超聲振動切削鈦合金振動信號及表面結(jié)構(gòu)分析
2023-12-19 08:31:44黨迪呂志杰薛磊孫中陽
山東建筑大學(xué)學(xué)報 2023年6期
黨迪,呂志杰,薛磊,孫中陽
(山東建筑大學(xué)機電工程學(xué)院,山東 濟南 250101)
0 引言
隨著加工技術(shù)的發(fā)展,鈦合金等材料在航空航天等領(lǐng)域應(yīng)用更加廣泛[1-2]。由于鈦合金本身的難加工特性,在加工過程中存在著諸多問題,如鈦合金高強度造成刀具的磨損、出現(xiàn)不規(guī)則振動;伴隨表面振紋和刺耳的噪聲[3-4]、切削過程中溫度過高[5]。因此,在鈦合金加工過程中更重視降低加工過程中的不規(guī)則振動和提高已加工面的表面質(zhì)量,由此提出了新的解決方案——超聲振動輔助切削,其可以降低切削溫度并提高工件的表面質(zhì)量[6-8]。許東輝[9]通過有限元仿真研究了不同方向的超聲振動對表面殘余應(yīng)力的影響,發(fā)現(xiàn)表面殘余應(yīng)力隨著超聲振動振幅和頻率的增大而逐漸增大。SHUANG等[10]通過改變超聲振動的頻率發(fā)現(xiàn)在低頻時超聲振動對切削力和切屑的形態(tài)影響最強,材料不規(guī)則流動時形成的鋸齒形切屑和高頻時形成的連續(xù)切屑,是提升加工表面質(zhì)量的潛在技術(shù)。PENG 等[11]通過對比超聲振動切削和普通切削,發(fā)現(xiàn)高速超聲振動切削可以使INCONEL 718 合金的表面硬度提高50%。LU等[12]首次研究了超聲振動干涉對表面紋理生成的影響,并分析表征了干涉后的紋理形貌,揭示了超聲銑削參數(shù)與加工質(zhì)量的關(guān)系。趙芝眉[13]通過切削力與振動信號對切削顫振預(yù)測,發(fā)現(xiàn)切削力與振動信號的內(nèi)在關(guān)系均能代表車削的不同狀態(tài)。超聲振動切削是在刀尖處施加一個高頻率的微小位移,不同方向的超聲振動切削可以瞬時改變切削中的切削速度、進給量和背吃刀量,并與切削本身產(chǎn)生的振動相互耦合,降低了切削過程中的振動,以達到改善切削環(huán)境的目的[14-15]。同時,振動切削通過不斷地高頻率分離刀具與工件,形成了斷續(xù)切削的切削狀態(tài),可以極大程度地改善切削過程中的溫升,減少了刀具的磨損,并在難加工結(jié)構(gòu)件的加工過程中能夠提升工件表面質(zhì)量[16]。
