分板機(jī)工裝設(shè)計(jì)及定位技術(shù)研究
2023-12-14 12:57:48石乃征趙曉剛孫韶渝
新技術(shù)新工藝 2023年11期
劉 強(qiáng),石乃征,趙曉剛,孫韶渝,王 沖,李 博
(西安現(xiàn)代控制技術(shù)研究所,陜西 西安 710065)
分板機(jī)現(xiàn)已廣泛應(yīng)用于PCBA高精切割分板,包括電子、汽車、航空航天、醫(yī)療設(shè)備、智能手機(jī)、平板計(jì)算機(jī)等高要求的分板作業(yè)領(lǐng)域。多數(shù)分板機(jī)對(duì)PCBA產(chǎn)品進(jìn)行分板時(shí),其自帶磁吸式頂針夾具,利用PCBA的印制板孔模糊定位,受強(qiáng)磁性和印制板上電路組件干涉等因素影響,頂針移動(dòng)困難,定位、拔插不方便。另外,原頂針夾具的使用全憑工人目測(cè)和手感,不能量化精確定位,當(dāng)裝夾印制板的頂針?lè)植驾^多時(shí),容易對(duì)印制板造成劃傷。以上兩點(diǎn)易帶來(lái)分板質(zhì)量隱患,而且對(duì)于某些特殊形狀的印制板,現(xiàn)有夾具不能滿足裝夾定位要求,迫切需要進(jìn)行分板機(jī)工裝設(shè)計(jì)及定位技術(shù)研究。
1 分板機(jī)工裝定位原理
1.1 PCBA板
圖1所示的PCBA板帶有工藝邊框,其與工藝邊框之間有數(shù)個(gè)細(xì)筋相連,分板過(guò)程就是銑斷細(xì)筋,使工藝邊框分離[1]。
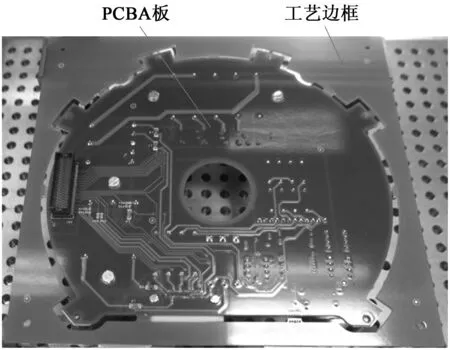
圖1 PCBA板
1.2 原定位方式
圖2所示的頂針為鐵質(zhì)材料,通過(guò)嵌在底部的強(qiáng)力磁鐵與工作臺(tái)面貼合固定,上方圓柱臺(tái)階與印制板孔配合定位,一般情況下定位精度為±0.5 mm,通過(guò)目測(cè)和手感移動(dòng),最小定位區(qū)間取決于底座的外徑。頂針主要托舉分板后的產(chǎn)品。

圖2 頂針
圖3所示的磁力限位塊為鐵質(zhì)材料,通過(guò)底部的磁鐵與工作臺(tái)面貼合固定,上方L形臺(tái)階與印制板邊緣貼合,臺(tái)階高度與頂針的圓柱臺(tái)階等高,通常采用4個(gè)磁力限位塊固定印制板的4個(gè)直角邊,主要托舉分板前的PCBA產(chǎn)品工藝邊框。

圖3 磁力限位塊
