
該裝置主要由4個部分組成,分別為定位夾緊機構、頂出機構、刀臺機構和底座機構。結構關系如圖2所示。
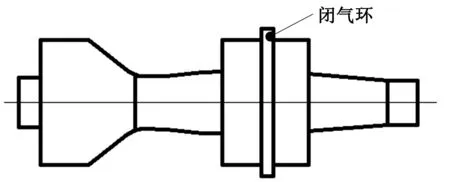
圖1 閉氣環尺寸超差產品圖

圖2 修復裝置結構圖
定位夾緊機構采用彈簧夾管自定心的夾緊方式[2],用于對產品進行夾緊、定位;旋轉機構采用滾針軸承方式帶動刀臺機構進行旋轉運動,實現刀具的切削運動;頂出機構采用蝸輪蝸桿和絲桿螺母副原理實現對產品的裝入與頂出功能;刀臺機構采用專用的刀具結構設計和進給量調整設計結構,滿足產品不同超差量的尺寸修復要求;底座機構用于對整個裝置進行固定和保護,滿足不同使用場所的放置需要。
該裝置使用時,將待修復產品放置在定位夾緊機構[3]中,通過螺旋力對產品進行夾緊。采用人工手搖方式控制刀臺機構的旋轉運動以及刀具的進給量,完成對產品尺寸超差量的切削功能。修復完成后,夾緊機構放松產品,通過頂出機構將產品頂出修復裝置。
2 刀臺機構設計
刀臺機構包括刀具和刀臺,用于對夾緊后的產品進行尺寸修復,安裝固定在旋轉機構的頂部。
2.1 刀具的設計
