支撐柱曲面變角度坡口加工技術(shù)分析
2023-12-25 03:15:12蘇偉武術(shù)寶李海斌
金屬加工(冷加工) 2023年12期
蘇偉,武術(shù)寶,李海斌
一重集團(tuán)大連核電石化有限公司 遼寧大連 116113
1 序言
我公司承制某核電項(xiàng)目的支撐柱,其結(jié)構(gòu)為一個(gè)柱體的一端上加工一個(gè)球形曲面,并在曲面上加工一個(gè)22°~40°變角度的焊接坡口,該坡口為支撐柱與下封頭組焊坡口,坡口形式復(fù)雜,為空間曲面結(jié)構(gòu),如圖1所示。另外,根據(jù)工藝要求,支撐柱來料為鋼管結(jié)構(gòu),待加工區(qū)域加工余量較大,如采用數(shù)控鏜床粗加工,加工成本將增加,且加工效率將降低。由于其為批量件,如何利用公司現(xiàn)有資源,開展工藝技術(shù)研究以降低加工成本、減輕機(jī)床負(fù)荷尤為重要。
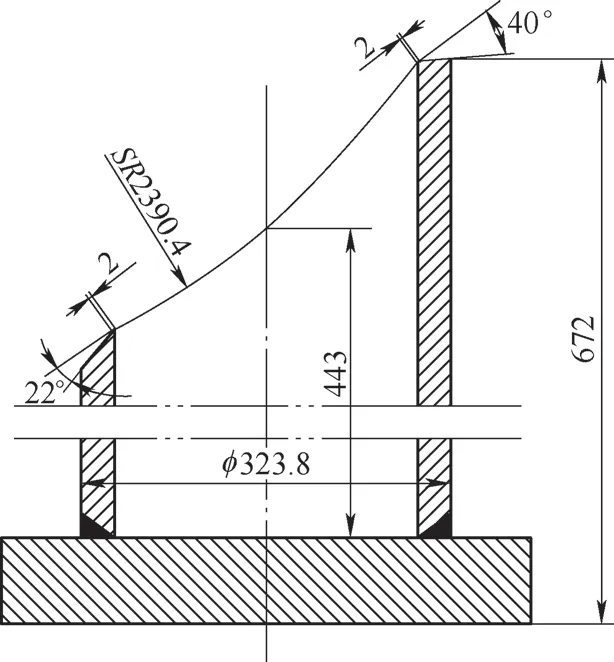
圖1 支撐柱示意
2 高效去除余量
2.1 計(jì)算球形坡口尺寸
根據(jù)三角函數(shù)關(guān)系,計(jì)算出劃線所需的相貫線等分坐標(biāo),制作劃線樣板。圖1中的SR球面和22°~40°的變角度坡口,簡(jiǎn)化為45°斜面,將45°斜面與圓柱面的相貫線在圓周方向分為24等份,即每15°計(jì)算一次高度值,最低點(diǎn)按留余量20mm確定為320mm,高度值計(jì)算公式為
式中,L為距離底板上面最低點(diǎn)高度(m m),大小為320m m;R為柱體半徑(m m),大小為161.9mm;α為等分點(diǎn)處各個(gè)角度值(°)。
代入式(1)可以得出各個(gè)等分點(diǎn)的高度值,見表1。
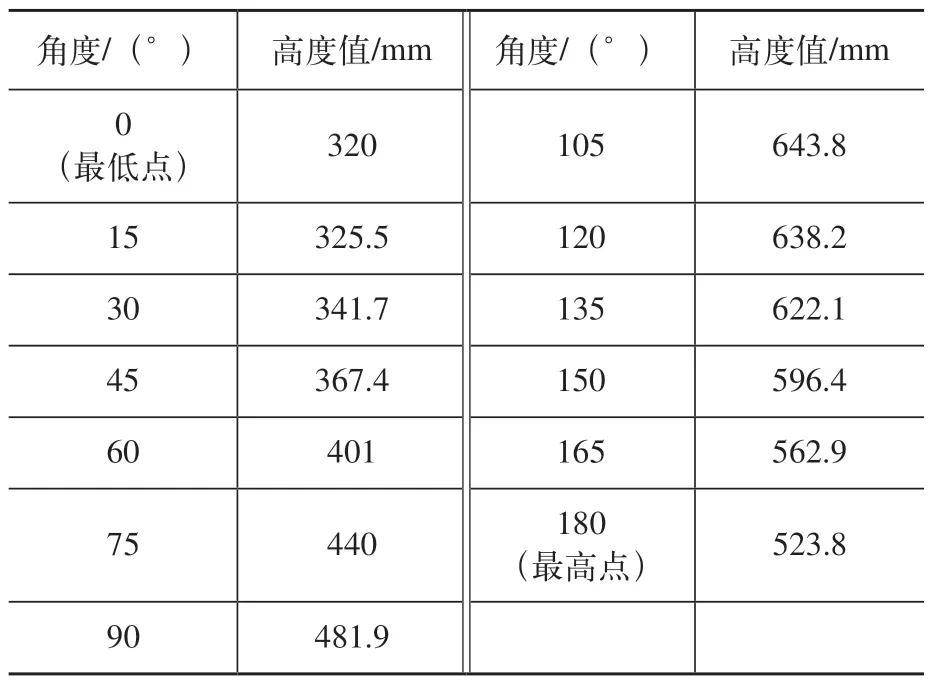
表1 等分點(diǎn)高度值
2.2 采用鋸切工藝高效去除加工余量
通過對(duì)比分析粗加工方法,從成本及效率等方面綜合考慮,制定劃線后鋸床加工的方案[1],具體步驟如下。
(1)劃線 根據(jù)表1中的數(shù)值,在網(wǎng)格紙上畫出各點(diǎn),連線,按線裁剪出樣板。
根據(jù)劃線樣板,畫出45°粗加工線,打沖眼于柱體外圓,深度≤0.5mm。將樣板貼合于柱體外圓,作為標(biāo)尺劃線,一次劃半圓,兩次劃出坡口加工線。
(2)鋸切 采用液壓卡鉗裝夾工件,按簡(jiǎn)圖找正45°夾角(L1=L2),如圖2所示。并測(cè)量底板側(cè)邊兩端到工作臺(tái)距離相等。
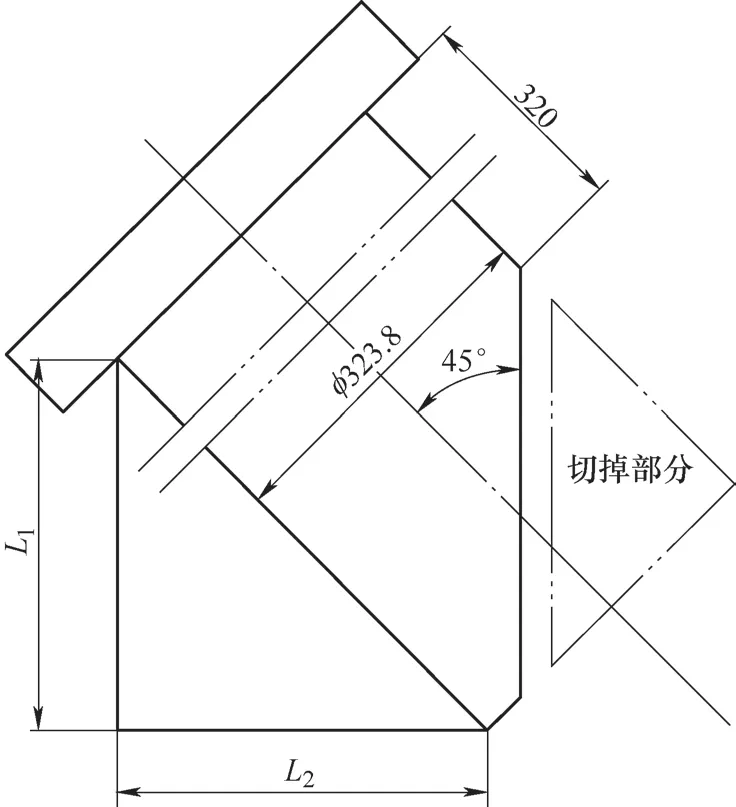