PCBA板上有3個(gè)以上的小孔,用3個(gè)分板機(jī)床自帶的頂針插入孔中,可實(shí)現(xiàn)托舉和初步定位的效果,銑斷細(xì)筋后也能繼續(xù)托舉PCBA板,避免劃傷、碰傷、銑傷等加工缺陷。然后用4個(gè)磁力限位塊托舉分板前的PCBA產(chǎn)品工藝邊框,以實(shí)現(xiàn)加工定位。
1.3 新定位方式及要解決的問(wèn)題
預(yù)先采用精確定位方式,按PCBA板上的定位小孔計(jì)算坐標(biāo)點(diǎn),通過(guò)調(diào)節(jié)特制頂針在限定區(qū)域內(nèi)X、Y兩個(gè)方向移動(dòng)至坐標(biāo)點(diǎn)上,實(shí)現(xiàn)3點(diǎn)以上的精確定位。然后蓋上PCBA板,用4個(gè)磁力限位塊托舉分板前的PCBA產(chǎn)品工藝邊框,以實(shí)現(xiàn)加工定位。
新定位方式主要解決現(xiàn)有分板機(jī)自帶磁吸式頂針夾具不能精確定位、移動(dòng)困難、定位和拔插不方便的問(wèn)題。
1.4 新定位原理
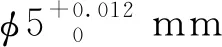
圖4 分板機(jī)新工裝定位原理圖
2 分板機(jī)工裝設(shè)計(jì)[3]
2.1 專用定位工裝設(shè)計(jì)
生產(chǎn)中出現(xiàn)如下情況時(shí),可采取專用工裝定位加工。1)定位間距小于頂針和磁力限位塊的間距使用范圍;2)印制板上的電路過(guò)于靠邊,需要避免與工裝定位面接觸;3)現(xiàn)有分板機(jī)工裝不能滿足定位的其他情況。專用定位工裝如圖5和圖6所示。
2.2 分板機(jī)新型通用定位工裝的結(jié)構(gòu)
根據(jù)上述定位原理設(shè)計(jì)了分板機(jī)的新型定位工裝(其結(jié)構(gòu)見(jiàn)圖4)。該結(jié)構(gòu)采用圓形和條形強(qiáng)力磁鐵達(dá)到預(yù)緊作用,如頂針組件、磁力限位塊的底部均采用強(qiáng)力磁鐵與工作臺(tái)面貼緊,這種由強(qiáng)力磁鐵產(chǎn)生的預(yù)緊力可以滿足分板過(guò)程的裝夾固定。
2.3 分板機(jī)新型通用定位工裝的定位依據(jù)及精度
在確定工裝定位的線性尺寸時(shí)采用螺旋測(cè)微技術(shù)是實(shí)用可行的,并能獲得較高的定位精度。螺旋測(cè)微所采用螺紋公稱直徑和螺距根據(jù)工裝應(yīng)用部位的空間大小和定位精度確定,常用螺距為0.5或1 mm,便于計(jì)算尺寸。螺旋測(cè)微與刻度盤配合使用,與螺旋測(cè)微器類似,刻度盤的刻度間距和定位精度與刻度盤外徑相關(guān)。刻度盤自身能圍繞軸線正反向旋轉(zhuǎn)并能固定在旋轉(zhuǎn)手柄上,目的是實(shí)現(xiàn)刻度歸零,便于調(diào)節(jié)尺寸。
