單因素分析法在核電設備管道典型焊接問題處理流程中的應用
2023-12-29 03:08:44馬新朝
電焊機 2023年12期
馬新朝
中國核電工程有限公司,北京 100840
0 引言
影響核電工程設備管道及閥門等部件焊接質量的6大因素“人、機、料、法、環、測”是綜合性的層次分析,針對焊接施工的質量問題,要分層分類分析,將每一層面的單一因素提煉出來,分析影響焊接過程、檢測驗收各層因素,主要從技術管理方面進行典型焊接質量問題分析和處理。焊接質量問題包括焊接過程中出現的各類缺陷,如裂紋、未熔合、未焊透、氣孔、夾渣、燒穿、凹坑、咬邊等表面缺陷,焊接變形、形變、扭曲變形、波浪變形等質量問題,驗收過程中存在標準不一致、產品焊縫的技術指標不合格、不符合項(NCR)分類不清楚、人因因素失誤等[1-4]。
單因素分析法是指各種影響焊接質量控制因素及變量在一個因素固定下對其他因素進行逐個輪換分析,以找出影響焊接質量的關鍵因素的分析方法,它聚焦某單一質量問題/焊接缺陷,從本質形成機理方面對影響因素進行有效分析從而進行控制的方法,應用此法分析焊接施工中的質量問題,可簡化程序、切中要害,把復雜的問題簡單化,有助于提升分析效果并分析處理其關聯因素。如對焊接氣孔的單因素分析,控制熔池的形成大小、成形時間,導致氣孔產生的焊材因素如焊材的烘干及清潔情況、保護區建立、焊接環境影響、預熱、焊后消氫熱處理等措施,針對性分析氣孔的性質及其機理,單因素分析法適用于典型焊接接頭及結構,特別是對薄壁構件、管道焊接接頭、管道閥門焊接缺陷的產生原因分析,可以突出重點及關鍵線路,對癥下藥,分析過程可結合頭腦風暴等分層分類法,充分發揮專業技術人員的思維能力,有效提出解決問題的措施,從而保證焊接質量。
核電設備中典型的焊接結構有CRDM控制棒Ω環、薄壁不銹鋼覆面板、異形雙曲面板、特種閥門與管嘴的接口等。這些核安全相關的結構件及管道閥門接頭的焊接質量問題均是核安全局監督管理、審查的重點。
1 典型焊接結構件的焊接質量問題
核電工程設備的薄壁構件主要是δ≤4 mm構件的各類重要結構,如CRDM控制棒Ω環、不銹鋼覆面、δ≤2 mm的薄壁不銹鋼管,以及在薄壁件上焊接相應結構的結構。焊接過程中容易出現波浪變形、熱變形、收縮變形及彎曲變形,尤其是Ω環的焊接及水壓試驗后PT缺陷顯示的處理[5-8],解決這些構件質量缺陷特別困難,處理不恰當會對后續核設施的安全運行造成不良影響,甚至要重新進行設計論證,因此,單因素分析方法可切中要害,找準問題所在,從而優化此類構件的控制流程。
1.1 典型薄壁構件的焊接變形
控制棒驅動機構耐壓殼及熱電偶柱陰法蘭在反應堆壓力容器管座上的焊接易發生焊接形變。
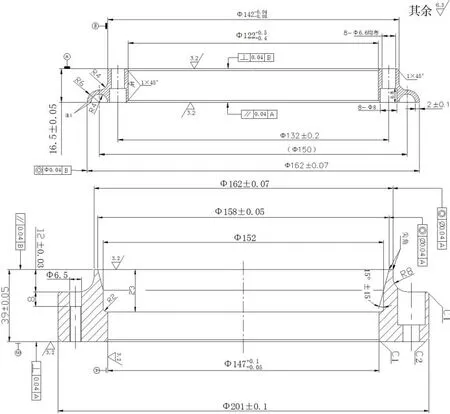
圖1 Ω焊縫上下環零件Fig.1 Ω Weld joint upper and lower ring parts
薄壁構件的焊接質量缺陷:某核電工程5#機組CRDM K2焊縫焊接過程中,發現自動焊機控制柜上顯示電流與焊前參數設定值不一致:焊機設置電流參數峰值100 A,基值45 A;實際輸出電流峰值117~122 A,基值82 A。焊接完成后,測量最終焊縫寬度(11.61 mm、11.45 mm、11.89 mm、11.38 mm)即焊縫超寬3.89 mm,焊縫尾部存在3 mm弧坑,如圖2所示。

圖2 K2焊縫的弧坑Fig.2 Arc crater of K2 weld seam
