電極形式對鋁合金中頻點焊焊接性的影響研究
2023-12-29 03:08:40鐘麗慧韓立軍梁瓊
電焊機(jī) 2023年12期
關(guān)鍵詞:規(guī)范
鐘麗慧,韓立軍,梁瓊
一汽-大眾汽車有限公司,吉林 長春 130011
0 前言
隨著輕量化和電動化的快速發(fā)展,越來越多的輕質(zhì)材料被廣泛應(yīng)用到航空航天、汽車制造、軌道交通等領(lǐng)域[1]。近年來各大汽車生產(chǎn)主機(jī)廠也相繼在汽車上應(yīng)用鋁合金材料,隨之產(chǎn)生了很多新型連接技術(shù),如SPR鎖鉚、Clinch沖連、FDS流鉆、激光焊、鋁合金點焊技術(shù)等。其中鋁合金點焊技術(shù)由于其設(shè)備的高柔性、高效率、低成本等特點[2],近年來應(yīng)用越發(fā)廣泛。鋁合金受其本身材料特性的影響,電極-工件間接觸電阻較大,鋁合金熱導(dǎo)率大,導(dǎo)熱系數(shù)和線膨脹系數(shù)的差異較為明顯,導(dǎo)致焊接過程中熱量分布不均,焊后冷卻收縮能力不同,導(dǎo)致點焊焊縫變形較大,焊接過程中容易產(chǎn)生焊接裂紋[3-5],為了保證熔核的形成,需采用硬規(guī)范焊接,電極與工件接觸面上的溫度也較高,而鋁與銅之間存在強(qiáng)烈的合金化傾向[6],因此鋁合金點焊時銅電極的燒損非常嚴(yán)重,形成的CuAL2等金屬化合物,其電阻率為銅的5倍左右。由于合金粘附在電極表面,在后續(xù)焊點焊接中增大了電極-工件間的接觸電阻,也增加了電極-工件間的產(chǎn)熱量,加劇了銅鋁合金化反應(yīng)的程度。上述因素使得鋁合金點焊時電極的燒損增加,也縮短了電極的使用壽命[7-8],制約了鋁合金點焊焊接能力和生產(chǎn)節(jié)拍,通常在生產(chǎn)制造中焊接20個焊點就需要對電極進(jìn)行修磨。
鋁合金點焊電極使用壽命與電極材料、形狀、板材材料及表面狀態(tài)、焊接規(guī)范、冷卻狀態(tài)等有關(guān)[9-11]。電極形狀是影響鋁合金電阻點焊熔核質(zhì)量的關(guān)鍵因素之一,國內(nèi)外也有很多關(guān)于電極形狀對焊點質(zhì)量影響的研究。