由于閉氣環材料為尼龍[4],切削抗力較小,對刀具的耐磨性要求不高,因此,切削刀具設計時材料[5]選用高速工具鋼W18C4V,結構上采用大刀具前后角設計,后角利于切入,大刀具前角保證切削過程鋒利。在手動切削情況下,尼龍卷屑寬度、厚度均勻,切屑厚度最薄僅為0.01 mm,最厚為1.5 mm。根據主切削力公式[6],加入材料的調節系數,計算出主切削力為:
Fc=mCFcapxFcfryFcvcnFcKFc
(1)
式中,m是調節系數,取結構鋼切削力的1/7~1/6;CFc是工況系數;ap是吃刀深度;xFc是吃刀深度調節指數;fr是進給量;yFc是進給量調節指數;vc是切削速度;nFc是切削速度調節指數;KFc是修正系數。按照切槽方式原理,查表可知:CFc=2 160,xFc=1.0,yFc=1.0,nFc=0,KFc=1.0,m=1/6。
當閉氣環寬度為10 mm時,ap=10 mm。f取最大進給量0.3 mm/r,修復直徑為150 mm,手動切削平均轉速為n=15 r/min,則
vc=πdn/1 000
=3.14×150×15/1 000
=7.07 (m/min)
取nFc=0,KFc=1.0,計算得:
Fc=mCFcapxFcfryFcvcnFcKFc
=1/6×2 160×101.0×0.31.0×7.070×1.0
=1 080 (N)
2.2 結構設計
刀臺機構[7](見圖3)由螺桿、手輪、刀臺墊、刀臺、刀桿和刀片6部分組成。其中,刀桿的左端與刀片相連,右端與螺桿相連;螺桿的桿身通過螺紋穿過刀臺墊裝在刀臺內,另一端安裝有手輪;刀臺墊的右端與刀臺配鉆后用銷釘相連,外徑微小于手輪外徑。刀臺固定在旋轉機構的旋轉套端面上。刀桿的燕尾形刀槽用螺釘將刀片固定在60°燕尾槽內,使刀片受力后緊貼于60°燕尾形刀槽面內。
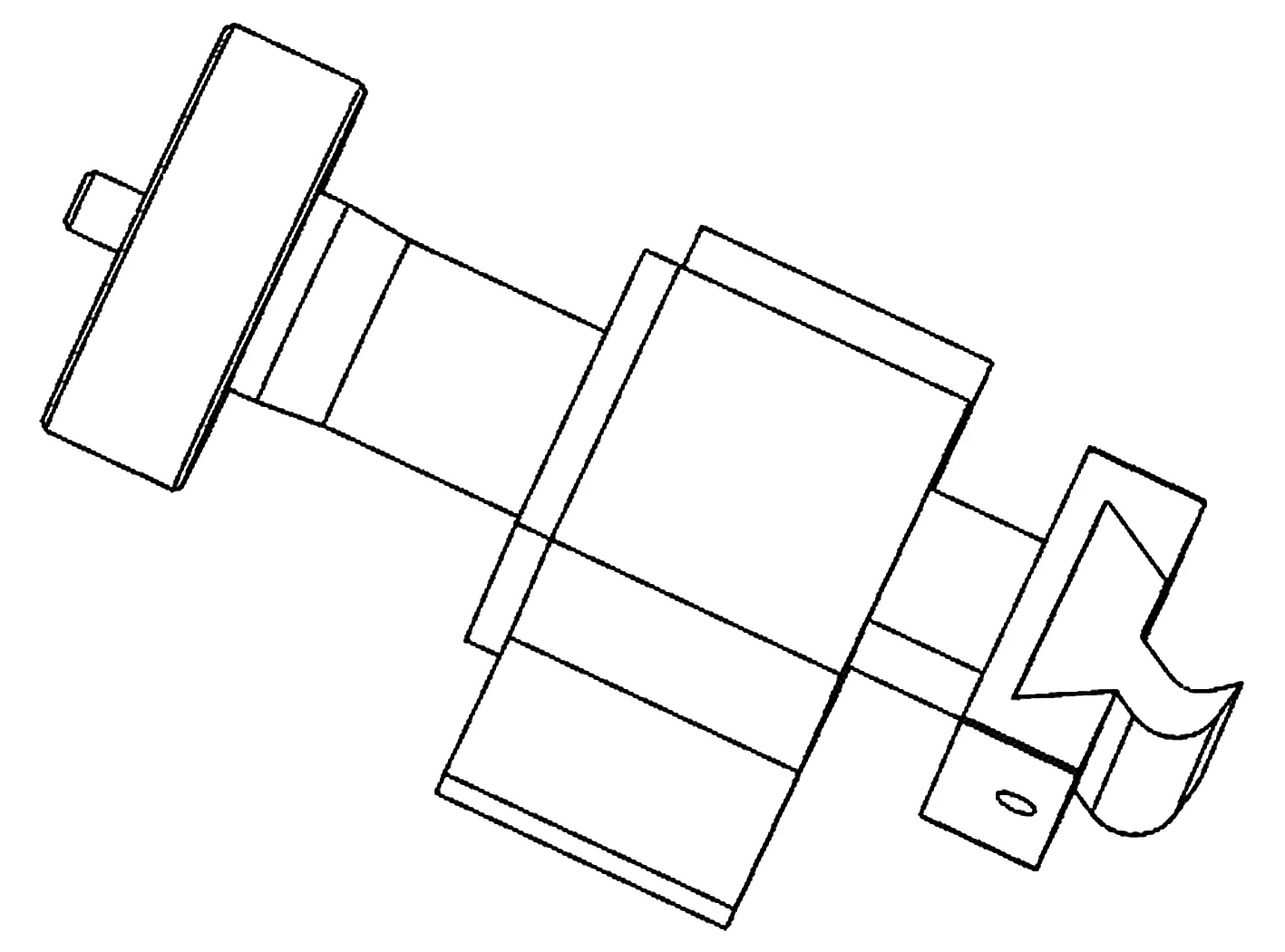
圖3 刀臺機構結構圖
通過螺釘將刀臺固定在旋轉機構上,使用時手輪旋轉帶動螺桿轉動,從而推動刀桿和刀片前后移動對閉氣環進行切削。同時手輪上標有刻度值,調整刻度確定進給量。
3 定位夾緊機構設計
定位夾緊機構用于對產品進行定位和夾緊,固定在底座機構上,結構如圖4所示。該機構包括中空圓筒、夾管、推動螺圈和螺蓋手輪,通過轉動螺蓋手輪帶動推動螺圈上下移動,推動螺圈下端連接擋板形成徑向環形槽,夾管的徑向連接有擋銷,與該環形槽緊密配合,推動螺圈上下移動帶動夾管上下移動,在夾管錐面的作用下實現夾管的松開和夾緊。
