硬脆材料的激光輔助磨削加工研究進展
2024-01-03 06:35:36顧浩劉偉杜世帥
機械制造與自動化 2023年6期
顧浩,劉偉,杜世帥
(湖南科技大學 機電工程學院,湖南 湘潭 411201)
0 引言
工程陶瓷、光學玻璃等硬脆材料因優異的材料性能廣泛應用于眾多工業領域[1-2]。現今,磨削加工是硬脆材料最普遍的加工方式,在所有加工工藝中約占80%。但由于材料本身硬度大、脆性高,在磨削加工過程中易產生亞表面裂紋等損傷,造成加工質量差、刀具磨損嚴重[3],極大地限制了硬脆材料在工業領域的進一步應用。硬脆材料的加工難題亟需解決。
激光輔助磨削是通過激光輻照軟化磨削區域材料,再利用超硬磨料磨具來進行磨削加工的。與普通磨削相比,激光輔助磨削在降低工件表面粗糙度、提升工件加工質量等方面表現突出。同時,能顯著減小加工過程中產生的磨削力,進而降低磨具磨損,延長刀具壽命,極大地提高硬脆材料的加工質量及效率,為解決硬脆材料的加工難題提供新的思路和方法[4]。因此,激光輔助磨削是近年來硬脆材料磨削加工的一大研究熱點。
國內外學者對此做了大量研究,現從激光輔助加工的作用、激光輔助磨削加工方法等方面對國內外的研究現狀進行綜述,并展望硬脆材料激光輔助磨削加工未來的研究方向。
1 激光輔助加工的作用
激光加工無需刀具,且不需要與工件進行直接接觸。當激光束輻照到工件表面后,高斯分布的能量在材料表面聚焦可瞬間產生高溫,進而在材料表面小范圍內誘發復雜的物理和化學反應。激光加工的這種特性,使其能夠用于硬脆材料的加工,而不受材料力學性能和化學成分的限制[5-6]。
國內外學者利用激光在硬脆材料表面加工出微結構,從而達到改變材料性能的目的。LONG等[7]在濕潤環境中利用脈沖激光在玻璃表面刻蝕出多孔微槽結構。結果表明,這種微結構成功改變了玻璃的活化特性,使玻璃表面可以被選擇性地金屬化,從而實現人工可控的玻璃表面微結構電路制備。YADDADENE等[8]在真空中用脈沖激光以不同重復頻率輻照加工單晶硅。結果表明,激光輻照使單晶硅表面形成了微柱結構,可改變單晶硅表面的光學特性。SUESS等[9]采用脈沖激光在空氣中輻照碳化硅陶瓷,進而研究其表面形貌和化學成分的變化,通過相關檢測、表征與分析發現(圖1),在未受激光輻照的材料表面發現大顆粒的SiC;在激光輻照區域材料表面形成了氧化層及富碳層,其中氧化層主要為納米結構柱狀SiO2,且在氧化層與SiC層之間存在5~10 nm厚的石墨層,該石墨層使得碳化硅陶瓷表面黏附性變差。

圖1 激光處理后的SiC橫截面
YILBAS等[10]對碳化硅陶瓷進行二氧化碳激光連續處理以增強表面疏水性,通過接觸角測量評估處理表面的潤濕特性。研究發現,激光處理過的碳化硅表面由細槽和細柱組成致密層,表面區域形成羽毛狀結構,提高了材料的顯微硬度,降低了斷裂韌性。王卓越等[11]采用半導體激光對304鋼基體進行刻蝕后,再進行滲碳處理。結果表明,刻蝕加工位置的材料抗磨減磨特性顯著優于激光未刻蝕加工處的,且激光加工處材料的硬度達574 HV,顯著大于激光未加工處的222 HV。WANG等[12]采用多束激光干涉對單晶硅表面的周期性圖案進行加工,結果在單晶硅表面發現規則分布的微納結構,該方法加強了材料表面的減反射和自清潔功能。也有學者直接利用激光輻照硬脆材料,從而達到改變材料性能的目的。GAO等[13]采用脈沖Nd∶YAG激光對YSZ(釔穩定的二氧化鋯)和La2Ce2O7陶瓷的雙陶瓷層熱障涂層進行激光輻照改性,激光改性后的雙陶瓷層熱障涂層具有更好的界面結合性能,且涂層表面粗糙度顯著增大。YANG等[14]探索了激光表面輻照對單晶硅表面潤濕性的影響。結果表明,激光輻照加工使單晶硅表面呈現超親水性。陳妮等[15]在不同氣體環境及不同激光工藝參數下利用激光改性方法研究了氮化鋁陶瓷基板的可加工性。結果表明,在Ar環境下,氮化鋁表面改性后的硬度減小,更易于后續的切削加工。NIITSU等[16]利用Nd/YAG納秒激光對碳化硅陶瓷磨拋表面進行輻照加工,使碳化硅陶瓷在激光作用下受熱熔化,產生熔融狀態的硅相,如圖2所示。碳化硅陶瓷磨拋表面粗糙不平,存在表面張力梯度,熔融狀態的硅相會從張力高的區域流向張力低的區域,從而平整、均勻地鋪展在表面上,有效減少了碳化硅陶瓷因磨拋產生的表面損傷,顯著降低了表面粗糙度。

