等曲率異向彎邊零件自適應定位液壓成形技術探究
2024-01-05 11:36:14喬鋒敏劉姣姣
模具工業 2023年12期
喬鋒敏,白 穎,李 奎,劉姣姣
(中航西安飛機工業集團股份有限公司,陜西 西安 710089)
0 引言
在航空制造工程中,鈑金零件制造是重要組成部分,鈑金制造技術的發展對提高飛機性能、加快飛機產品發展、降低飛機研制費用具有重要意義[1]。框板類零件是飛機制造中常見的鈑金件,在航空領域應用廣泛,主要是用作連接及機身結構強化。因飛機對該類零件的需求數量較多,為確保生產研制進度,提高此類零件的生產效率及成形質量尤為迫切。
對于采用鋁合金薄板制造的框板,目前已知的工藝方案主要是采用橡皮液壓成形。橡皮液壓成形是利用橡皮墊或液壓橡皮囊作為凹模(或凸模),使用剛性凸模(或凹模)將金屬板材加壓成形的方法。橡皮液壓成形在飛機零部件生產中應用廣泛,一般用于直線彎邊、凸/凹曲線彎邊以及各種復雜形狀彎邊零件的成形。飛機上的各種框板、肋骨、腹板、梁、帶板、角材等結構件,大部分采用橡皮液壓成形。橡皮液壓成形具有設備通用、工藝裝備簡單、調節方便、生產效率高等優點[2]。壓型模是橡皮液壓工藝中不可缺少的模具裝備,利用橡皮墊或液壓橡皮囊加壓,使金屬板材貼合壓型模而成形。因其制造工藝性好、成本低、周期短,也便于返修,壓型模是飛機鈑金零件成形工裝中應用最廣、數量最多、效率最高的模具工裝[3]。異向彎邊鈑金框類零件的傳統工藝方案是使用2 副壓型模分2 次液壓成形:第2次在展開毛坯狀態先成形零件凹線彎邊;第2 次換用另一副模具用蓋板保護已成形的凹線彎邊后,再次成形零件凸線彎邊。這種“一件兩模”的工裝設計方案不僅增加了模具的使用數量,且來回換裝模具耗時耗力、成本高、效率低,無法滿足飛機“短周期、低成本、高質量”的生產要求。