綜上所述,超聲振動加工能夠降低切削過程中的平均切削力、最大馮·米塞斯應(yīng)力(常簡稱為Mises應(yīng)力)等,但對其加工過程中的振動信號及已加工面的表面結(jié)構(gòu)研究仍較少。因此,文章使用有限元軟件ABAQUS建立切削模型,對切向超聲振動和徑向超聲振動進行仿真試驗,提取并分析了仿真結(jié)果中不同振幅下切削應(yīng)力和切削力,得出超聲振動切削的最優(yōu)切削方案,以此為基礎(chǔ)搭建試驗,研究了超聲振動切削對切削過程中振動信號的影響,以及對已加工表面的結(jié)構(gòu)影響,以期為超聲振動加工提供更詳細的技術(shù)支撐。
1 鈦合金車削有限元建模
1.1 材料本構(gòu)模型
切削是一個復(fù)雜的過程,切削過程中工件會發(fā)生應(yīng)力、應(yīng)變、熱軟化等方面的變化,ABAQUS 中一般通過約翰遜·庫克(Johnson-Cook,J-C)本構(gòu)模型計算工件力與變形之間的關(guān)系,其可以直接影響仿真結(jié)果;切削熱會使工件發(fā)生熱軟化,改變應(yīng)力、應(yīng)變過程,也是影響切削質(zhì)量的重要參數(shù),J-C本構(gòu)模型中需要考慮到溫度變化對材料強度的影響,因此應(yīng)用J-C 等向強化模型為材料本構(gòu)模型[17]。其方程σ由式(1)表示為
式中A=1 089、B=1 092、C=0.014、w=0.93、m=1.1[18];ε為塑性應(yīng)變;為應(yīng)變率;為參考應(yīng)變率;T為材料實時溫度,℃;Tm為材料熔點,℃;Tr為環(huán)境室溫,℃,
1.2 材料分離失效準則
在切削過程中要定義一個分離失效準則,使單元在受刀具外力的情況下可以變形刪除,并分離成切屑。J-C剪切失效準則經(jīng)常運用到切削仿真中,材料的失效過程經(jīng)過彈性變形階段、應(yīng)變強化階段,當(dāng)應(yīng)變強化達到頂點材料開始失效,表現(xiàn)在有限元仿真中即為單元刪除。本模型材料的失效過程基于網(wǎng)格的長度變化,當(dāng)網(wǎng)格變量達到臨界值時,單元刪除。塑性應(yīng)變方程由式(2)表示為
式中p為壓應(yīng)力,Pa;q為Mises應(yīng)力,Pa;d1、d2、d3、d4、d5為常數(shù),其中d1=- 0.09、d2=0.25、d3=- 0.5、d4=- 0.014、d5=- 3.27。
1.3 建立有限元切削模型