圖2 激光輻照碳化硅陶瓷
此外,研究人員對激光加工后材料的物相成分變化開展了大量的研究。HUONG等[17]利用氬離子連續激光(波長為514.5 nm)加工碳化硅涂層,采用拉曼光譜對加工表面進行表征。研究指出,碳化硅在激光作用下發生熱化學分解生成硅和碳,其中暴露在空氣中的碳在激光的持續作用下與氧氣發生氧化反應釋放出二氧化碳氣體,加工表面存留的硅因激光退火效應產生結晶,且結晶度隨激光能量密度的升高而增大。BAUNACK等[18]采用不同能量密度的準分子激光在氦氣中對碳化硅陶瓷表面進行激光輻照。研究表明,通過激光輻照,陶瓷表面形成了一個含氧量約30%的氧化層,且在氧化層下發現了厚度約為300nm的分解層,通過元素分析確定分解層中Si、C和O以不同的化學鍵合狀態存在,主要為SiC3. 5O1. 5的碳氧化硅,此外還包括SiC、Si以及石墨層。CHOI等[19]用XeCl準分子激光燒蝕4H-SiC晶片,采用透射電子顯微鏡來分析激光與SiC晶片的相互作用機理。如圖3所示,碳化硅在激光輻照的作用下材料表面熔化,SiC相受熱分解為石墨疇和多晶硅,采用元素分析證實了石墨疇和多晶硅層的元素存在,且在多晶硅層和4H-SiC基體之間還檢測到3C-SiC的存在。

圖3 4H-SiC的激光輻照相分離
激光加工能夠使工程陶瓷、光學玻璃等硬脆材料實現材料表面特性和物相成分的變化,為提高硬脆材料的可加工性提供了一種新思路。
2 激光輔助磨削加工方法
在90年代初, KONIG等首先將激光輔助加工技術引入到硬脆材料加工中,起初的應用是切削等領域[20]。CHANG等[21]利用激光輔助切削氧化鋁陶瓷。研究指出,相比于普通切削,激光輔助切削顯著減小了切削力,最大降幅約為10%~16%,并顯著提高了加工質量,降低了表面粗糙度。王澍龍、張征[22-23]分別將激光輔助切削應用至微切削氧化鋯陶瓷和微銑削鈦合金等難加工材料的加工過程。試驗表明,激光輔助切削技術顯著提高了工件表面質量及加工效率。
由于從微觀層面上磨削加工在某種程度上能夠用切削加工來闡明,此后國內外學者逐漸將激光加熱的輔助加工技術應用至磨削加工[24-27]。對于激光輔助磨削加工,大致可分為兩種加工方法。
一種是激光加工與磨削加工是兩個獨立的過程,無需同時在線進行,可稱為離線激光輔助磨削。ZHANG等[28-30]對氮化硅陶瓷、氧化鋁陶瓷進行激光輔助磨削(圖4),利用激光對兩種陶瓷進行輻照加工使其表面生成熱致裂紋,進而對陶瓷進行磨削,發現激光輔助磨削可以降低磨削力和表面粗糙度。GUERRINI等[31]對氮化硅陶瓷開展試驗研究,先用激光熱源加工氮化硅陶瓷表面使其生成熱致裂紋,再對其進行磨削加工。研究結果表明,當激光功率為2 kW時,工件表面出現明顯的氧化層;當功率達3 kW時,工件表面出現明顯裂紋;同時,激光輔助磨削加工有效降低了最大磨削力和平均磨削力,最大降幅為26%~27%。同樣地,李鍶等[32]采用激光燒蝕氮化硅陶瓷表面且在其上加工出不同的微結構。后續的磨削試驗結果表明,氮化硅陶瓷表面的微結構顯著降低了磨削力,其最高降幅可達63%。另一種是搭建激光與磨削的復合加工系統,激光加工與磨削加工同時在線進行,可稱為在線激光輔助磨削。李志鵬等[33-34]對反應燒結碳化硅陶瓷進行激光輔助磨削,相比于碳化硅母材,激光輻照使得碳化硅表面產生變質層且變質層硬度降低,韌性增大,說明激光輔助磨削在降低工件表面粗糙度及其亞表面損傷方面非常有效,顯著提升了其表面加工質量。MA等[35-36]搭建了一種激光與CBN砂輪相結合的新型激光輔助磨削系統(圖5),通過激光局部加熱和砂輪的快速去除實現陶瓷的激光輔助磨削加工并對氧化鋯陶瓷開展激光輔助磨削與普通磨削加工。試驗結果(圖6)表明:相比于普通磨削,激光輔助磨削中氧化鋯陶瓷從脆性斷裂轉變為塑性斷裂,材料亞表面損傷減小,實現了塑性去除,提高了氧化鋯陶瓷表面的完整性。