X向調(diào)節(jié)旋鈕和Y向調(diào)節(jié)旋鈕根據(jù)螺旋測(cè)微原理,通過(guò)M3螺紋聯(lián)接推動(dòng)頂針在平面X和Y方向位移,M3的螺距是0.5 mm,轉(zhuǎn)一圈50個(gè)刻度,目視可調(diào)節(jié)精度為0.01 mm。考慮到工裝的機(jī)械加工誤差,計(jì)算的定位精度為±0.1 mm,在工裝的實(shí)際裝調(diào)中,也的確在這個(gè)范圍內(nèi)波動(dòng),并且能完全滿足印制板拼版分板作業(yè)的定位要求[4]。
2.4 分板機(jī)新型通用定位工裝的緊固設(shè)計(jì)
圓形和條形強(qiáng)力磁鐵在分板機(jī)定位工裝上能起到預(yù)緊作用,如頂針、磁力限位塊的底部均采用磁鐵與工作臺(tái)面貼緊,這種由強(qiáng)力磁鐵產(chǎn)生的預(yù)緊力可以滿足分板過(guò)程的裝夾固定。與常用的壓板裝夾固定相比,強(qiáng)力磁鐵預(yù)緊固定的方式更為靈活實(shí)用,且不占空間,操作方便。這種裝夾定位方式的應(yīng)用需要高速銑削的支持,主軸轉(zhuǎn)速為15 000~100 000 r/min,分板機(jī)床高速旋轉(zhuǎn)的主軸恰好能滿足這一點(diǎn)。同時(shí)強(qiáng)力磁鐵預(yù)緊的裝夾方式也可應(yīng)用于一般鉆削、沖孔加工的場(chǎng)合,對(duì)某些小微尺寸產(chǎn)品的加工比較有利,一般壓板則難以滿足需求。
2.5 分板機(jī)新型通用定位工裝的重量要求[5]
應(yīng)用于分板機(jī)床的各類工裝,應(yīng)當(dāng)在機(jī)床移動(dòng)工作臺(tái)所能承受的最大重量范圍內(nèi)進(jìn)行設(shè)計(jì)。工裝超重則加速機(jī)床傳動(dòng)部位的磨損,縮短機(jī)床壽命。所以,在能滿足定位需求的前提下,工裝應(yīng)首先考慮重量因素。
3 分板機(jī)工裝的使用及驗(yàn)證
3.1 機(jī)床原夾具的使用及缺點(diǎn)
分板機(jī)原夾具的使用及缺點(diǎn)上文已經(jīng)介紹,不再贅述。