圖2 粗加工示意
按線鋸切支撐柱(見圖3),刀口寬度≤5mm。鋸切深度超過鋸條寬度時(shí),用塞塊塞實(shí)鋸切縫隙,防止鋸條因阻力過大而折斷。鋸切工件,在開始時(shí)將進(jìn)給速度降低一半,密切觀察是否有偏斜現(xiàn)象。當(dāng)鋸削深度大于鋸條寬度時(shí),采用楔塊塞緊縫隙,避免鋸條因阻力過大而折斷。鋸切接近斷開約10mm時(shí),將進(jìn)給速度降低一半,防止結(jié)束過快崩傷鋸齒。同時(shí)整個(gè)過程密切觀察鋸條劃線之間的距離。

圖3 支撐柱
3 數(shù)控加工空間曲面
3.1 裝夾方式
如果柱體軸線面對(duì)主軸加工,加工時(shí)刀具伸出長(zhǎng)度近350mm。此方法主軸伸出量過長(zhǎng),機(jī)床無法實(shí)現(xiàn)連續(xù)加工。為解決此問題,采用轉(zhuǎn)角度放置的方法實(shí)現(xiàn)加工,造型分析曲面最佳放置角度,使零件加工時(shí)主軸伸出量最小,從而保證零件的加工質(zhì)量,提高零件的加工效率。
具體裝夾如圖4所示,零件采用臥放狀態(tài),零件中心線與X軸成45°放置,按零件外圓找正各向。
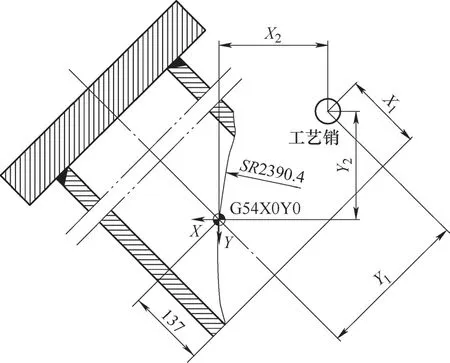
圖4 裝夾示意
3.2 工藝銷及工藝零點(diǎn)設(shè)定
零件斜向擺放后,缺少對(duì)刀面,無法設(shè)置工藝零點(diǎn)G54。于是在零件旁邊擺一個(gè)工藝銷,機(jī)床坐標(biāo)系旋轉(zhuǎn)45°,用百分表測(cè)量工藝銷至支撐柱端面的距離(X1)以及工藝銷至支撐柱中心的距離(Y1)的值。通過式(2),可以計(jì)算得到工藝零點(diǎn)G54至工藝銷的距離X2、Y2的值。
機(jī)床使用直角銑頭,旋轉(zhuǎn)角銑頭使銑頭朝向X軸正方向,以工藝銷為基準(zhǔn)定G54X0Y0于圖4所示位置。以支撐柱外圓為基準(zhǔn)定G54Z0。
3.3 加工程序及留量控制
在加工變角度坡口時(shí),由于加工余量不均勻,為避免加工量大及損傷刀具和機(jī)床等問題,程序需要多次重復(fù)走刀,由此將帶來加工時(shí)間長(zhǎng)和零件加工效率低的問題。為此,根據(jù)產(chǎn)品結(jié)構(gòu)尺寸,分別編制了5個(gè)NC程序,用于不同工步的加工需求[2,3]。
首先使用φ50mm玉米銑刀,使用程序1粗加工SR2390.4mm球面,單邊留量0.5mm;然后使用SD40mm的球刀,使用程序2精加工SR2390.4mm球面;接著使用φ50mm玉米銑刀,使用程序3、程序4,分別加工去除長(zhǎng)軸和短軸方位兩處過大的余量;最后使用φ50mm玉米銑刀,使用程序5精加工22°~40°坡口[4]。