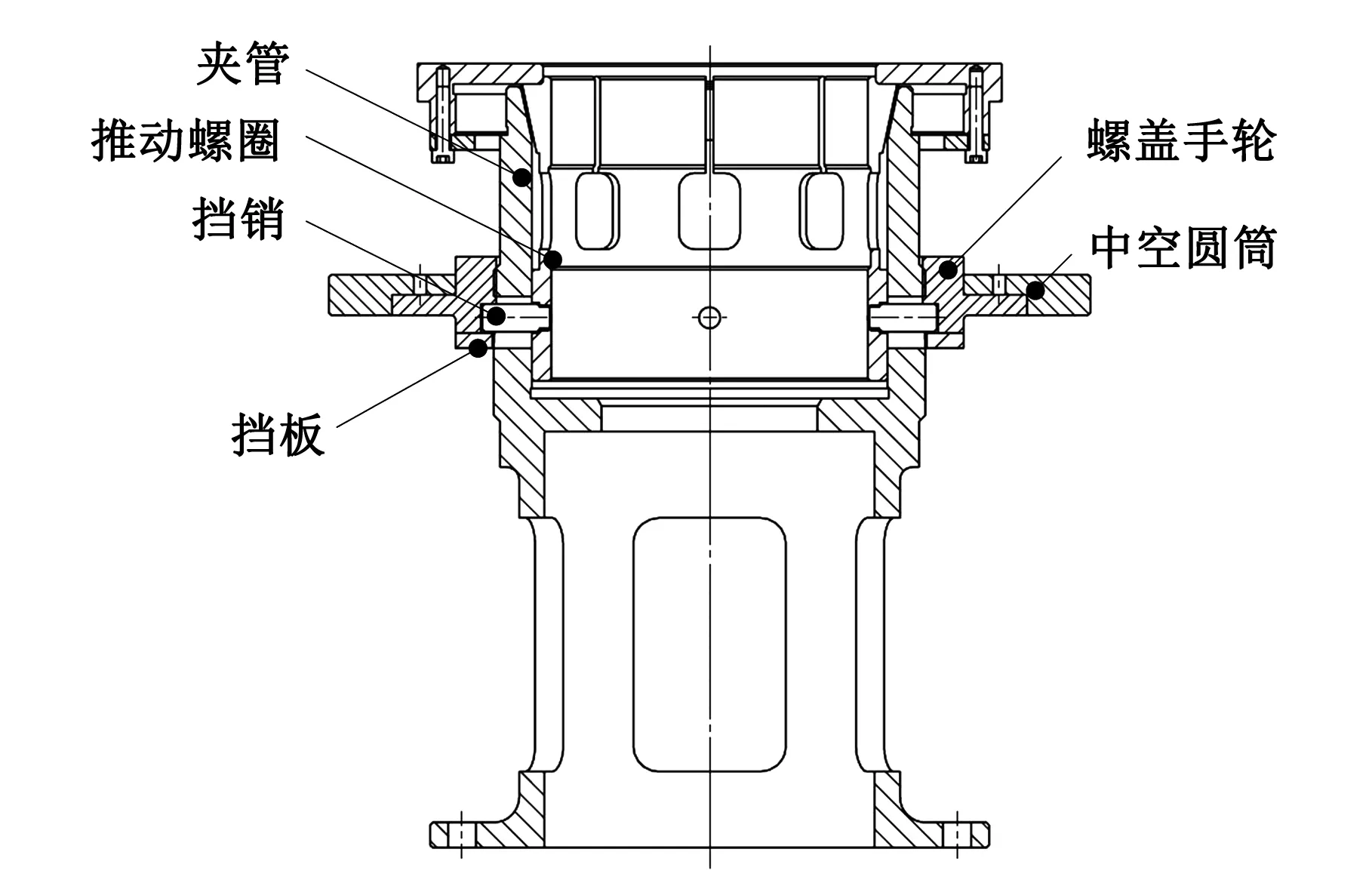
圖4 定位夾緊機構結構圖
在夾緊機構中,產品定位基面為外圓表面,定位基準為外圓中心軸線,符合“自為基準”的原則,基準不重合誤差為ΔB=0 mm,基準位移誤差為ΔY=0 mm,所以,定位誤差ΔD=ΔB+ΔY=0 (mm)。
為了保證產品在夾緊時省力、可靠,夾管在設計時,將夾緊錐面的錐角設計為15°。
在產品夾緊過程中,夾緊力由推動螺圈旋轉產生,在螺旋運動過程中,夾緊力產生的摩擦力矩需要克服切削力矩。假定推動螺圈的內螺紋與中空圓筒外螺紋摩擦面、夾管內壁與產品外圓面、夾管外壁與中空圓筒內壁之間的摩擦因數為0.1,則摩擦角φ1=φ2=φ3=5.7°,由螺旋夾緊機構和夾管錐面夾緊機構的工作原理[8]可得:
(2)
式中,FQ是螺蓋手輪上的原始作用力,取300 N;L是原始作用力作用點距螺蓋手輪中心的距離;α1是螺旋副的螺旋升角;α2是圓錐面錐斜角,取15°。
由式2可得:
(3)