行業(yè)內(nèi)也相繼研究了很多種焊接方式來提高鋁合金點焊的焊接性。如美國通用公司提出利用多環(huán)圓頂電極(multi-ring domed,MRD)端面凸起的同心圓環(huán)刺穿鋁合金表面氧化膜,減小電極/板材之間的接觸電阻,但是需要定制專用的修磨器,隨著電極帽的磨損每次修磨之后環(huán)的狀態(tài)很難一致,焊接質(zhì)量的一致性不易保證。FRONIUS福尼斯開發(fā)的Deltaspot技術(shù)通過焊帶式的焊接方法,有效保證了每次的焊接接觸表面狀態(tài)和焊點焊接熱量,使得電極表面狀態(tài)和接頭質(zhì)量更加穩(wěn)定,但是其生產(chǎn)成本較高,同時由于電極帶的驅(qū)動結(jié)構(gòu)也使得焊槍結(jié)構(gòu)相對復(fù)雜,考慮到焊槍通過性,在汽車生產(chǎn)的底板等區(qū)域進(jìn)行設(shè)備選型時會存在一定限制。
本文通過研究改變電極的形狀和焊接模式來提升鋁合金點焊單次焊接能力。采用特定規(guī)格的壓緊模具,對鋁合金點焊電極進(jìn)行壓緊處理,使電極表面形成蜂窩狀模型,并通過一定的壓緊規(guī)范,進(jìn)行反復(fù)壓緊、焊接、再壓緊、焊接的方式來實現(xiàn)鋁合金點焊的焊接能力。以期望提升單次焊接后焊接性及質(zhì)量,延長電極壽命。
1 試驗材料及方法
1.1 試驗材料
在選材上考慮應(yīng)用6系鋁合金,由于6系鋁合金強(qiáng)度適中,成形性和耐蝕性好,綜合性能優(yōu)良,且具有良好的沖壓成形性,而且在烤漆處理后強(qiáng)度提高,抗凹陷能力增強(qiáng)等特點,是汽車輕量化的首選材料。本試驗以6系鋁合金中的TL091為試驗基材,對不同電極下的點焊焊接性進(jìn)行深入研究。

表1 TL091材料成分(質(zhì)量分?jǐn)?shù),%)Table 1 Composition of TL091 (wt.%)
1.2 電極帽尺寸設(shè)計
選用20 mm直徑的電極帽,電極前端采用近乎平面的圓弧電極,根據(jù)經(jīng)驗設(shè)定R100~150 mm。對電極前端不同圓弧尺寸R分別進(jìn)行試驗分析比對,來確定本試驗所采用的電極規(guī)格。前端分別帶有R100 mm 和R150 mm弧度的電極帽結(jié)構(gòu)見圖1。