成形模具設計在整個飛機鈑金制造體系中起著承上啟下的重要作用,快速化、專業化、精確化是其發展趨勢[4]。為了實現“短周期、低成本”的科研生產要求,擬探究1 種“一模多件自適應定位”的橡皮液壓成形方案。借助CATIA 及PAM-STAMP 有限元分析,通過優化展開毛坯及模具結構參數,實現在1 副模具上同時成形相互對稱的2 個鈑金框類零件的不同異向彎邊。此方案將“一件兩模”優化為“一模兩件”,經生產試驗驗證,該方案模具數量少、成本低,成形、定位、卸件效率高,零件成形質量高,操作簡便,易于推廣。
1 零件及模具分析
1.1 零件分析
現有等曲率異向彎邊框板類零件的材料為7075-O,料厚1.6 mm,截面形狀為“S”狀,傘鉤狀加強小彎邊僅有5~6 mm,零件長度為1.2~2.0 m,腹板面寬約50 mm,屬窄長條形結構零件,如圖1 所示。該類零件弧形腹板曲率相等,腹板面上分布著自帶的2×φ5.2 mm 銷釘孔(XD)和2×φ2.7 mm 定位孔(DW),其中定位孔由裝配現場協調制作。腹板面上凹線彎邊及凸線彎邊均對稱,凹線彎邊位于弧形腹板的內側向下彎曲,凸線彎邊位于弧形腹板的外側向上彎曲。由于裝配環境制約及減輕質量需求,框板采用了局部銑加工。
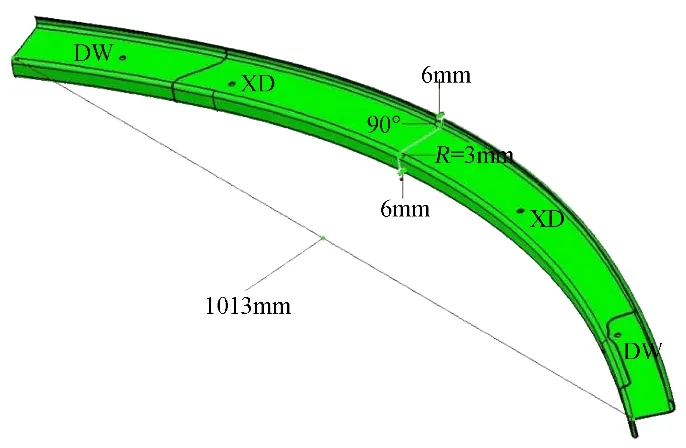
圖1 異向彎邊框板結構
由圖1 可以看出,此類零件內彎曲半徑為R3 mm,根據內外半徑等料厚原則,外彎曲半徑為R4.6 mm,傘鉤狀曲線小彎邊高度尺寸為6.0 mm,減去轉角半徑R4.6 mm,小彎邊高度直線段僅有1.4 mm,再加上橡皮液壓成形過程中不可避免的產生回彈[5],6.0 mm 小彎邊易出現與壓型模不貼合的現象,意味著與框緣水平腹板面保持平行的加強曲線連續小彎邊成形時可能會呈敞開狀。
零件采用的7075-O 鋁合金屬于Al-Zn-Mg-Cu系超高強鋁合金,主要合金元素為鋅,熱處理強化能力顯著,具有較高的比強度及良好的抗沖擊性能,已逐漸成為汽車輕量化和航空航天領域重要的研究對象。7075-O 鋁合金框板類零件成形后需進行熱處理增加強度,零件在熱處理時因瞬時組織應力的作用產生膨脹[6],由于該類零件結構為窄長條形,零件變形的趨勢是沿最大尺寸方向伸長、沿最小尺寸方向收縮,使框櫞類零件熱處理后出現拉長的現象。