應用單因素對質量問題進行分層分析:焊接弧坑,電流變化引起的焊縫超寬及焊接變形形變問題。弧坑的產生原因:收弧時停頓時間過短、電流突變變大影響,弧坑經金相砂紙表面打磨可消除;變形及超寬的產生原因是電流變大引起,需要對此質量缺陷按照單因素輪換分析,并及時處理焊縫超寬及形變。
對Ω焊接設備焊接電流偏差為22 A,基值電流偏37 A的設備電流變大的原因分析,單因素提煉分析了以下各類因素:焊槍、機頭的跳動、定位精度、軸徑向可調范圍、機頭旋轉圓直徑等數據,分析接線情況的可靠性;對上述因素均進行運轉檢查排查,對產品性能參數測試報告進行復驗,排除現場設備的性能缺陷問題;在現場將焊接接地線和接地電纜線盤繞情況進行專項檢查,減少電流輸出線和接地線長度、減小壓降的影響,同時,對此因素用鉗型電流表進行實測檢查,驗證結果合格;對電源的穩定性也進行了預防性整改,實施專項穩定電源焊接CRDM,防止電壓波動引起電流波動。這些因素的分析結果表明,現場的設備性能處于正常狀態。
焊接過程電流變化因素分析:重點分析數據采集系統、視頻監測系統及焊接熔池的形成過程。高頻引弧瞬間,電流通過電纜線圈時產生的不規則電感效應干擾了焊接電源電流采集系統信號,使系統出現誤判,控制系統波動引起了電流變化,致使最終焊機的實際輸出電流偏離設定數據。對此分析結果,更換新的電流采集系統元件,經現場模擬焊接,性能可靠,不再發生電流干擾及突變現象。
1.2 廠供管道閥門等材料的焊接質量問題處理
設備供應商所供管道、設備等材料大多是鑄、鍛件等,在焊接過程中容易產生缺陷及異常問題,如制造與安裝焊接標準不一致時對縮孔、疏松、夾渣、夾雜、氣孔等缺陷的處理,焊接熱影響區缺陷和性能的判定及分析等問題,這些設備缺陷在與工藝管道焊接時往往會直接反映在焊縫的RT底片上,處理時因工藝評定覆蓋不足、焊工資質符合問題,困難重重。
1.2.1 除氧器疏水閥焊接的典型問題
某核電機組6號機組ADG系統五抽至除氧器疏水閥2ADG011VV管道規格為88.9×5.49 mm,材質SA-335P22,閥門材質WC9,設計壓力1.4 MPa,試驗壓力2.1 MPa,閥門兩側焊口為A1347、A1348。焊接完成后發現系統流向與圖紙流向不一致,開啟NCR處理,切割調整閥門方向后采用原工藝焊接,經現場RT,進口側A1347焊接接頭存在5 mm的條形超標缺陷,返修完成后,經過焊后熱處理,發現閥門進口側A1347接頭和出口側A1348接頭的硬度不合格,母材偏低,焊縫偏高。焊接、熱處理工藝及檢測結果見表1~表3。

表1 除氧器疏水閥焊接工藝Table 1 Welding process of deaerator drain valve
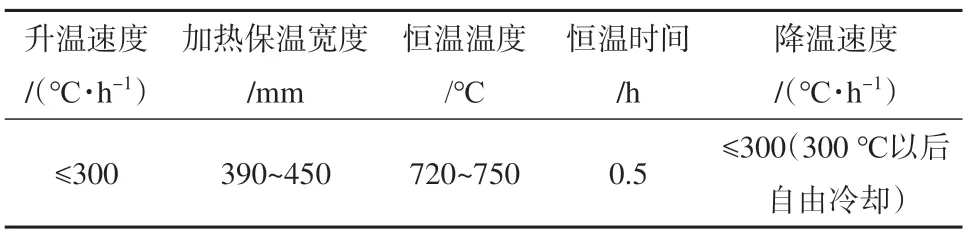
表2 熱處理工藝(遠紅外加熱)Table 2 Heat treatment process of deaerator drain valve
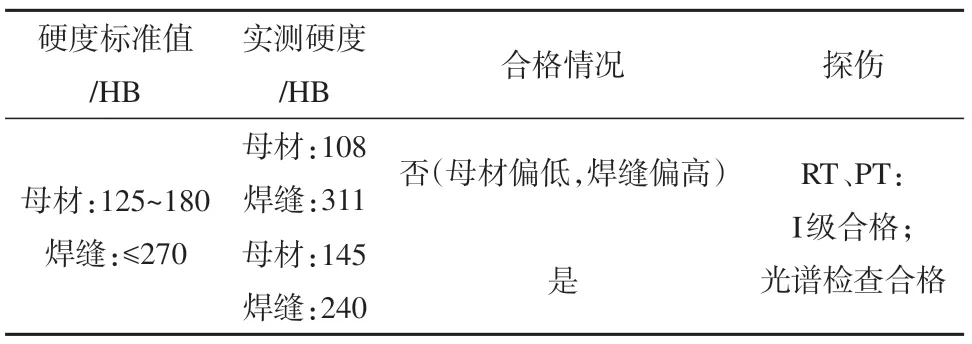
表3 檢測結果Table 3 Detection result
對缺陷的原因采取單因素分析,主要原因是閥門系統安裝反向的錯誤,焊接接頭內部條形超標缺陷,熱影響區、焊縫區硬度不合格。根據原因分析和處理措施的難易程度發現:調整閥門方向、返修5 mm的超標條形缺陷是切口及挖鑿后返修就可解決的問題,單因素輪換解決熱影響區硬度偏低和焊縫區硬度偏高的原因是根本所在。
