螺桿轉子磨削去除深度研究*
2024-01-03 07:40:56陳斯睿孫興偉袁立志董祉序楊赫然
機械工程與自動化 2023年6期
陳斯睿,孫興偉,袁立志,董祉序,劉 寅,楊赫然
(1.沈陽工業大學 機械工程學院,遼寧 沈陽 110870;2.遼寧省復雜曲面數控制造技術重點實驗室,遼寧 沈陽 110870;3.川慶鉆探工程有限公司 長慶鉆井總公司,陜西 西安 710000)
0 引言
砂帶在磨削過程中,工件表面材料磨削去除深度差異較大,很大程度上影響工件表面的形面精度。因此,實現工件表面磨削的均勻去除成為重要的研究目標。影響工件材料去除率的主要因素為接觸區域的接觸應力、磨削速度以及磨料目數等[1],很多學者通過理論分析或實驗的方式對其開展了深入研究。在工件的磨削加工中,通常利用控制接觸壓力來掌握材料磨削深度[2]。王品章[3]以葉片為研究對象進行磨削加工研究,根據赫茲理論建立了砂帶在磨削葉片時接觸區域接觸輪與工件的接觸應力分析模型。He等[4]根據Preston方程及Hertz接觸理論預測磨削過程中工件材料的去除深度并以磨削壓力為重點研究對象,綜合考慮了接觸體的結合特征以及砂帶彈性接觸輪的材料特性,研究了砂帶磨削過程中接觸壓力對材料去除率的影響。劉斐等[5]通過磨粒與工件之間的彈塑性變形,運用復變函數解法計算磨削接觸區域的壓強。Pandiyan等[6]通過智能算法建立了非線性材料去除率預測模型。劉建春等[7]利用正交實驗和極差方差分析的方法研究了工藝參數對工件表面粗糙度以及材料去除率的影響。許多學者為實現工件表面磨削的去除均勻,開展了與之相應的接觸應力分布及材料去除率預測的理論分析、數值仿真與實驗研究,但是研究對象多以平面磨削、點磨削等定曲率軌跡為主,對于復雜曲面的研究較少。本文以五頭螺桿為研究對象,探究工藝參數對磨削深度的影響規律,并利用線性激光測量儀對其截面輪廓進行測量。
1 實驗儀器