該類零件成形時兩端頭采用2×φ5.2 mm補加銷釘孔定位,熱處理后零件拉長變形導致兩端頭補加銷釘孔位置相對模具產生偏移,無法與模具定位進行熱處理后校形。
1.2 常規模具結構及加工方案分析
異向彎邊鈑金框板目前采用“一件兩模”橡皮囊液壓成形,該工藝方案需使用2副模具,分兩步液壓成形:①在展開毛坯狀態先成形凹線彎邊;②換用另1 副模具用蓋板保護已成形的凹線彎邊后,再次成形凸線彎邊。具體操作流程如下。
第1 次液壓成形:將零件展開毛坯放置在壓型模I 上,以圓形銷釘孔和4×φ5.0 mm 直銷定位,加橡皮墊塊在液壓機上液壓成形零件的凹線彎邊,即圖1中腹板內側向下彎邊,操作現場如圖2所示。

圖2 第1次液壓成形
第2 次液壓成形:將凹線彎邊已液壓成形的零件從壓型模I 上卸離,將壓型模I 搬離液壓設備,壓型模II 放置在液壓機工作平臺上,再將凹線彎邊已成形的零件放置在壓型模II 上,以圓形銷釘孔和4×φ5.0 mm 直銷定位,已成形凹線彎邊用帶凹槽的蓋板保護,加橡皮墊塊液壓成形零件的凸線彎邊,即圖1 中腹板的外側向上彎邊,操作現場如圖3所示。
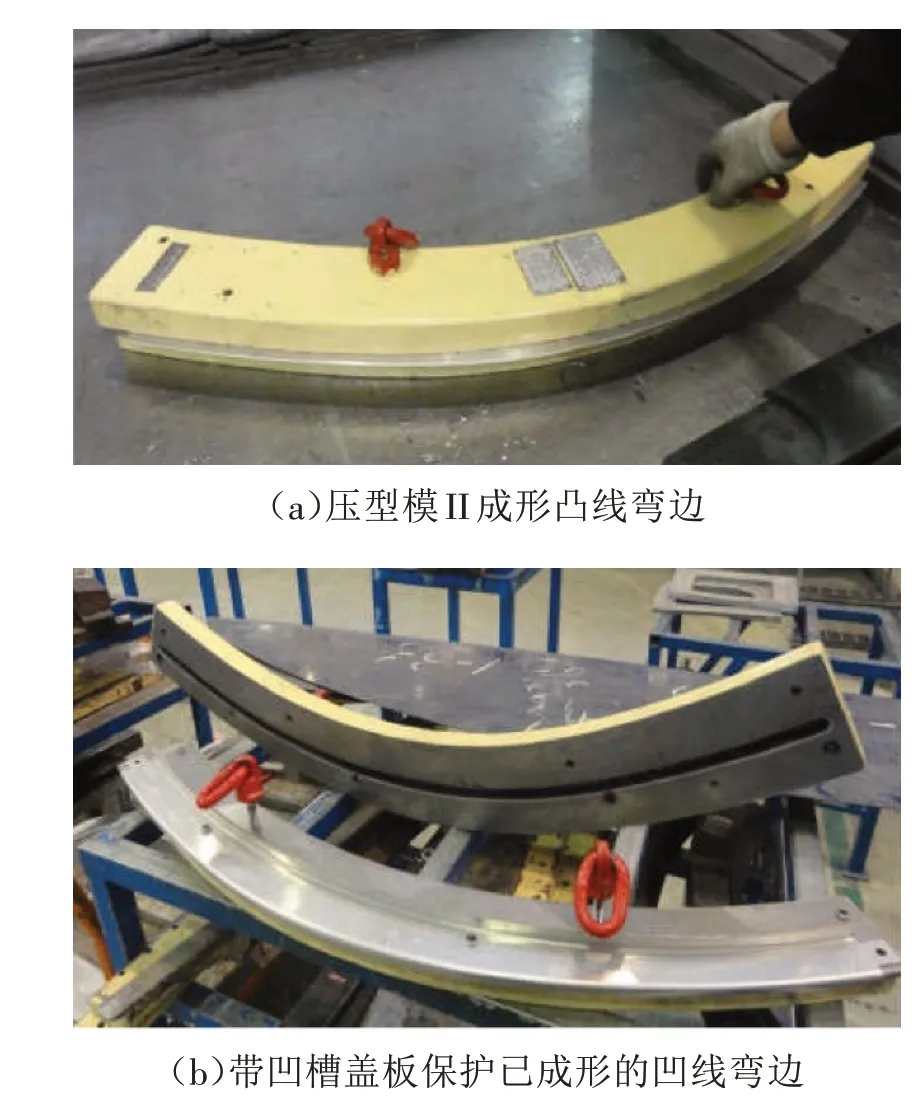
圖3 第2次液壓成形
綜上所述,常規加工方案存在如下缺陷:①零件成形后傘鉤狀6 mm加強小彎邊呈敞開狀,彎曲角度大于90°,與壓型模貼合度差,需手工反復校形;②零件熱處理后,兩端頭圓形補加銷釘孔位置偏移,無法與模具進行合模定位,熱處理后校形困難;③成形1 個零件需要2 副壓型模,現場需要放置該類零件壓型模數量多,模具生產成本高、占用生產空間大,換裝模具耗時耗力;④直銷定位需依次穿過蓋板、板料、胎體合模定位,其定位孔協調精度要求高且定位效率低;⑤壓型模寬度約150 mm,為窄長形結構,強度及穩定性欠佳,如考慮模具加寬或加厚,模具尺寸大且浪費材料。