1.2.2 電動平行閘閥(W型)的焊接接頭
EAS系統管線(Z2CN18-10,14"×4.68 mm)接2EAS008VB閥門(Z3CND19-10M,14"×4.78 mm)的M11焊口RT檢測時,發現2EAS008VB閥門側“焊縫熱影響區”存在5條30 mm裂紋,此問題發現后,焊接技術人員高度重視,采取單因素分析,從裂紋的產生機理方面(拘束度、材料的H含量、焊接線能量三大方面)進行系統地分析:核實核級焊材、特別是控氫元素的標準符合情況;對管道閥門的焊接拘束及應力情況(嚴格組對焊接坡口及間隙,未強力組對裝配);焊接工藝熱輸入量(軟規范)進行了系統分析,并對焊接熔池的形成、焊接工藝過程均進行了梳理,未違規跨接地焊接、閥門的開啟關閉情況符合,且管口在自由狀態執行應力驅逐法[9]焊接,熄弧時采取延遲熄弧、釋放應力,焊接成型進行了專項檢查,結果正常。
對材料檢驗復驗及驗收、現場焊接及無損檢測等過程所涉及的因素均逐一分析,確認無誤后,對閥門制造廠的竣工監造文件進行專項審查和監造過程分析:分析了閥門的制造工藝鏈,對質量計劃的各個環節及其影響因素進行了審查,分析,審查RT底片的特征并對照現場RT底片后,確認該缺陷是閥門的鑄造缺陷。因此,針對性開發和制定了防止鑄件裂紋擴散的焊接措施,對裂紋進行逐層PT打磨挖除,采取延遲熄弧的GTAW焊接方法(ER316L、2.0 mm焊絲,I=60~120 A,保護氣體:高純氬Ar≥99.997%,正面充氬流量9~25 L/min,背部氬流量11~25 L/min),完成了返修焊接,結果合格,單因素分析方法處理問題的效果顯著。
1.3 針對薄弱不銹鋼小管的焊接
在AL子項(廠區試驗室),結合各個核電廠的試驗室運行經驗反饋后,對全部的可燃性氣體(氫氣管等)的連接均改為焊接形式。因此,對于薄壁不銹鋼氣體管道,應進行焊接工藝評定,實施手工或自動焊接,應用單因素分析法,采用焊接會出現焊縫余高超高、燒穿、成形不良等焊接缺陷。同時根據核電工程現場實際情況,對于厚度δ≤1 mm的薄壁不銹鋼管道,可采用非填充續絲熔化焊、自熔自動焊和熔化填充續絲焊三種焊法進行焊接;為保證熔透且不燒穿,優質焊接工藝是關鍵控制因素。
焊接的重點因素是選擇好合適的焊接電流防止燒穿和成形不良,保證熔透并成型良好,經單因素輪換分析工藝評定(輪換焊接電流、焊接電壓及焊接速度三個主要焊接工藝參數),得出了適用于9.53 mm×0.89 mm的304L不銹鋼氣體管道的焊接工藝。采用非填絲GTAW熔化焊,直流正接,焊接電流12~25 A,熔化焊接I型對接坡口,得到完美的焊接接頭:焊后100%PT及RT,Ⅰ級合格,力學性能滿足“Rm≥485 MPa,面彎及背彎后均滿足不得有單條長度大于3 mm的開口缺陷”。
2 處理程序和方法
對工程焊接過程中出現的各類質量問題,分清異常現象、質量缺陷及不符合項,根據單因素分析的根本原因,制定具體可行的處理措施后,按照處理時的難易程度分為表面缺陷處理、CR澄清處理、不符合項管理程序處理、建造事件管理流程處理和驗證。
2.1 表面缺陷處理
設備、閥門、管道等構件的焊接表面缺陷可采取有限打磨及修磨,其打磨修磨深度h≤0.5 mm與壁厚的5%δ(δ為焊件厚度),且該表面準備工藝不是一種修補操作[10]。打磨后需進行有效厚度測量,按管壁厚減薄設計評價的原則處理。
2.2 CR澄清處理