考慮到結構工藝性和操作方便性,操作手輪的直徑選為260 mm,遠大于式3計算結果的2倍(即35.2 mm),意味著夾緊工件時僅需要40.5 N的原始作用力即可夾緊產品。
4 頂出機構設計
在產品的定位加緊過程中,由于夾管的圓錐面錐角為15°,具有一定的自鎖性,當一發產品修復完成,松開夾緊機構后,產品并不能完全從夾管中松開,為此設計了一種頂出機構[9],采用蝸輪蝸桿機構和絲杠螺母機構,結構如圖5所示。

圖5 頂出機構結構圖
使用中,通過旋轉手輪帶動蝸輪蝸桿機構轉動,蝸輪蝸桿機構的蝸桿帶動T型絲杠上下移動,T型絲杠轉動可以帶動頂杯體和頂杯座上下移動,進而實現旋轉頂出機構在底座機構內轉動,可帶動夾緊機構和刀臺機構上下移動。


由蝸輪蝸桿機構和絲杠螺母機構原理可知:
(4)
式中,FL是手輪上的作用力;L′是手輪上的作用半徑。
在式4中代入變量取值,得:
則FLL′≥556.56 (N·mm)
考慮到結構工藝性和操作方便性,L′取100 mm,則手輪上的作用力FL僅需5.57 N,因此,該結構非常省力,滿足使用設計要求。
5 底座機構設計