2 工藝設計
2.1 模具設計
通過以上分析可以看出,常規模具結構及工藝方案主要缺點是模具數量多且結構不合理,造成生產成本高,效率低,零件一次成形質量差。基于此,將“減少模具數量,優化模具結構” 作為主要探究目標,鑒于框板類零件窄長條形的結構特點,初步預想“在1 副壓型模上同時成形2 個零件”的加工方案,利用CATIA 制作預想方案的模具結構如圖4所示。
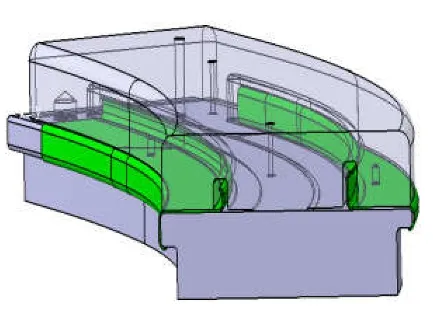
圖4 一模兩件模具結構
模具含有型胎以及與型胎匹配的蓋板,型胎的截面為T 形結構,型胎的上表面寬度大于2 個鈑金框板零件弧形腹板的寬度與凹線彎邊和凸線彎邊展開之和,約為170 mm,小于常規方案型胎寬度的1.2 倍,型胎含有2 個成形工位,型胎內側為成形零件凹線彎邊的第一工位,型胎外側為成形零件凸線彎邊的第二工位,與型胎匹配的蓋板加工出已成形凹線彎邊及凸線彎邊的躲避槽,躲避槽的高度大于凹線彎邊和凸線彎邊的高度。此種結構可以在1副模具上分2 次完成2 個零件的外形加工,將其稱之為“一模兩件”模具結構。
2.2 成形方案
首先,根據已知框板零件的數模制作2 個零件的展開板料及零件的補加銷釘孔,補加銷釘孔中心位于框板腹板面中心線上,距離腹板端頭15 mm,補加耳片為20 mm×30 mm。按上述“一模兩件”結構模具,將零件1 的展開板料放置在型胎的第一工位上,以零件兩端頭2×φ5.2 mm 圓形補加銷釘孔及零件上自帶的2×φ5.2 mm 銷釘孔定位,將零件2 的展開板料放置在型胎的第二工位上,同樣以零件兩端頭2×φ5.2 mm 圓形補加銷釘孔及零件上自帶的2×φ5.2 mm銷釘孔定位,扣合蓋板進行第1次橡皮液壓成形,使零件1 展開板料的內側貼合在型胎上表面的內側沿上,形成零件1 的凹線彎邊,使零件2 展開板料的外側貼合在型胎上表面的外側沿上,形成零件2 的凸線彎邊,如圖5(a)所示;第1 