ABAQUS是一種解決非線性問題的工具,在ABAQUS中建立二維切削模型,分為刀具和工件兩部分,其中刀具的前角為5°、后角為7°,刀尖圓弧半徑為0.2 mm,在實際切削過程中刀具在短時間磨損量極小,因此刀具設(shè)為三角形網(wǎng)格。為了加快計算速度,將刀具設(shè)為剛體。待加工件模型的尺寸為5 mm×3 mm、應(yīng)變厚度設(shè)為0.5 mm。工件受切削力變形,采用四邊形網(wǎng)格,分析類型選擇溫度-位移耦合、平面應(yīng)變。切削部分設(shè)置小網(wǎng)格提高計算精度,非切削區(qū)域設(shè)置大網(wǎng)格減少計算時間。環(huán)境溫度設(shè)置為20 ℃,無冷卻液的方式,二維正交模擬幾何模型圖如圖1所示。
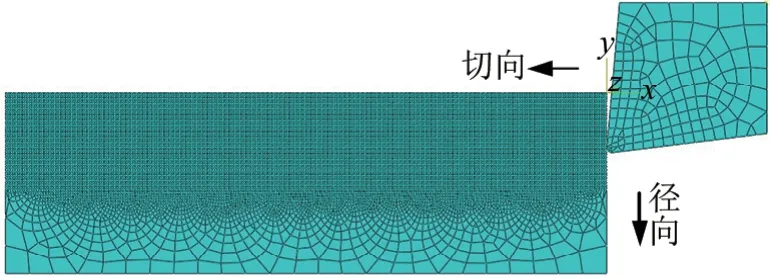
圖1 二維正交模擬幾何模型圖
刀具和工件的材料分別為DCMT11T304LF 涂層硬質(zhì)合金刀具的TiAlN涂層、鈦合金,刀具和工件主要性能參數(shù)見表1。
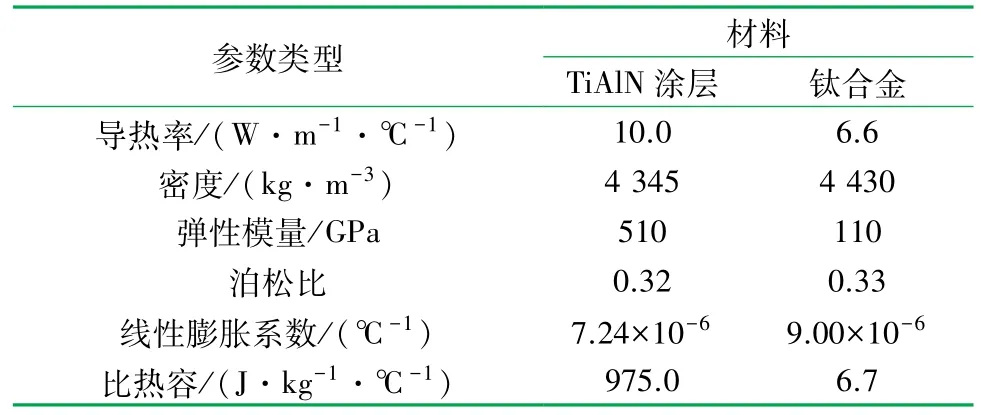
表1 TiAlN涂層刀具及鈦合金材料參數(shù)表
1.4 超聲振動參數(shù)設(shè)置
超聲振動切削利用斷續(xù)切削提高加工質(zhì)量,工件與刀具接觸時間稱為切削有效時間,改變超聲振動切削的振幅可以明顯改變切削有效時間,頻率對切削有效時間影響較小,因此在仿真中主要研究超聲振動的振幅對工況的影響。刀具設(shè)置為剛體,參考點運動與刀具運動相同,在刀具參考點RP-1上設(shè)置超聲振動位移,在設(shè)置超聲振動時,選擇位移邊界條件,幅值選擇以周期變化,在ABAQUS 中設(shè)置周期變化時,其內(nèi)置的周期變化表達式a由式(3)表示為
式中傅里葉級數(shù)中的常數(shù)項A0為初始幅度;An為余弦項系數(shù)、Bn為正弦項系數(shù),n=1,2,3,…,N;ω為角頻率,rad/s;t為時間,t0為開始時間,s。超聲振動的幅值曲線可以看作一個僅包含sin 函數(shù)的簡單正弦曲線,因此ABAQUS中的周期傅里葉函數(shù)可以簡化,由式(4)表示為
式中ω=125 600 rad/s;B1為所需的超聲振動振幅,其值分別為0、5、10、15、20 μm。將所需的參數(shù)輸入到ABAQUS 幅值周期選項中可得到刀具在切削過程中頻率為20 kHz的超聲振動。
將上述工件和刀具的材料參數(shù)導(dǎo)入ABAQUS切削仿真模型中。設(shè)置仿真試驗,切削速度為60 m/min,超聲振動方向選擇徑向和切向,振動的頻率為20 kHz,考慮到超聲振動切削是在刀尖添加一個微小位移,振幅過小對試驗結(jié)果影響不明顯,振幅過大會影響已加工表面結(jié)構(gòu),所以振幅選擇為0、5、10、15、20 μm,工件的切削深度為0.5 mm,應(yīng)變厚度為0.5 mm。仿真試驗參數(shù)見表2。