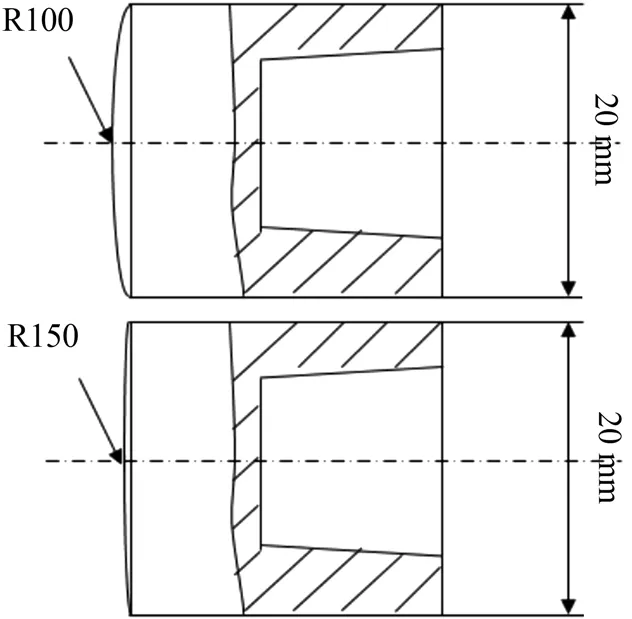
圖1 不同規(guī)格尺寸電極Fig.1 Electrodes of different sizes and specifications
1.3 焊接參數(shù)設(shè)計
為了對前端帶有不同R弧度尺寸電極的焊接效果進(jìn)行對比分析,在其它焊接條件都一樣的前提下,包括板材材料、厚度、電極接法、焊接設(shè)施等,分別在表2中設(shè)置了不同的焊接規(guī)范輸入,進(jìn)行連續(xù)焊接,并對焊接后的焊點進(jìn)行鑿檢測量焊核直徑,分析電極形狀對焊接性的影響。

表2 不同規(guī)格電極及規(guī)范組合Table 2 Different electrodes and welding parameters
1.4 電極帽壓緊模具設(shè)計
1.4.1 電極模具規(guī)格設(shè)計
本方法通過設(shè)計采用特定形式的壓緊蜂窩狀模具,對焊接電極的表面狀態(tài)進(jìn)行壓緊處理,使得電極表面形成一層蜂窩狀凹凸有序的形狀,帶有蜂窩的電極接觸工件時,電極與工件的整體面接觸變?yōu)橐粋€個的小截面接觸,更容易刺破鋁合金表面的氧化膜實現(xiàn)焊接,如圖2、圖3所示。
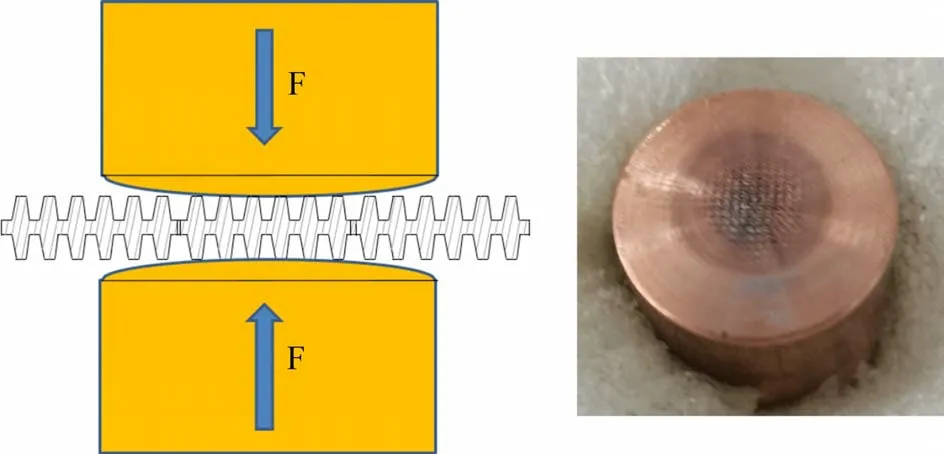
圖2 通過模具對電極進(jìn)行壓緊后的狀態(tài)Fig.2 The state of the electrode after being compressed by the mold
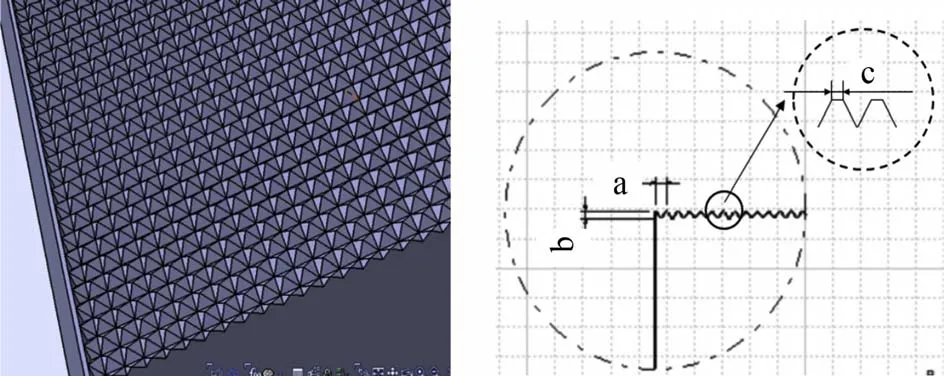
圖3 模具Fig.3 Mold structure
1.4.2 電極壓緊模具性能及壓緊參數(shù)設(shè)計
電極壓緊模具要有較高的硬度和耐磨性,試驗選用模具鋼,硬度≥HRC63,設(shè)置不同的壓緊規(guī)范,其中每次電極壓緊后焊接的點數(shù),電極的壓緊壓力,壓緊時間以及壓緊次數(shù),電極與模具的壓緊角度是壓緊過程的關(guān)鍵控制指標(biāo)。模具性能及壓緊參數(shù)設(shè)置如表3所示。