次橡皮液壓成形完畢后,將蓋板與型胎分離,將零件1與型胎的第一工位分離,將零件2與型胎的第二工位分離,再將零件1 翻轉放置在型胎的第二工位上,使零件1 的凹線彎邊向上,將零件2 翻轉放置在型胎的第一工位上,使零件2的凸線彎邊向上,零件均以兩端頭2×φ5.2 mm 圓形補加銷釘孔及零件上自帶的2×φ5.2 mm銷釘孔定位,再次將蓋板與型胎扣合進行第2次橡皮液壓成形(蓋板扣合效果見圖4),使零件2展開板料的內側貼合在型胎上表面的內側沿上,形成零件2 的凹線彎邊,使零件1 展開板料的外側貼合在型胎上表面的外側沿上,形成零件1的凸線彎邊,如圖5(b)所示。
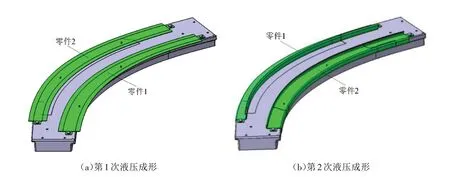
圖5 一模兩件成形
3 工藝優化
3.1 模具參數優化
鈑金成形技術是利用金屬塑性變形的特點,通過一定方式對板料施加壓力,使其產生塑性變形,獲得所需形狀的零件[7]。鈑金件的尺寸精度受卸載后回彈量的影響,回彈影響最終零件的幾何形狀,因此,回彈是模具設計中要考慮的關鍵因素,也是板料成形數值模擬的重點和難點。壓型模考慮回彈可改善零件成形質量,最大限度地減小敲修工作量,特別對料薄、批量大、零件精度和表面要求高的情況最為適用[8]。模具制造過程較為復雜,傳統設計及加工方案耗費材料多且周期長,增加了研制周期和成本。隨著計算機技術的迅速發展和有限元法在塑性成形中的應用,塑性成形過程中的數值模擬技術已得到迅速發展,為工序方案的確定、成形過程中不合理現象的預測提供了可靠的理論依據,對于減少試模時間、縮短零件開發周期、降低零件開發費用方面發揮著重要的作用。采用數值模擬技術,精確預測板料成形過程的起皺、回彈和開裂現象,修正模具參數,是板料成形技術的發展趨勢。