3.2 專用定位工裝的使用及缺點(diǎn)
專用定位工裝以印制板外形定位,采取窄邊托舉的方式輔助完成分板,其定位精度能滿足加工需求,但工裝的加工成本和周期對(duì)生產(chǎn)存在不利影響,也不能滿足產(chǎn)品多樣化設(shè)計(jì)的需求,通用性差。比如有10種產(chǎn)品,一般就需要10個(gè)專用定位工裝,而且這10個(gè)工裝從設(shè)計(jì)、下料、制造是需要一定成本和時(shí)間的,一旦產(chǎn)品發(fā)生了變化,就需要新的專用定位工裝。
3.3 新型通用定位工裝的使用
分板機(jī)新型通用定位工裝包括基礎(chǔ)板、頂針組件、磁力塊和提手。頂針組件包括Y向調(diào)節(jié)旋鈕、X向?qū)驂K、滑塊、頂針、調(diào)整塊、螺釘、螺釘、彈墊、平墊、Y向?qū)驂K、條形磁鐵、X向調(diào)節(jié)旋鈕,使用時(shí)主要操控頂針組件來(lái)達(dá)到多點(diǎn)定位的目的。頂針組件在使用前,需要φ5 mm×40 mm的標(biāo)準(zhǔn)定位圓柱銷插入X和Y向?qū)驂K的定位孔中統(tǒng)一定位基準(zhǔn),并將X和Y向刻度歸零。
圖7所示為印制板尺寸圖,該印制板有5個(gè)φ2.5 mm孔,只需要選取正上方2個(gè)孔和最下方1個(gè)孔定位即可。這3個(gè)孔的換算尺寸分別為133.18、66.59和127.92 mm。
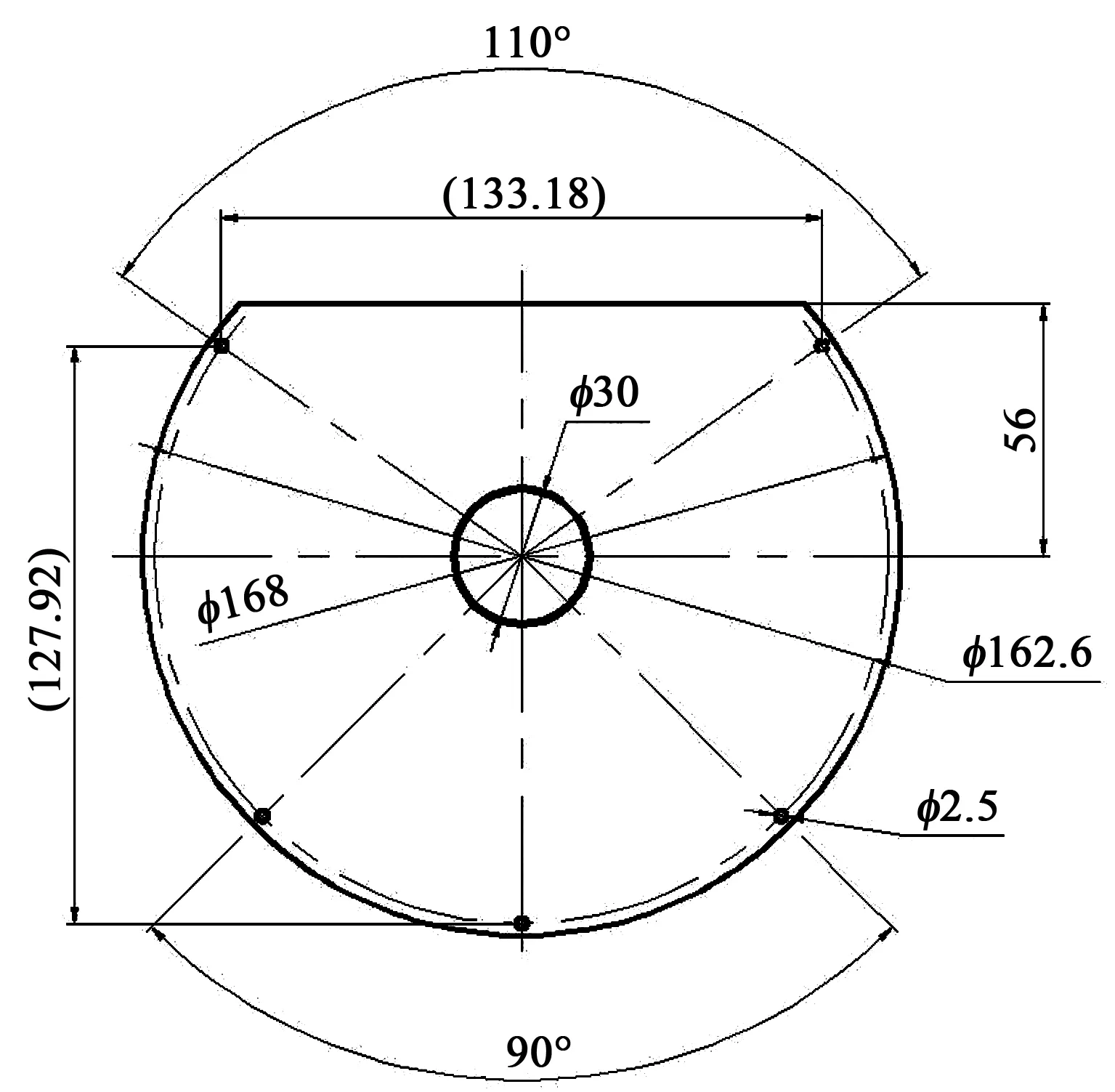
圖7 印制板尺寸圖
圖8所示給出了定位尺寸調(diào)節(jié)轉(zhuǎn)換的方法。頂針組件的最大可調(diào)距離是5 mm,以133.18 mm為例,有2個(gè)尺寸可選:130和135 mm,選取原則是盡量選差距較小的尺寸,優(yōu)先選135 mm,剩下1.82 mm的調(diào)節(jié)量通過(guò)旋鈕將頂針回調(diào)3圈32刻度,螺釘、彈墊、平墊固定調(diào)整塊,螺釘固定頂針。此時(shí)用游標(biāo)卡尺檢測(cè),頂針A和B的間距尺寸即在(133.18±0.1) mm的范圍內(nèi)。下來(lái)先將頂針C定在Y方向130 mm這排孔里,同時(shí)選取與頂針A距離為65 mm的這個(gè)定位孔上,就是相對(duì)于頂針A,以基礎(chǔ)板上間距130 mm×65 mm坐標(biāo)孔定位,Y向調(diào)節(jié)旋鈕促使頂針C回調(diào)4圈8刻度,X向調(diào)節(jié)旋鈕促使頂針C往右位移3圈9刻度,螺釘、彈墊、平墊固定調(diào)整塊,螺釘固定頂針。拿印制板試配,剛好放在預(yù)定的3個(gè)定位孔里。最后用4個(gè)磁力限位塊加固印制板拼版,印制板拼版效果圖和實(shí)物圖分別如圖9和圖10所示[6]。