表2 超聲振動模擬試驗參數(shù)表
2 仿真結(jié)果及其分析
2.1 切削應(yīng)力分析
Mises應(yīng)力是基于剪切應(yīng)變的一種等效應(yīng)力,定義為當(dāng)單元變形達到一定程度時材料開始屈服,一般用來衡量疲勞、破壞,最大Mises應(yīng)力是切削仿真中的重要指標。將表2 中9 組試驗參數(shù)導(dǎo)入到ABAQUS中,切削速度與切削深度不變,只改變超聲振動輔助切削的振幅與方向設(shè)計仿真試驗。最大Mises應(yīng)力仿真結(jié)果如圖2所示,不同切削條件最大Mises應(yīng)力圖如圖3所示。
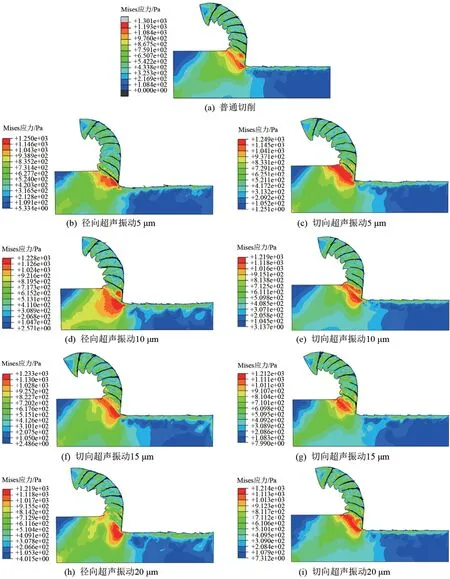
圖2 普通車削與超聲振動車削Mises應(yīng)力云圖
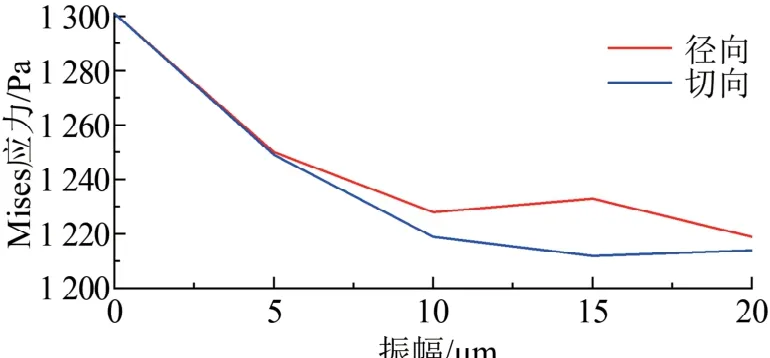
圖3 不同切削條件最大Mises應(yīng)力圖
超聲振動切削因其斷續(xù)切削的特性可以降低過程中的加工應(yīng)力,從圖2、3可以看出,不施加任何方向的超聲振動時最大Mises應(yīng)力為1 301 Pa,由變化曲線可知在0 ~10 μm 范圍內(nèi)振幅對最大Mises 應(yīng)力影響最為明顯,其最大Mises 應(yīng)力減小,振幅為10 μm時徑向超聲振動的最大Mises 應(yīng)力為1 228 Pa、切向應(yīng)力為1 219 Pa。在10~20 μm內(nèi)應(yīng)力趨于平穩(wěn)并發(fā)生波動,說明在0~10 μm內(nèi)振幅增大,最大加工Mises應(yīng)力減小,并在10 μm時達到平穩(wěn),相比于普通切削約降低了6%,在10 ~20 μm 內(nèi)振幅繼續(xù)增大,最大加工Mises 應(yīng)力不會持續(xù)大幅減小,說明在一定范圍內(nèi)Mises 應(yīng)力會隨著超聲振動切削振幅增大而減小,超過了此范圍,Mises 應(yīng)力趨于平穩(wěn)。從圖3曲線可以看出徑向和切向超聲振動對最大Mises 應(yīng)力的影響基本相同,其中切向效果略好于徑向。
2.2 切削力分析
切削力的整體變化趨勢與最大Mises應(yīng)力減小應(yīng)力的變化趨勢相似,在超聲振動振幅較小時切削力降低明顯,隨著超聲振動振幅繼續(xù)增大,切削力在測量范圍內(nèi)逐漸趨于平穩(wěn),其變化趨勢如圖4所示。

圖4 不同振幅的平均切削力變化圖