底座機構(見圖6)由上底板、遮板、支柱、支架和下底板組成。上底板、遮板、支柱和下底板均通過螺釘固定連接,形成固定結構[10]。支架下端與下底板通過螺釘固定連接,中心與上底板同心。遮板主要用于遮擋灰塵,防止對維修的基準產生影響。
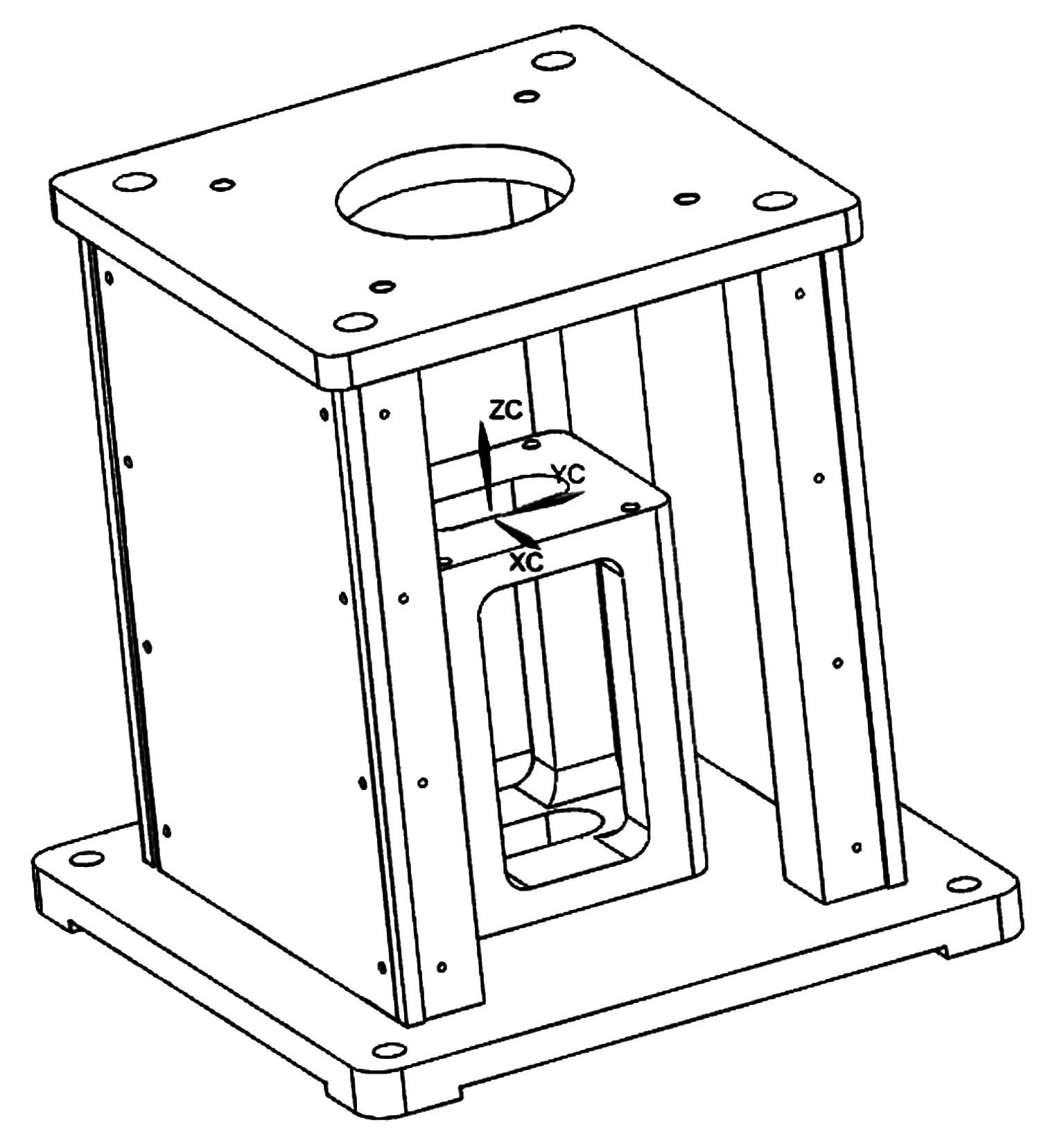
圖6 底座機構結構圖
底座機構主要用于對工件進行固定、支撐。底平面上的光孔通過螺釘與固定臺面固位連接(也可在野外將底座用T型鋼釘固定于平坦地面)。
6 結語
本文根據某產品閉氣環尺寸超差修復要求設計了一種專用的滿足使用工況的修復裝置。目前國內沒有類似的修復裝置。根據產品的修復要求,基于基準重合原則,分別對刀臺機構、定位夾緊機構、頂出機構和底座機構等重要部分進行了詳盡的設計分析。經過現場測試驗證(見圖7),該裝置工作效果良好,現已完成兩萬余件產品的修復任務,廣泛應用于多個區域內該型號炮彈的修復售后保障中,取得的價值無法估量,同時為類似產品修復裝置的設計提供了參考。
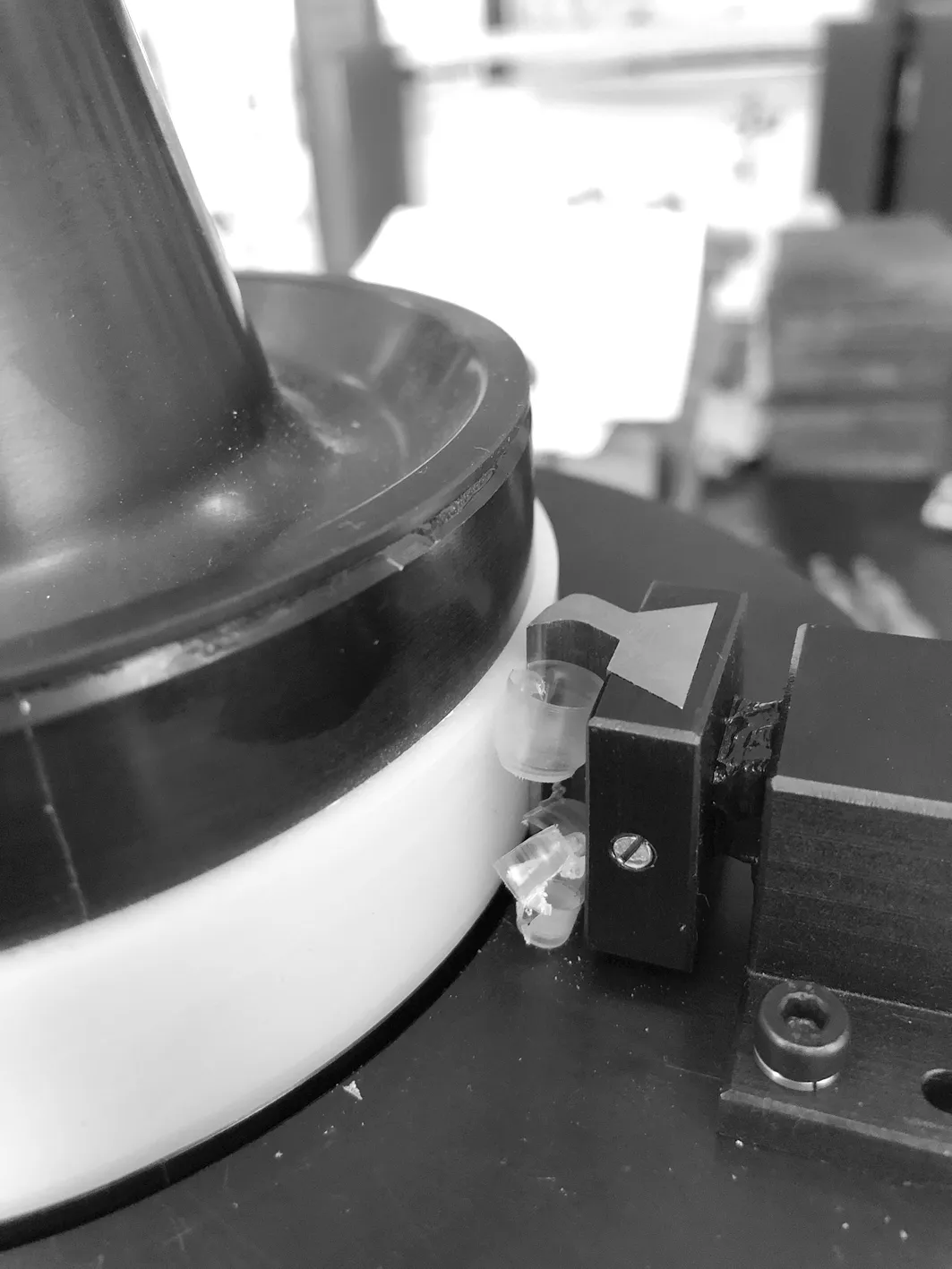
圖7 切削工作圖
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