本文采用自主研發的磨削裝置進行螺桿轉子磨削實驗。對于螺桿轉子凸起部分采用自由式磨削,凹進部分采用接觸輪式磨削,螺桿轉子的材料為45鋼,導程為650 mm,大徑為110 mm。砂帶的材料為鋯剛玉,長140 mm、寬10 mm,其工藝為靜電植砂,粒度為178 μm。首先基于單因素實驗,研究不同工藝參數對砂帶打磨螺桿轉子的深度影響,砂帶打磨時主氣缸壓力為0.4 MPa,張緊氣缸壓力為0.3 MPa,進給速度為20 mm/min,砂帶旋轉速度為10 m/s,磨削時間為10 min。每次只改變一個參數數值,磨削裝置的進給速度與工件的旋轉速度有關聯,磨具需要沿著螺桿轉子的螺旋線前進,當工件旋轉一周時,磨削裝置需要軸向進給一個螺距的距離,即:
(1)
(2)
其中:pw為螺距;ω為工件角速度;vf為磨削裝置的進給速度。
采用基恩士線性激光測量儀對螺桿轉子磨削前、后的表面輪廓進行測量,測量現場如圖1所示。采用型號為LJ-X8200的激光位移傳感器,傳感器測量頭的主要性能參數如表1所示,利用控制器使測量裝置與電腦相連接。該線性激光測量儀可以重構出螺桿轉子的截面輪廓,磨削前、后位置的差值即為砂帶磨削的打磨深度。表1中,光點直徑115 mm×116 μm是指:激光測量頭在距離物體245 mm處時激光打在物體上的線寬為116 μm、線長為115 mm。
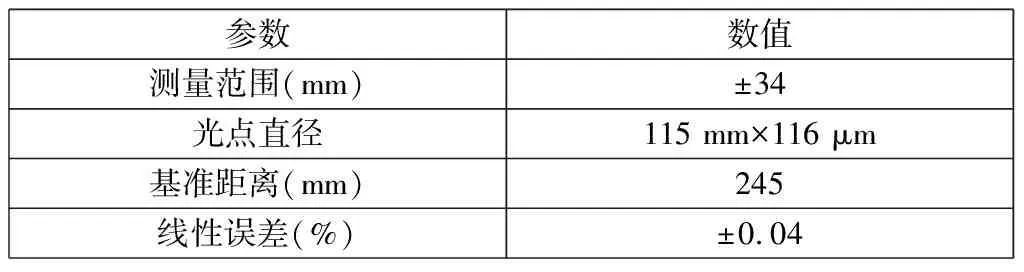
表1 線性激光位移傳感器性能參數
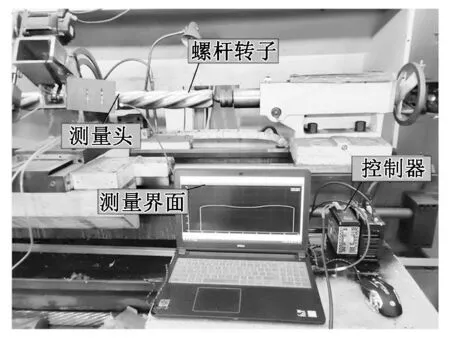
圖1 螺桿轉子測量現場
通過專用夾具將線性激光位移傳感器安裝在磨床刀架上,使其與螺桿轉子表面距離在245 mm左右。
2 利用線性激光測量儀進行輪廓測量
使用LJ-X Navigator軟件可以采集LJ-X系列激光測量儀測得的圖像及坐標點,并將采集的結果作為數字日記進行輸出,采集的部分螺桿截面數據點如表2所示。打磨之前,將線性激光位移傳感器固定在支架上,使激光盡量垂直打在螺桿轉子上,調整支架至合適的位置,保證測量數值在傳感器的有效測量范圍內。挑選采集的數據點將其進行擬合,在同一坐標系中磨削前螺桿轉子曲面數據點坐標減去磨削后螺桿轉子曲面數據點坐標即可得到磨削深度,五頭螺桿轉子磨削前、后截面輪廓示意圖如圖2所示。
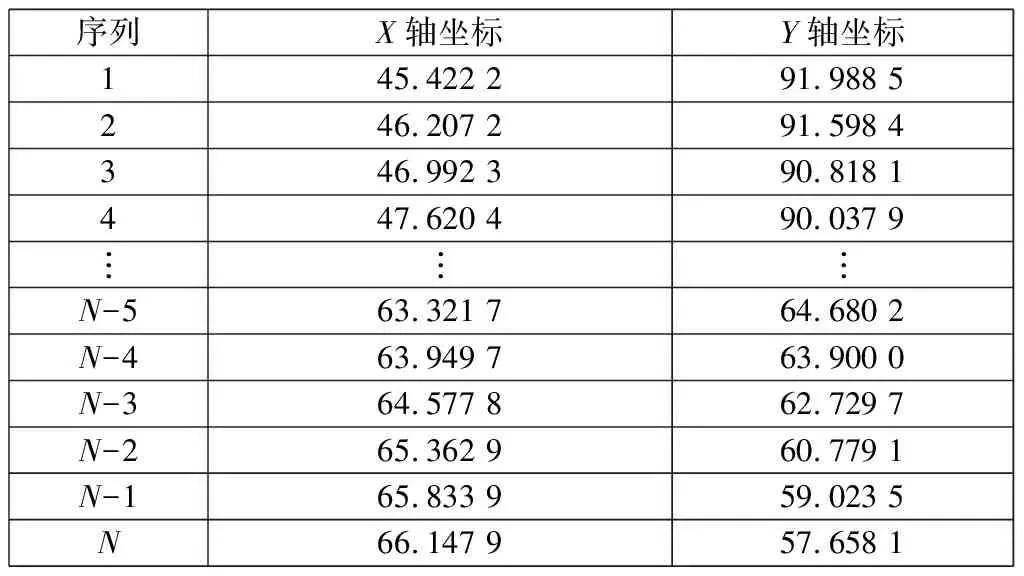
表2 螺桿截面數據點
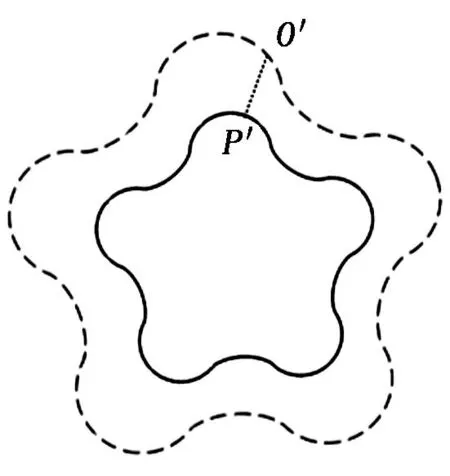