由圖4 可知,當(dāng)切削狀態(tài)為普通切削時平均切削力最大為408.45 N,切向超聲振動切削在振幅為0~10 μm時平均切削力不斷減小并在振幅為10 μm時達到最小,隨著振幅繼續(xù)增大平均切削力增大,在超聲振動振幅較小時,斷續(xù)切削的作用可以減小平均切削力,當(dāng)隨著振幅繼續(xù)變大,切向超聲振動的方向與刀具的進給方向相同;隨著振幅繼續(xù)增大,材料容易在刀尖處形成聚集,使平均切削力變大。徑向超聲振動在振幅為0~10 μm時,平均切削力變化與切向超聲振動相似,平均切削力在10 μm 時為365.86 N。隨著振幅繼續(xù)增大平均切削力繼續(xù)減小,徑向超聲振動方向垂直與切削方向和進給方向,而隨著斷續(xù)切削的作用,超聲振動的振幅增大,平均切削力減小;當(dāng)振幅在10~20 μm后,平均切削力趨于平穩(wěn),但徑向超聲振動方向會改變切削的背吃刀量,超聲振動的振幅過大將導(dǎo)致加工平面的精度降低,因此徑向超聲振動的振幅也不宜過大。根據(jù)徑向、切向超聲振動的變化可知,無論是在切向還是徑向,振幅為10 μm時超聲振動在降低平均切削力方面都有明顯的優(yōu)勢,雖然繼續(xù)增大振幅切向的最大Mises 應(yīng)力與徑向的平均切削力有繼續(xù)降低的趨勢,但繼續(xù)增大振幅可能會對加工表面結(jié)構(gòu)產(chǎn)生影響。
由工件切削應(yīng)力分析可知,超聲振動振幅在0~10 μm 時,超聲振動對最大Mises 應(yīng)力的影響最敏感,繼續(xù)增大超聲振動的振幅對最大應(yīng)力并無明顯影響,在分析平均切削力時振幅為10 μm 時相較于其他振幅也有明顯的優(yōu)勢。因此選擇10 μm 作為超聲振動的振幅,對切削過程中平均切削力進一步分析,切削力對比圖如圖5所示。
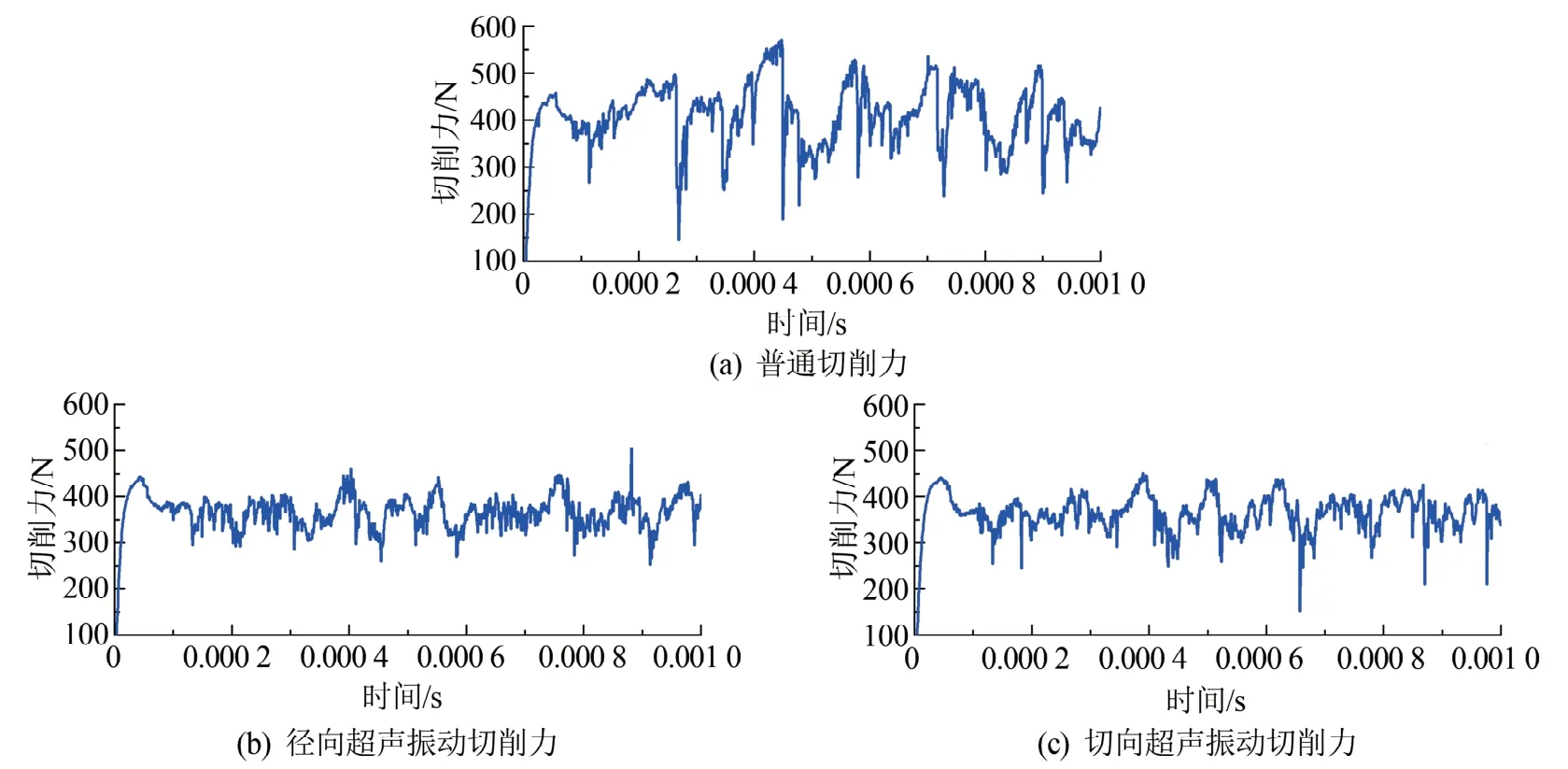
圖5 各切削力對比圖
鈦合金切削時會形成鋸齒形切屑,因此切削波動較大,由圖5 可知,普通切削時平均切削力為408.45 N,并且由于鋸齒形切屑的原因切削力波動非常大。徑向超聲振動切削的平均切削力為363.70 N,當(dāng)在切削過程中施加超聲振動后,雖然切屑仍為鋸齒形切屑,但切削力的波動明顯變小,相較于普通切削更加平穩(wěn)。切向超聲振動輔助切削的平均切削力為365.86 N與徑向超聲振動基本持平,振幅為10 μm超聲振動切削可以有效降低切削過程中11.0%的主切削力。超聲振動切削在切削過程中刀具與工件不斷分離接觸,從而形成斷續(xù)切削,斷續(xù)過程中刀具與工件分開時切削力大幅降低,因此超聲振動切削降低了平均切削力。由徑向和切向切削力分析計算可以得出徑向超聲振動切削切削力標準差為41.91,而切向超聲振動切削力標準差為45.55,徑向超聲振動比切向更加平穩(wěn),切削力平穩(wěn)有助于提高已加工表面的表面質(zhì)量。因此試驗時選擇10 μm徑向超聲振動輔助切削。