表3 模具性能及壓緊參數(shù)設(shè)置Table 3 Mold performance and compression parameter settings
1.5 焊接前提
1.5.1 焊接輸入
水流量要求20 L/min,壓縮空氣≥6 Bar;每個焊槍回路水流量8 L/min,共2個回路;焊接逆變器水流量4 L/min;焊接材料為TL091 2 mm+2 mm,鋁合金無磁焊接夾具一套,焊接設(shè)備配置見表4。
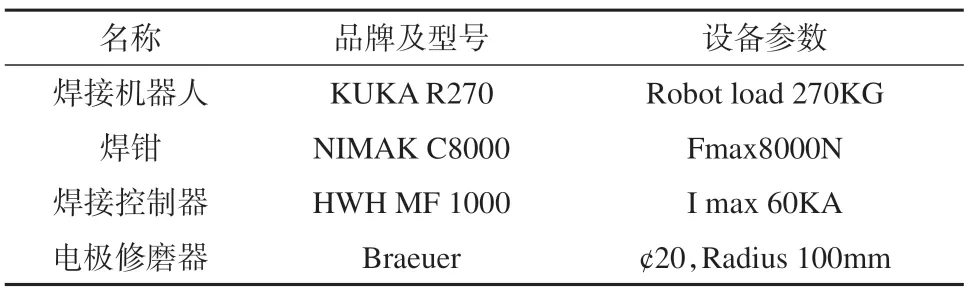
表4 焊接設(shè)備配置Table 4 Welding equipment configuration
1.5.2 焊接規(guī)范參數(shù)
試驗設(shè)備具備預(yù)熱焊接及AMF壓力自適應(yīng)控制功能,通過對該組合板材進(jìn)行實際焊接及金相檢驗,確定推薦焊接規(guī)范參數(shù)如表5所示,焊接曲線如圖4所示。
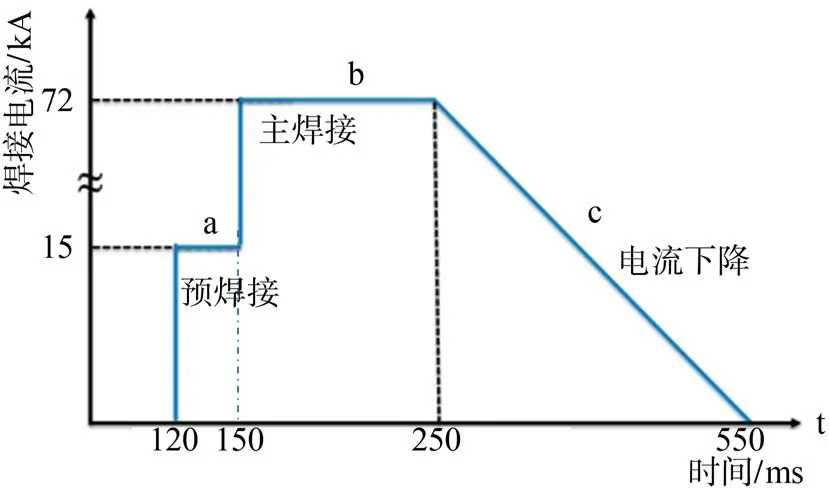
圖4 焊接曲線Fig.4 Welding curve
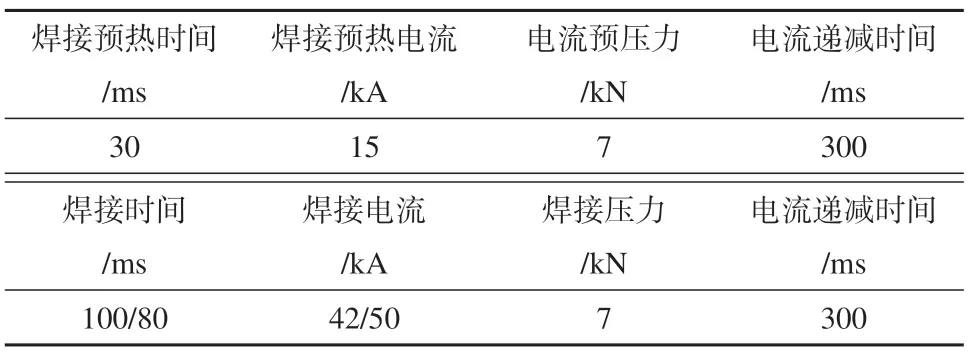
表5 焊接規(guī)范參數(shù)Table 5 Welding parameters
2 試驗結(jié)果與分析
2.1 電極帽尺寸對焊接結(jié)果的影響
采用前端帶有弧度R100 mm和R150 mm的電極連續(xù)焊接7點后測得的焊核尺寸如圖5所示。焊接后的焊核直徑在7.4~9.0 mm之間,兩電極在不同的焊接電流輸入下,得到的焊核尺寸基本一致,且滿足大眾標(biāo)準(zhǔn)要求的5t,即dp≥7.07 mm。隨后用這兩種形式電極分別進(jìn)行連續(xù)焊接,焊后焊點及電極表面狀態(tài)如圖6所示。

圖5 不同工藝輸入下的焊點檢驗狀態(tài)Fig.5 Spot welding inspection status under different input conditions
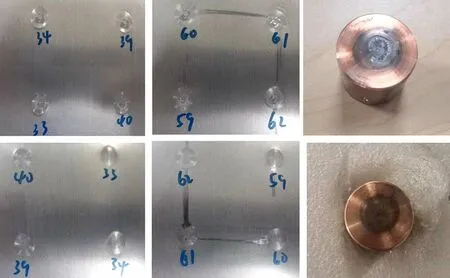