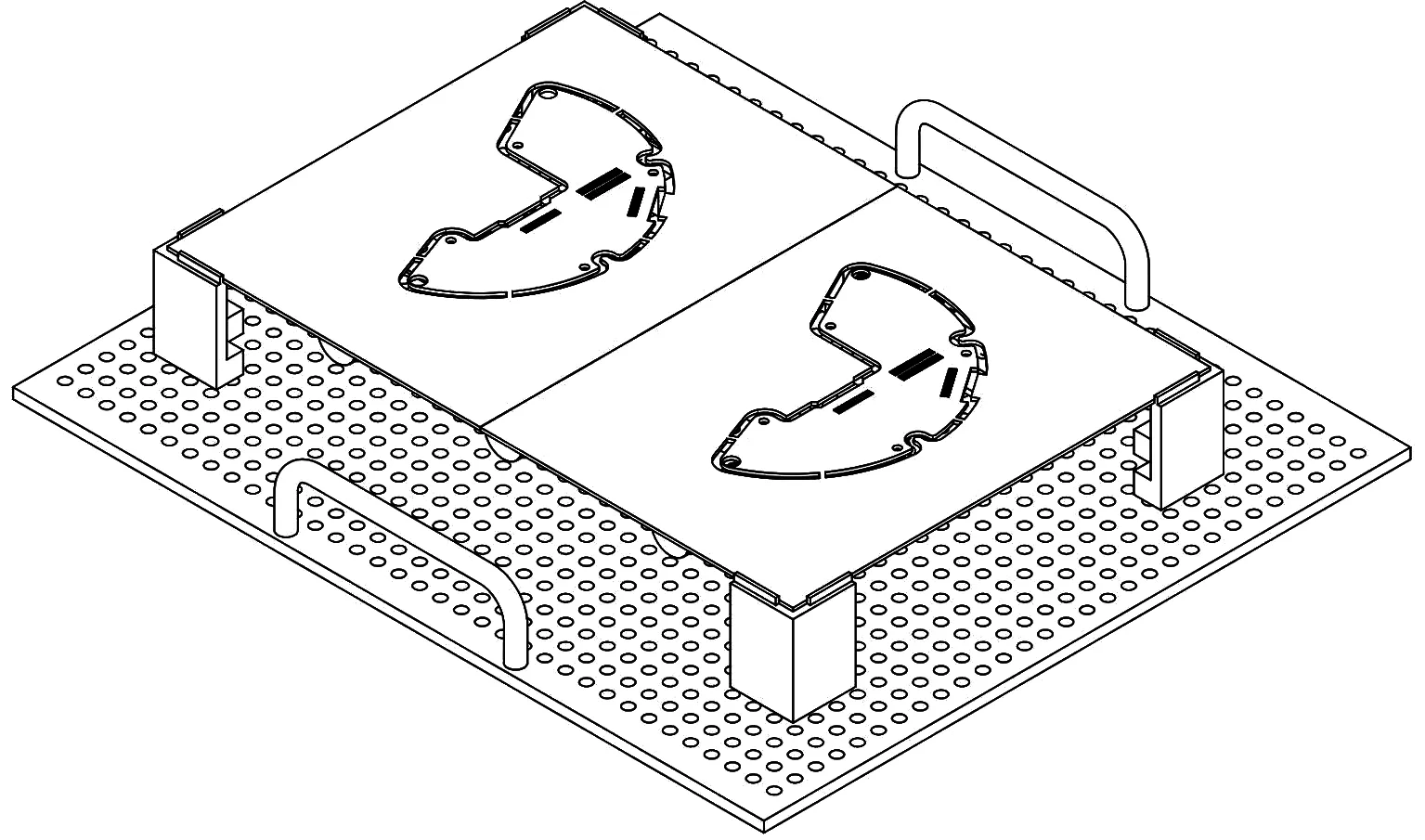
圖9 印制板拼版效果圖
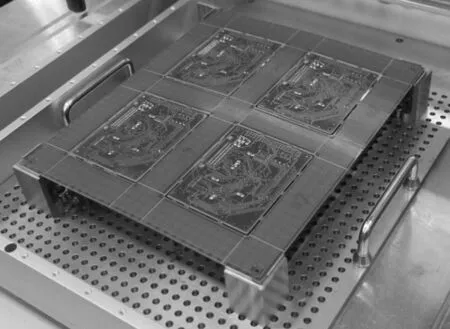
圖10 印制板拼版實(shí)物圖
多點(diǎn)定位可以在三點(diǎn)定位的基礎(chǔ)上增加頂針組件,調(diào)節(jié)方法是相同的。
加工之前采用磁力固定塊或者壓板將通用工裝固定在分板機(jī)床的移動(dòng)工作臺(tái)上,然后將待分離的PCBA板蓋在預(yù)先定位的頂針上,用磁力限位塊進(jìn)行固定。
3.4 分板機(jī)新型通用定位工裝的效果驗(yàn)證
分板機(jī)新型通用定位工裝經(jīng)過(guò)現(xiàn)場(chǎng)測(cè)試、驗(yàn)證,效果明顯,并與機(jī)床原夾具和專用定位工裝進(jìn)行對(duì)比,匯總情況見(jiàn)表1。
4 結(jié)語(yǔ)
本文從分板機(jī)原定位工裝的不足提出了基于PCBA分板機(jī)的專用工裝、通用工裝設(shè)計(jì)和定位技術(shù)研究的概要,解決了現(xiàn)有分板機(jī)自帶磁吸式頂針夾具不能精確定位、移動(dòng)困難、定位和拔插不方便的問(wèn)題。通用工裝可根據(jù)不同印制板組合形成相應(yīng)的定位組合,節(jié)省了專用工裝成本,能有效避免印制板的應(yīng)力產(chǎn)生及劃傷現(xiàn)象。與現(xiàn)有技術(shù)相比較,通用定位工裝能使單個(gè)頂針在定位基礎(chǔ)板使用范圍內(nèi)無(wú)死角定在任何需要的位置,應(yīng)用于多個(gè)項(xiàng)目生產(chǎn),質(zhì)量穩(wěn)定,驗(yàn)證了該工裝能夠滿足各類印制板拼版對(duì)分板機(jī)分板定位適應(yīng)性、準(zhǔn)確性、安全性、可靠性等方面的要求,對(duì)于有分板機(jī)工裝設(shè)計(jì)和應(yīng)用的場(chǎng)合,具備較好的推廣價(jià)值。隨著通用工裝專利授權(quán)后的應(yīng)用和推廣,在分板機(jī)加工領(lǐng)域勢(shì)必會(huì)帶來(lái)良性的社會(huì)效益。