3 試驗設(shè)計及結(jié)果分析
3.1 試驗設(shè)計
經(jīng)過仿真分析不同切削狀態(tài)下的最大Mises應(yīng)力、切削力以及在振幅為10 μm 時切削過程中切削力的變化曲線,通過系統(tǒng)的分析對比,最終選擇最優(yōu)的切削方案為振幅為10 μm 時的徑向超聲振動輔助切削。為了探究超聲振動輔助切削在實際應(yīng)用中與普通切削的優(yōu)缺點,必須通過實際試驗驗證。切削力和最大Mises應(yīng)力主要受切削過程中的工件變形、切削熱和加工過程中的振動耦合作用,其中最大Mises應(yīng)力過大會導(dǎo)致切削過程不平穩(wěn),增大加工過程中系統(tǒng)的振動,加工過程中系統(tǒng)的振動會直接影響切削力是否平穩(wěn),切削力的周期性變化會使已加工表面的表面結(jié)構(gòu)變差。測量切削力時,通過電阻應(yīng)變式傳感器測量刀桿上由切削力產(chǎn)生的變形,通過電路轉(zhuǎn)換、放大、標定之后推算出被測的切削力。切削振動信號通過測量刀尖振動產(chǎn)生的位移而獲得,并且信號分析可以側(cè)面反映出切削力的大小和變化[19]。
設(shè)計一個實現(xiàn)超聲振動輔助切削的試驗,并采集振幅為10 μm 時的徑向超聲振動切削狀態(tài)下的振動信號,與普通切削條件下的振動信號,并使用粗糙度測量儀,測量加工后的表面結(jié)構(gòu),對切削過程、試驗結(jié)果兩方面測量,觀測超聲振動輔助切削在實際工程應(yīng)用中的表現(xiàn),試驗平臺如圖6所示。
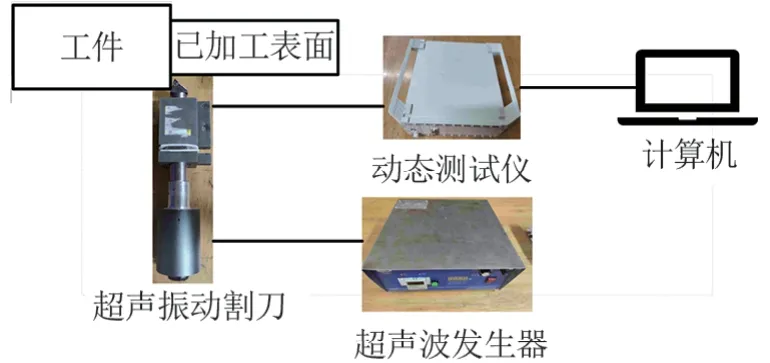
圖6 試驗平臺圖
試驗平臺主要由超聲振動輔助加工系統(tǒng)、數(shù)控車削中心和動態(tài)測試系統(tǒng)3部分組成。超聲振動輔助加工系統(tǒng)使用聚能超聲波割刀,型號為SCQ-1500F,車床使用CY-K360n 數(shù)控車削中心,動態(tài)測試系統(tǒng)選用DH5923N動態(tài)信號測試分析系統(tǒng),信號放大裝置使用電橋應(yīng)變片的方式。
由于信號頻率較高,傳感器選用加速度力傳感器,加工件選用規(guī)格為Φ100 mm×400 mm的鈦合金棒料,刀具使用DCMT11T304LF 涂層硬質(zhì)合金刀具,刀具表面的涂層為TiAlN。切削試驗參數(shù)見表3。