圖2 螺桿轉子磨削前、后截面輪廓示意圖


(3)
通過對螺桿轉子打磨前、后的輪廓進行分析對比可以計算出磨削時螺桿轉子的打磨深度。
3 工藝參數對磨削深度的影響
改變單一工藝參數對螺桿轉子進行打磨實驗,探究各工藝參數對螺桿轉子打磨深度的影響規律,得到的結果如圖3~圖6所示。
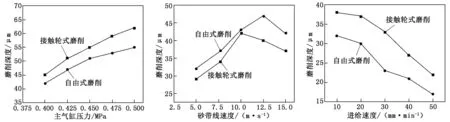
圖3 主氣缸壓力對磨削深度的影響規律
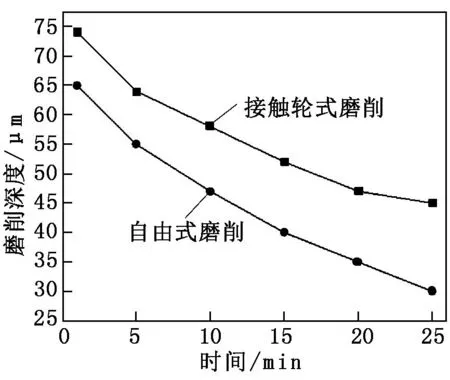
圖6 磨削時間對磨削深度的影響規律
由圖3可以看出:砂帶磨削深度隨著正壓力的增加而增加,這是由于砂帶磨粒的正壓力增加時,砂帶磨粒受到的法向力和切向力增加,會導致參與磨削的磨粒增加,同時也使磨粒的刺入深度增加。砂帶在高速旋轉的狀態下由磨粒對螺桿轉子進行材料去除,通過圖4可以看出:在一定速度范圍內,砂帶磨削深度隨著砂帶線速度的增加而增加,這是因為當砂帶線速度增加時,單位時間內參與磨削的磨粒數量增加,但是當砂帶線速度達到12 m/s附近時,砂帶磨削能力下降,這是因為當砂帶線速度過快時砂帶磨粒在工件上的駐留時間變短,降低了砂帶的磨削能力。由圖5可以看出:砂帶的磨削深度隨著磨削裝置的進給速度增加而減弱,這是因為當進給速度增加時,單位時間內磨粒作用在螺桿轉子上的時間與次數變少。由圖6可以看出:砂帶磨削深度隨著時間的增加而減少,這是因為在磨削過程中磨粒自身會發生磨損,導致其磨削能力下降。
4 結論
對螺旋曲面類工件進行磨削加工,磨削工具沿工件截面型線進給時,工件與磨削裝置接觸區域的曲率隨著加工的進行發生顯著變化,增大了工件表面均勻去除的難度。掌握工藝參數對螺桿轉子打磨深度的影響規律對螺桿轉子的實際加工具有重要意義。本文通過實驗探究了工藝參數對螺桿材料去除深度的影響規律,結果表明:螺桿轉子的打磨深度隨著主氣缸壓力的增加而增加,隨著砂帶旋轉速度的增加先增大后減小,隨著進給速度和磨削時間的增大而減小。采用線性激光測量儀對螺桿轉子打磨前、后的輪廓進行測量解決了復雜曲面廓形難以測量的問題。
猜你喜歡
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21