根據單因素分析得到的根本原因,結合現場狀態分析焊接及檢測的條件,對焊接與檢測方法不一致現象、適用情況不確定、設備閥門制造與安裝焊接標準不一致的情況,必須由設計方面進行適當的澄清,以便提出相應的解決辦法。如對焊接位置操作困難、技術文件要求不清楚的部位如支承件與管道的全熔透焊接方法由SMAW替換為GTAW,RT難以操作或受條件制約的部位改為逐層PT方法、相控陣UT等,以保證焊接質量,減少焊接缺陷。
對于檢測所發現缺陷的處理及評定區域評判不確定的問題,可以技術澄清,由專業設計人員明確焊縫及熱影響區的檢測范圍,做到與標準的要求相一致,更適于現場管理和焊接操作。如HAZ范圍通常情況為B=30%δ(δ為等效工件厚度),最大為20 mm,最小為10 mm;對此評定范圍與標準進行澄清,“射線檢測及手工超聲波檢測:焊接區和補焊區為焊縫熔敷金屬及10 mm范圍內的鄰近母材熱影響區。液體滲透檢測:焊接區和補焊區為焊縫熔敷金屬及15 mm范圍內的鄰近母材熱影響區,防泄漏密封焊縫檢驗區為焊縫熔敷金屬及5 mm范圍內的鄰近母材熱影響區;支承件與容器或管道間的連接焊縫的被檢驗區為焊縫熔敷金屬及10 mm范圍內的鄰近母材熱影響區”,澄清后可有效評定焊接后對缺陷的評判,焊縫嚴格執行現場安裝標準,對母材區域的缺陷按制造標準進行評判,做好缺陷記錄,以便后續的役前檢測及運行評估。
2.3 不符合項管理程序處理
焊接缺陷可進行二次返修,單因素分析可抓住其產生原因,返修時做好防止再次發生缺陷的措施,按照原工藝返修即可;第三次返修須制定專項施工方案開啟NCR處理,專項施工方案中須要應用單因素分析法分析缺陷產生的根本原因。
如針對ADG系統閥門流向安裝錯誤問題,開啟不符合項,制定的處理意見如下:將6M2ADG011 VV閥門兩側焊口A1347和A1348割除,按照圖紙調整閥門方向后重新焊接;割口后重新焊接,經24 h后RT焊口合格,硬度檢測發現焊縫熱處理后硬度偏高最大值311 HB(焊縫硬度≤270 HB),母材硬度偏低最大值108 HB(125~180 HB)。
影響硬度不合格的關鍵因素分析:熱處理過程的各類因素分析;加熱帶未有效覆蓋焊縫區域且接觸不良;當熱電偶測溫端頭接觸部位偏離焊縫(靠近母材側),導致處理過程中加熱部位焊縫部位未進行徹底處理;熱偶偏向母材側導致母材硬度偏低;電加熱部位集中在焊縫鄰近母材側,且硬度檢驗時母材表面2次熱處理后的表面碳化層未打磨干凈,在硬度檢測時產生誤差累積,導致結果不合格。
對硬度不合格的處理措施:對焊縫硬度偏大進行再次焊后回火熱處理,工藝如表1示,熱處理后對焊縫表面和母材(鄰近焊縫)進行打磨并露出金屬光澤,使便攜式硬度計端部與金屬表面有效貼合,以進行組織細化,降低硬度;熱處理后進行硬度檢測,發現焊縫硬度最大為240 HB,母材硬度最大為145 HB,結果合格;對管道母材熱影響區的局部淬火熱處理,工藝如下:用2把氣焊槍對HAZ 150 mm范圍內對稱均勻烘烤加熱,熱源中心離開焊縫中心30 mm,紅外線測量區域溫度,范圍在475~525 ℃間,持續保溫30~60 s,0~5 ℃冷水毛巾裹冷,降至室溫,經測量結果合格。再次對該兩道焊口焊接完成后對該焊縫進行表面滲透檢驗、光譜檢驗、RT,均評定I級合格,硬度檢驗合格。
優化管道的焊接熱處理工藝,補充閥門焊后熱處理工藝規程,增加3次以上的工藝技術要求,特別是針對焊縫及母材焊后熱處理硬度不合格所采取的技術管理措施。
2.4 專家審評、評估和處理
采取專家審評、評估及專項處理是對于建造事件(凡是建造事件均含有NCR報告,NCR不一定是建造事件)、重大焊接缺陷/質量問題所采取的必要措施,需組織專家評審并尋求專業技術支持機構進行專項處理。