從以上分析可知,框板零件6 mm加強小彎邊液壓成形后與型胎貼合度差,彎曲角度大于90°,呈敞開狀,需手工反復修整校形。針對此現象,借助PAM-STAMP 有限元分析軟件,按原來常規結構模具參數建立數值模擬模型,分析小彎邊液壓后與壓型模不貼合的原因。在PAM-STAMP 有限元軟件模擬橡皮囊液壓成形過程中,將型胎和設備平臺作為剛體,展開板料作為變形體,橡皮假設為超彈性變形材料建立模型。模擬動畫顯示,橡皮在高壓的作用下逐漸包覆板料和型胎,但由于型胎底座高度僅有25 mm,橡皮墊最終無法將型胎凸曲線一側完全包裹,致使零件6 mm 加強小彎邊無法與型胎貼合,此現象與生產現場暴露的問題基本相符,如圖6所示。
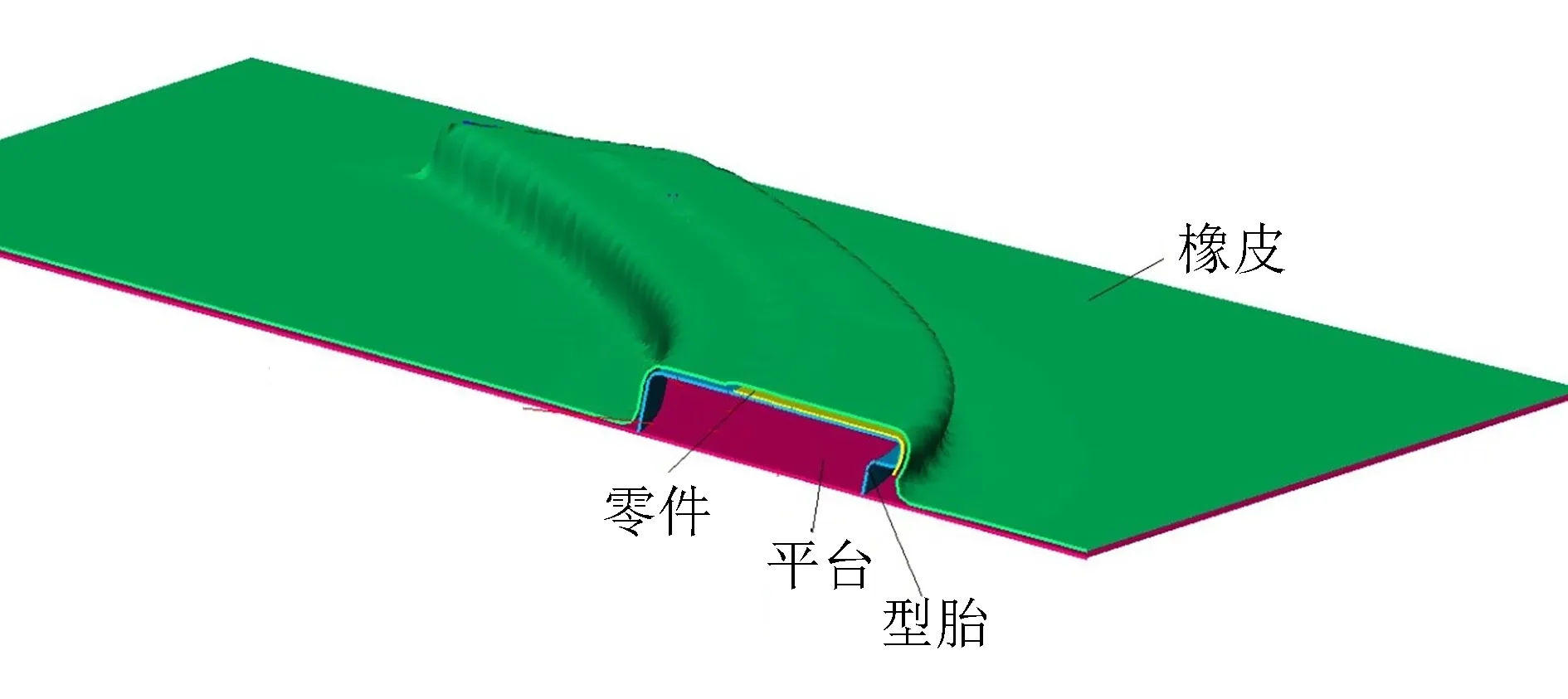
圖6 常規結構型胎橡皮成形有限元模型
根據以上模擬結果,嘗試將型胎底座加高進行橡皮成形模擬驗證,結合型胎減輕質量考慮,最終將型胎底座高度確定為40 mm,模擬驗證效果如圖7所示。
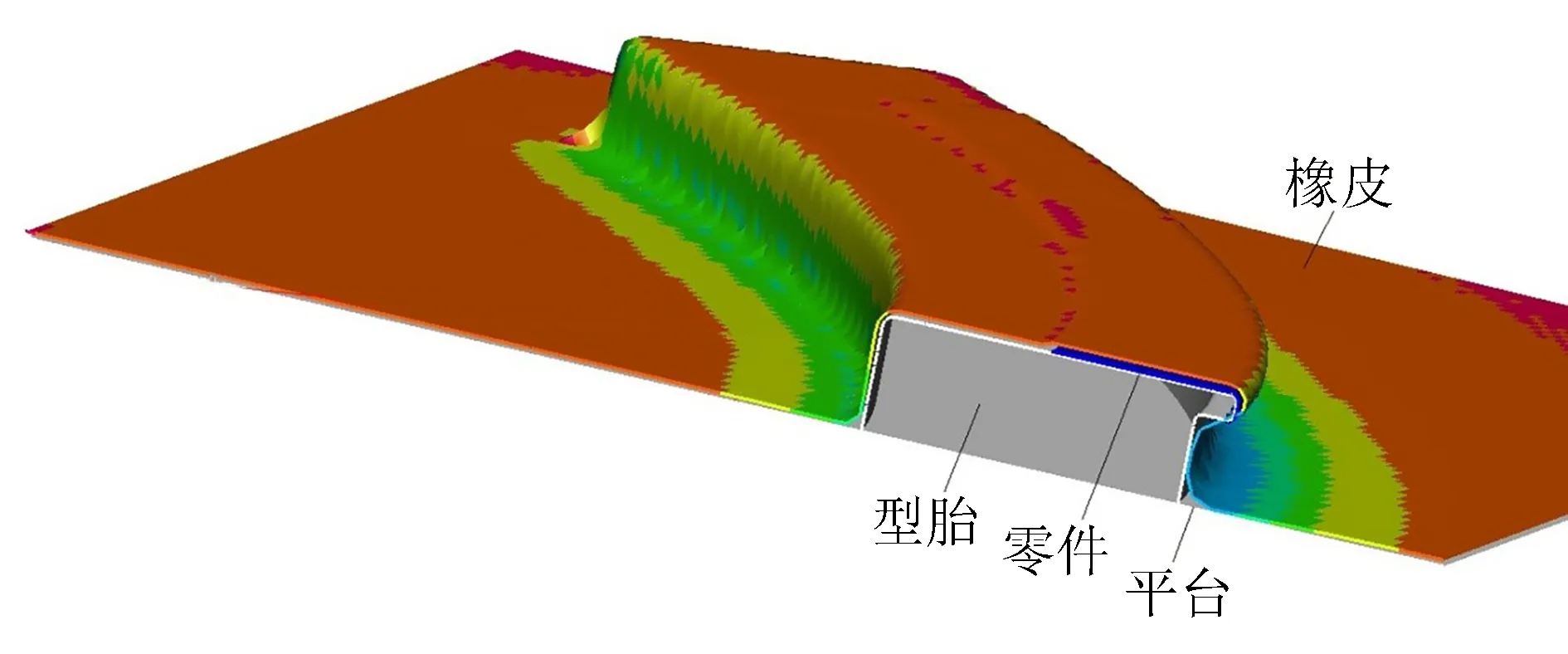
圖7 40 mm高型胎底座橡皮成形有限元模型
由圖7 可以看出,模具結構優化后橡皮墊基本可以將型胎凸曲線一側完全包裹,零件6 mm加強小彎邊與型胎貼合度有明顯改善,模具參數優化前后零件成形截面效果對比如圖8所示。
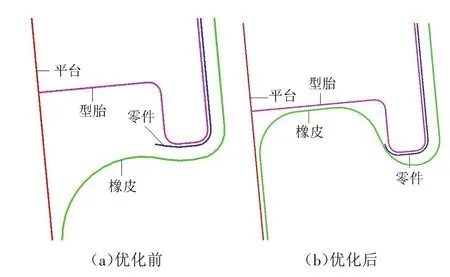
圖8 成形截面效果
從圖8 對比可以看出,型胎底座高度由25 mm優化為40 mm后,零件6 mm加強小彎邊液壓成形一次到位,與型胎貼合度良好,尺寸滿足設計數模要求,無需大量手工成形及校形,因此,將以上模擬數值應用到“一模兩件”設計中,型胎底座高度最終優化為40 mm。
3.2 展開數據優化
模線樣板是飛機從設計到制造之間的橋梁,是飛機幾何尺寸的原始依據,是飛機制造過程中保證各類零件、組件、部件尺寸協調的主要方式。模線樣板的質量影響飛機制造的質量和新機試制工作的順利進行[10]。在常規方案中,零件按展開樣板下料,展開樣板兩端頭帶2×φ5.2 mm補加銷釘孔,用于板料與型胎定位。通過上述分析可知,7075-O 鋁合金窄長條形零件熱處理后拉長變形,兩端頭補加銷釘孔位置相對型胎向外偏移約1 mm左右,零件無法與模具進行定位。