圖6 不同模具形式焊接后的焊點表面狀態(tài)Fig.6 Picture of continuous spot welding points under different molds
可以看出采用前端R150 mm弧度電極,連續(xù)焊接到30多點時,焊點表面就出現(xiàn)了電極粘連現(xiàn)象,且電極帽表面燒損較重。R100 mm的電極在焊接60點逐步出現(xiàn)電極侵蝕現(xiàn)象,由此可見,前端采用R100 mm的電極,在小電流規(guī)范下更有利于焊接。
2.2 模具尺寸對焊接結(jié)果的影響
為確定適合的模具規(guī)格范圍,在相同規(guī)范下,研究不同模具尺寸下焊點的焊接狀態(tài)。先對1組模具進(jìn)行初步的試驗摸索確定模具尺寸范圍,如表6所示,通過試驗狀態(tài)發(fā)現(xiàn)模具1-3、1-4焊接后的焊接點數(shù)較多,由此發(fā)現(xiàn)模具深度和寬度對焊接效果的影響較大。
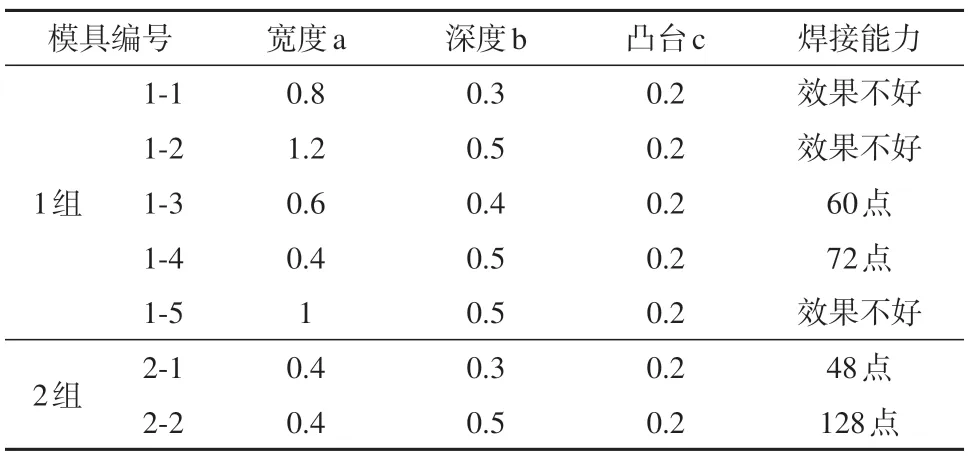
表6 不同規(guī)格尺寸模具下的連續(xù)焊接點數(shù)記錄Table 6 Continuous welding results by molds with different size
故參照1-3,1-4對模具尺寸進(jìn)行第二輪優(yōu)化,根據(jù)試驗結(jié)果可以發(fā)現(xiàn),當(dāng)模具寬度在0.4 mm時,焊點連續(xù)焊接的點數(shù)相對更多,所以將模具寬度調(diào)整為0.4 mm,模具深度調(diào)整為0.3~0.5 mm,并開展連續(xù)點焊焊接試驗。
如圖7所示,a1為模具2-1焊接到48個焊點后的產(chǎn)品狀態(tài),a2為首次壓緊后焊點表面狀態(tài),a3是第48點狀態(tài);b1為模具2-2焊接到128個焊點后的產(chǎn)品狀態(tài),b2為壓緊后焊點表面狀態(tài),b3是第128點的狀態(tài)。b2相對于a2表面紋路更加明顯和細(xì)密,壓緊模具在一定的寬度尺寸范圍下,模具凹坑深度對于焊接能力的影響很大,若深度過小,產(chǎn)生的合金氧化物會粘附到電極上,影響電極的連續(xù)焊接能力,所以設(shè)計適合規(guī)格尺寸的模具可以極少電極上合金物的粘附,提升焊接能力。