2.4.1 專項施工方案
針對重要構件缺陷、質量問題、NCR的處理需編制專項施工方案,對該方案要進行專家審評,著重對缺陷的產生根本原因進行單因素逐項分析、操作的適用性及正確性、影響焊接質量的影響因素及工藝措施進行審查,應力及變形的影響,焊接工藝評定的有效、覆蓋情況,焊接工藝規程的正確性,檢測方法可達情況,能準確指導缺陷問題的處理。
2.4.2 專業評估及處理
如針對K2 Ω環的焊接電流引起的變形問題,由設計院進行單因因素專家論證評估:一是焊接工藝的有效性;二形變及超寬的模擬代表性,三處理該形變的方法和措施。設計院根據焊接工藝評定的主要因素、次要因素、補加因素,焊接工藝評定規則等單因因素進行分析,分析焊接工藝的合格情況,即焊接電流偏差分析是否合格的問題:焊接電流偏為22 A,基值電流偏37 A,此電流偏差均小于50 A,按照工藝評定原理和規則,電流偏差小于50 A,原工藝評定有效;同時,在此有效評估的基礎上,做好了模擬試驗件,對模擬件取樣檢測,機械性能及化學成分、晶相組織均進行了分析,結果符合標準要求,焊接工藝評定進一步得到了有效驗證;超寬3.89 mm的可用情況評估,符合總裝配圖紙的公差,可以接受。
模擬件的代表性評估:在施工人員、環境、工藝、材料、設備(操作人員與設備的適用性)等方面基本一致的情況下進行K2焊縫模擬驗證試件焊接,可以模擬出穩定的焊縫成型(寬度超寬、余高低);模擬驗證試件焊縫可以反映K2焊縫的成型情況和焊接質量。
對局部超寬的形變使用情況、安裝方便程度的評估:在下部Ω焊縫區域表面施加一個壓緊力,來緩解和降低金屬內部裂紋的產生和擴展;同時采用石墨密封環,石墨密封環被壓縮后緊緊覆蓋在下部Ω焊縫區域表面和周邊母材區域,從而防止下部Ω焊縫泄漏,在建安階段安裝操作較簡單。因此,采用CSCA預防性夾具進行維修的方法[5]處理是可行的方法。
機械夾具(CSCA)包括底座、上板、密封夾板、石墨環、螺桿、螺栓以及墊片等,結構如圖3所示。機械夾具(CSCA)在安裝中施加壓應力在下部Ω焊縫區域,經國內外專家評估分析,下部Ω焊縫區域主要的降質機理為應力腐蝕裂紋,該缺陷主要是由于內部的拉應力而導致,機械夾具(CSCA)施加的壓應力與拉應力方向相反,可以有效減緩或降低缺陷的產生和擴展。
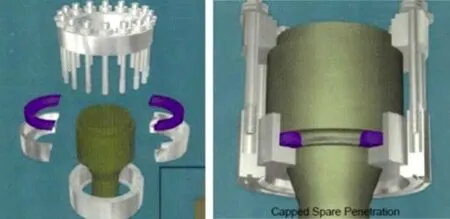
圖3 機械夾具(CSCA)結構示意Fig.3 Mechanical Fixture (CSCA) Structure
3 結論
采用單因素分析質量缺陷,要對影響質量的“人、機、料、法、環、測”6大方面分層分類分析,主要分析缺陷、質量的不合格問題所產生的根本原因和產生機理,簡化影響因素分層,不簡單地歸結為人因失誤因素,從而為有效制定整改工藝措施提供方法。通過對典型的管道、閥門焊接接頭缺陷/質量問題的單因素原因分析,能準確分析缺陷產生的根本原因并制定正確有效的處理方法,可以推廣應用。
單因素分析也不是孤立的分析方法,只是側重于產生缺陷及質量問題的根本原因,在分析缺陷產生的根本原因同時,考慮相關聯的質量影響因素,包括其間接及誘導原因,如焊接線能量過大引起的焊件燒穿、波浪扭曲變形時的焊接電壓與焊接速度的相關聯因素等。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
中學科技(2014年11期)2014-12-25 07:38:53