以上所有程序均可通過修改程序中的參數(shù)R1實(shí)現(xiàn)偏置留量加工,因零件與X軸成45°方位放置,故留量時(shí)必須沿X/Y軸同時(shí)偏置。
3.4 加工過程控制
為確保最終產(chǎn)品加工尺寸無誤,需要在加工過程中進(jìn)行相應(yīng)的工藝控制[5],以確認(rèn)加工方法、加工程序的正確性以及加工后零件形狀的準(zhǔn)確性。
1)分析零件模型,根據(jù)零件模型的尺寸及加工留量情況給出母線的長(zhǎng)度,供操作人員加工中測(cè)量確定使用。
2)NC程序走刀時(shí)在0°方位的特殊點(diǎn)起刀,以方便操作人員測(cè)量。
3)設(shè)計(jì)一個(gè)R曲面測(cè)量樣板,供操作人員在加工過程中檢驗(yàn)使用,檢驗(yàn)合格后方可進(jìn)行坡口的加工。
4)坡口加工后0°、180°特殊點(diǎn)母線長(zhǎng)度在工藝簡(jiǎn)圖中標(biāo)識(shí),以方便操作人員對(duì)刀試切削時(shí)使用。
4 結(jié)束語
本文針對(duì)支撐柱曲面變角度坡口的加工難點(diǎn),進(jìn)行技術(shù)分析和工藝改進(jìn),通過鋸切工藝實(shí)現(xiàn)余量的快速去除;通過零件傾斜擺放并放置工藝銷的方法,解決了加工過程中刀具懸長(zhǎng)過長(zhǎng),無法確定工藝零點(diǎn)等問題。實(shí)踐證明在此裝夾條件下,刀具可以明顯縮短,提高了加工穩(wěn)定性,加工參數(shù)能夠達(dá)到vf=1200mm/min、n=800r/min的水平,極大地提高了加工速度。加工過程中采用零件傾斜擺放并放置工藝銷確定工藝零點(diǎn)的方法,簡(jiǎn)單實(shí)用,具有很好的推廣價(jià)值。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
人大建設(shè)(2019年12期)2019-05-21 02:55:44
中山大學(xué)法律評(píng)論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時(shí)報(bào)(2017-03-30)2017-03-30 06:44:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
中國(guó)衛(wèi)生(2015年3期)2015-11-19 02:53:32
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03