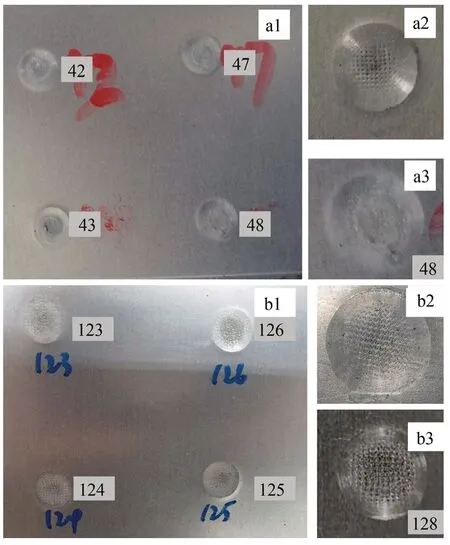
圖7 不同模具下的焊接產(chǎn)品狀態(tài)Fig.7 Status of Spot Welding Points under Different Molds
模具2-2電極壓緊后,觀察壓緊后的電極表面狀態(tài),可以看出,在壓力的作用下,電極表面經(jīng)過模具壓緊后,會形成均勻有序的表面凹坑,如圖8所示。
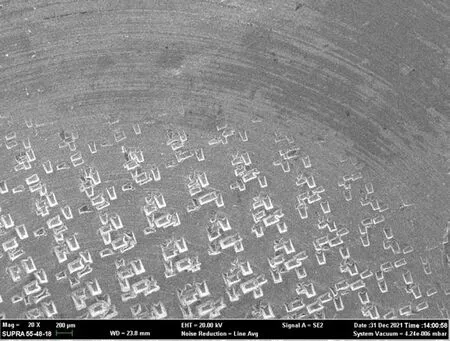
圖8 掃描電鏡下模具壓緊后的電極表面狀態(tài)Fig.8 Surface state of electrode after mold compression under scanning electron microscope
每焊接16點,將電極進(jìn)行再次壓緊、焊接,如此反復(fù),單個電極連續(xù)焊接128點的焊接表面如圖9、10所示,焊點表面良好,可以看出電極仍可以進(jìn)行持續(xù)焊接。
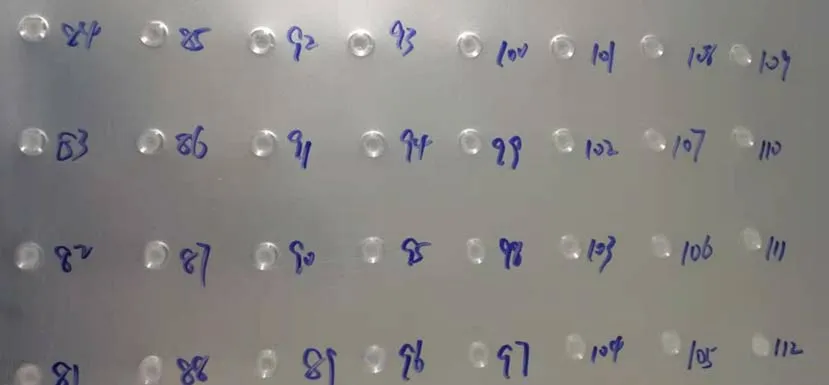
圖9 連續(xù)焊接后的工件焊點表面狀態(tài)Fig.9 Surface of the joints after continuous welding
圖10 焊接128點后的焊點及電極表面狀態(tài)Fig.10 Surface state of spot welding points and electrodes after welding 128 points
對每次壓緊前后的焊點試樣進(jìn)行破壞性檢測,測得的焊核尺寸及剪切強(qiáng)度如圖11所示。焊核直徑及剪切強(qiáng)度均滿足大眾標(biāo)準(zhǔn)要求。
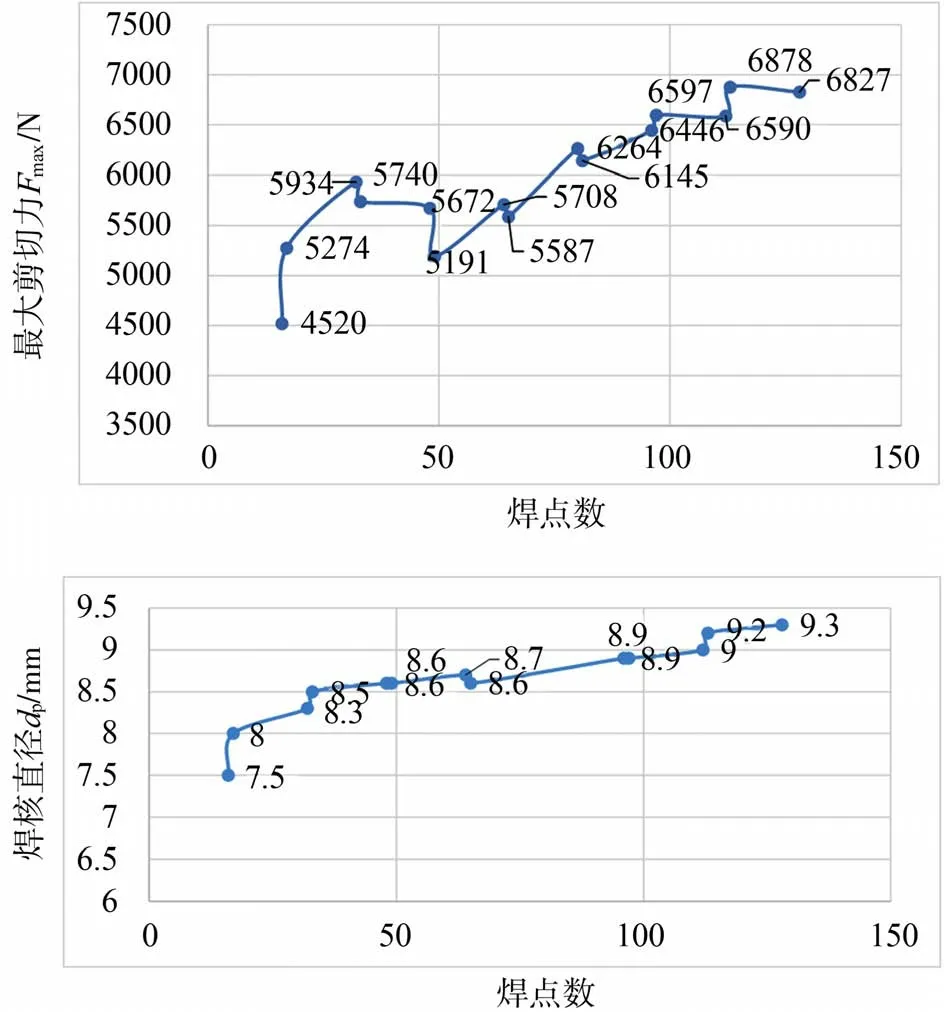
圖11 焊點剪切強(qiáng)度及焊核直徑Fig.11 Shear strength and nugget diameter of spot welded joints