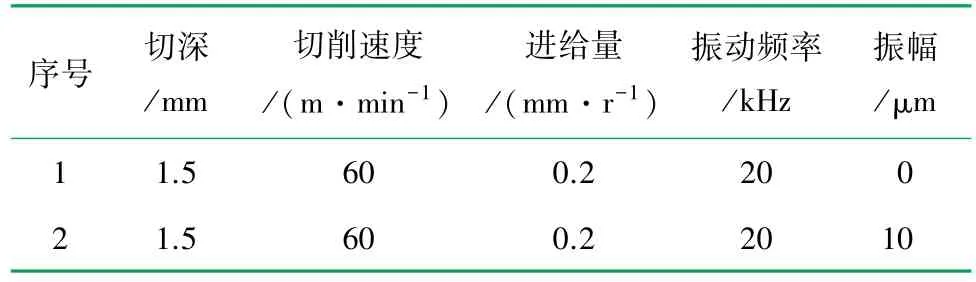
表3 切削試驗參數(shù)表
3.2 振動信號結(jié)果與分析
由于在刀具與工件接觸面積不變的情況下最大Mises應(yīng)力過大會導(dǎo)致切削過程不平穩(wěn),增大加工過程中系統(tǒng)的振動,因此使用切削動態(tài)信號來驗證仿真中的切削應(yīng)力。
使用東華測試DH5923N 采集普通切削和超聲振動輔助切削過程中的振動信號,利用系統(tǒng)中自帶的算法對信號放大分析,采樣頻率設(shè)置為5 kHz,測量切削過程中<1 kHz的振動信號,采樣時間為10 s,可得不同切削狀態(tài)下的時域信號和頻域信號如圖7所示。

圖7 切削時頻域信號圖
由圖7(a)和(b)可以看出在相同切削條件下,普通切削采集到的時域信號從波形看信號跳動的范圍比較大,證明切削過程中有比較大的振動產(chǎn)生。采用徑向超聲振動輔助切削時采集到的時域信號跳動的范圍約減小了28%,說明徑向超聲振動輔助切削可以降低切削過程中的徑向振動。由圖7(d)可以看出信號的振動頻率主要來源于主軸轉(zhuǎn)動時產(chǎn)生的振動和刀具固有頻率上產(chǎn)生的振動,由圖7(c)與(d)對比峰值可以看出超聲振動切削可以有效地降低切削過程中由主軸回轉(zhuǎn)產(chǎn)生的振動和在固有頻率上的振動,降幅約為22%。因此,超聲振動輔助切削可以抵消機床坐標系中x軸方向的振動,提高了加工質(zhì)量。
3.3 表面結(jié)構(gòu)結(jié)果與分析
切削力的周期性變化會影響已加工表面的表面結(jié)構(gòu),表面結(jié)構(gòu)在一定程度上體現(xiàn)了切削過程中切削力是否平穩(wěn),因此使用表面結(jié)構(gòu)驗證超聲振動切削對切削力的影響。根據(jù)表3 的兩組試驗,分別測量普通切削與超聲振動切削加工后的表面結(jié)構(gòu)。選擇儀器TR200粗糙度測試儀,為了保證測量準確無誤,每個加工圓周面在不同地方測量3 組數(shù)據(jù)取其中間數(shù)據(jù),可得原始表面輪廓曲線的測量數(shù)據(jù)如圖8所示。
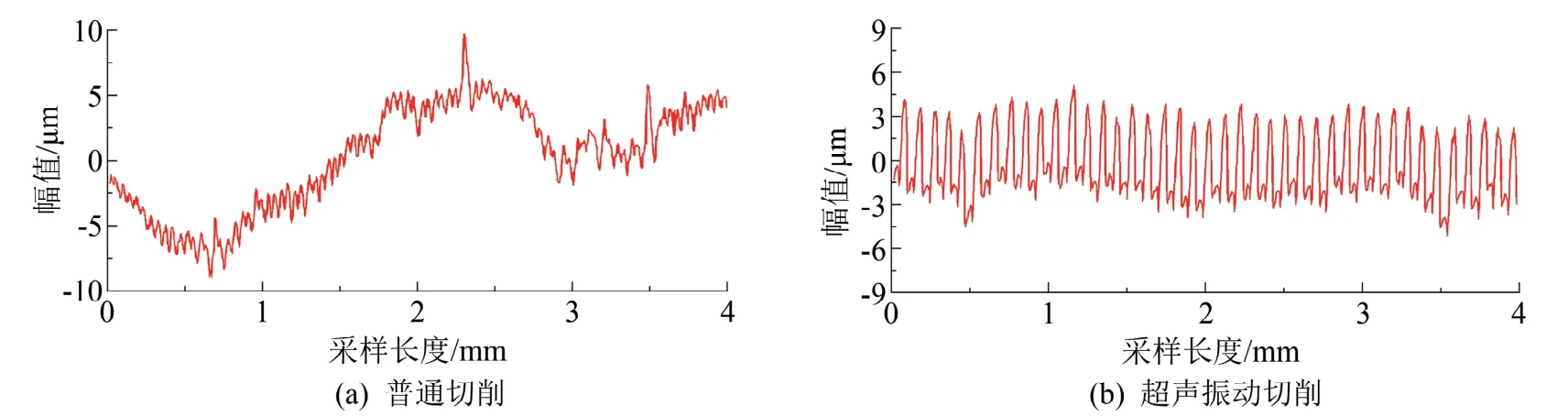
圖8 不同切削狀態(tài)下已加工原始表面輪廓曲線圖