圖4 離線激光輔助磨削
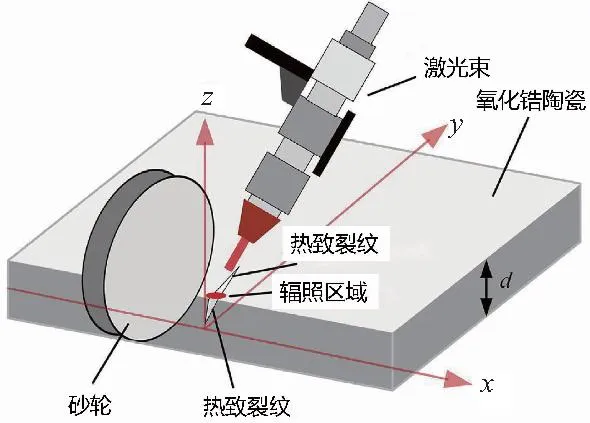
圖5 在線激光輔助磨削

圖6 氧化鋯陶瓷亞表面形貌
針對激光輔助磨削時砂輪磨損、比磨削能等方面的問題,學者們也開展了大量研究。RAO等[37]對反應燒結碳化硅陶瓷進行激光輔助磨削,研究不同激光加工溫度下金剛石砂輪的磨損情況,結果如圖7所示。實驗表明,在室溫下砂輪表面磨粒出現了斷裂和磨平現象;激光輔助磨削時碳化硅陶瓷在高溫下軟化并粘附在磨具上,出現了磨粒黏結;隨著激光溫度升高,金剛石磨粒的脫落減少,磨損降低,顯著延長了砂輪的使用壽命。馬哲倫等[38]對氧化鋁陶瓷開展激光輔助磨削和普通磨削對比試驗。研究指出,在激光輔助磨削中,氧化鋁陶瓷塑性去除的比例明顯增加,且減少了材料表面的脆性斷裂,降低了材料表面粗糙度值,延長了砂輪使用壽命。LUO等[39]采用激光對RB-SiC陶瓷進行溫度可控加工,進而開展磨削試驗。結果表明,相比于普通磨削,激光磨削的比磨削能升高了1.5倍。

圖7 砂輪磨損
3 結語
通過對國內外研究現狀分析可知,激光輔助磨削能顯著降低硬脆材料加工表面粗糙度,提升加工質量,減小磨削力,降低磨具磨損,從而大幅提高磨具使用壽命,降低加工成本,有利于拓展硬脆材料的工業應用范圍和發展前景。但仍存在一定問題,需進一步做好以下研究工作。
1)因激光加工的特性,激光束的溫度較高、難以控制,會導致硬脆材料改性過度及改性不均勻。需研究如何精確控制溫度來達到均勻改性的效果,以降低其后續材料去除難度。
2)在激光輔助磨削加工中,工藝參數包含激光加工工藝參數及磨削加工工藝參數,材料去除機理受多種因素耦合干涉影響,且其中脆-塑性轉變臨界切削深度的精確評估模型尚不明確,需尋找硬脆材料改性層厚度與磨削深度之間的關聯,從而實現更高的加工質量與加工效率。
3)激光系統與磨削系統的復合裝置較難搭建,裝置較復雜且安全性難以保證,需加強激光輔助磨削加工復合裝置的生產研究,增強復合裝置的穩定性、安全性及精確性,從而擴大激光輔助磨削加工技術的應用范圍。