從上述拉伸剪切結(jié)果和焊核直徑變化趨勢可以看出,隨著焊接點數(shù)的增加,焊點剪切強(qiáng)度呈逐漸增加趨勢,這是由于隨焊點數(shù)增加,電極經(jīng)過模具的反復(fù)壓緊,在電極表面粘附的合金物也會有增加,導(dǎo)致電極與工件的接觸電阻增加,使得電極工件接觸區(qū)域焊接熱加大,焊核尺寸和焊點強(qiáng)度也隨之增加。
3 結(jié)論
(1)采用帶有蜂窩狀紋路的模具,通過對前端帶有圓弧R100 mm的電極壓緊后進(jìn)行焊接的方式,可以提升鋁合金點焊修磨后的單次焊接能力;
(2)壓緊模具的規(guī)格形狀會影響合金物與電極的粘附程度,模具凹坑深度,凹坑距離寬度、凸臺尺寸對鋁點焊單次修磨后的焊接能力有較大影響。
(3)需設(shè)置合理壓力規(guī)范,如壓緊壓力、壓緊時間、壓緊周期等,以獲得適合連續(xù)焊接的電極表面狀態(tài),本試驗提供的壓緊力7 kN,壓緊時間5 ms,16個焊點的壓緊周期可以作為后續(xù)試驗研究的參考。
(4)鋁合金點焊在連續(xù)焊接時,在相同規(guī)范輸入下,隨著焊接點數(shù)的增加,電極表面由于合金化合物的存在,接觸電阻逐漸變大,焊點焊核直徑、焊接剪切力呈逐步增加的趨勢。
猜你喜歡
中小學(xué)教師培訓(xùn)(2022年11期)2022-11-01 03:13:54
中小學(xué)教師培訓(xùn)(2022年10期)2022-10-15 02:18:04
保健醫(yī)苑(2022年6期)2022-07-08 01:24:52
北部灣大學(xué)學(xué)報(2022年1期)2022-06-22 04:58:38
北部灣大學(xué)學(xué)報(2022年2期)2022-06-21 11:44:36
中國信息化(2022年4期)2022-05-06 21:24:05
北部灣大學(xué)學(xué)報(2021年1期)2022-01-27 06:40:10
現(xiàn)代儀器與醫(yī)療(2021年4期)2021-11-05 08:25:08
北部灣大學(xué)學(xué)報(2021年6期)2021-06-21 06:01:48
北部灣大學(xué)學(xué)報(2021年4期)2021-04-28 08:01:04