從加工表面原始輪廓圖可以看出,普通切削狀態(tài)下加工表面的表面波紋度輪廓有較大的起伏,因此采用表面結(jié)構(gòu)比使用表面粗糙度和表面質(zhì)量表達更合適。超聲振動切削狀態(tài)下加工表面的原始輪廓圖的表面波紋度較小,表面粗糙度輪廓呈鋸齒形曲線波動,這個波動是由于施加在刀具上的超聲振動與機床在切削過程中產(chǎn)生的隨機振動相耦合產(chǎn)生的,與超聲振動的最大振幅相似,其頻率相差較大,綜合可得已加工表面原始輪廓的極差約降低了23%。結(jié)合對振動信號結(jié)果分析可知,刀具的超聲振動抑制了主軸轉(zhuǎn)動產(chǎn)生的振動和刀桿固有頻率處產(chǎn)生的振動,但振幅過大時施加在超聲振動上的規(guī)則振動會在加工表面上增大表面粗糙度輪廓,因此當(dāng)超聲振動方向為徑向時,超聲振動的振幅不宜過大,其值過大可能會使表面結(jié)構(gòu)相較于普通切削變差。
4 結(jié)論
通過以上研究得出以下結(jié)論:
(1)超聲振動振幅在10 μm 時,最大Mises 應(yīng)力相比于普通切削降低了6%。振幅繼續(xù)增大,最大加工Mises應(yīng)力不會持續(xù)大幅減小,說明僅在一定范圍內(nèi)Mises應(yīng)力會隨著超聲振動切削振幅增大而減小。
(2)當(dāng)振幅為10 μm 時,普通切削與徑向和切向平均切削力相比,超聲振動切削可以有效降低切削過程中11%的主切削力,且徑向切削的切削力方差小,切削過程更加平穩(wěn)。
(3)超聲振動輔助切削可以有效減小切削過程中振動信號的波動范圍約為28%。對比頻域信號可知,超聲振動輔助切削能夠減小主軸回轉(zhuǎn)及刀架固有頻率引起的振動約為22%。超聲振動加工是通過耦合降低主軸回轉(zhuǎn)與刀桿固有頻率產(chǎn)生的振動。
(4)超聲振動加工降低了已加工表面原始輪廓的極差約為23%,但振幅過大會影響表面粗糙度輪廓,因此當(dāng)超聲振動方向為徑向時,超聲振動的振幅不宜過大,其振幅過大可能會使表面結(jié)構(gòu)相較于普通切削變差。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:36:28
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
中國生殖健康(2019年3期)2019-02-01 06:12:26
中國公路(2017年18期)2018-01-23 03:00:38
數(shù)學(xué)物理學(xué)報(2017年6期)2018-01-22 02:26:40
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(2015年3期)2015-11-11 17:20:00