針對此現象,考慮零件兩端頭補加耳片在零件成形后要切除,其特征對零件最終尺寸無影響,借助CATIA 軟件對零件展開數據補加銷釘孔進行工藝補償,將2×φ5.2 mm 補加銷釘孔圓心向零件內側偏移2 mm,優化為2×φ8.0 mm 長圓形孔位,使拉長的零件向外側有一定躲避空間,便于零件熱處理變形后與型胎定位,工藝補償如圖9所示。
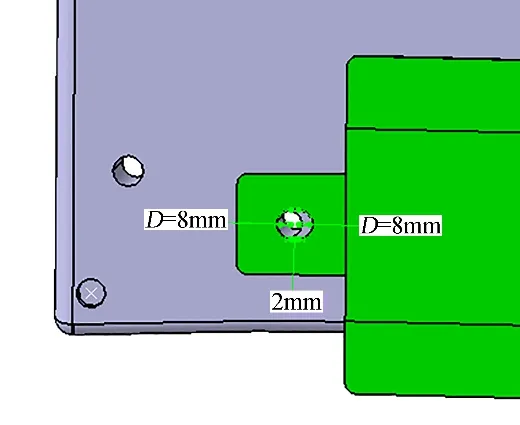
圖9 工藝補償
3.3 定位方式優化
常規結構模具定位方式采用直銷依次穿過蓋板、板料、型胎合模定位,對三者定位孔協調精度要求高且定位效率低,增加了零件經過熱處理后補加銷釘孔與型胎進行定位的難度。為了實現蓋板與型胎自動快速合模,且零件成形后定位銷與型胎快速分離卸件,結合展開毛坯兩端優化的2×φ8.0 mm長圓形補加銷釘孔,將零件兩端2×φ5.0 mm 圓柱銷改為2×φ8.0 mm 半球形帶帽臺階銷,臺階銷高度降低,無需穿過蓋板,蓋板對應位置加工圓形銷釘帽躲避凹槽,依靠蓋板躲避凹槽與半球形帶帽臺階銷配合定位;同理,將用于零件腹板面上自帶的2×φ5.2 mm 銷釘孔定位的圓柱銷改為2×φ5.0 mm 半球形圓柱銷,對應蓋板位置加工φ5.2 mm 銷釘孔,優化后的定位銷結構如圖10所示。
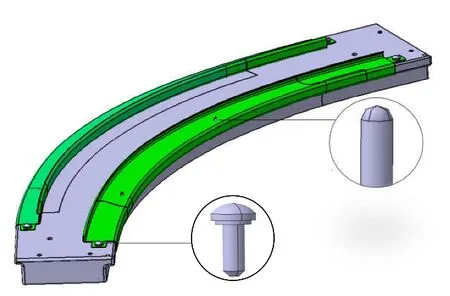
圖10 半球形帶帽臺階銷及半球形圓柱銷
圓形定位孔與長圓形定位孔配合定位,可依靠腹板面上自帶的2×φ5.2 mm圓形定位孔限制零件板料與模具型胎的相對位移,依靠零件兩端長圓形定位孔限制零件板料兩端頭旋轉及長度方向補償變化,實現快速自動補償定位,解決了板料熱處理后長度變化引起定位困難的問題。蓋板圓形銷釘帽躲避凹槽與半球形帶帽臺階銷配合使用,可達到兩方面效果:一是半球形帶帽銷釘與帶躲避凹槽蓋板配合使用,增大了銷釘與蓋板接觸面積,裝模時無需精準對合,大致確定蓋板與型胎位置,即可依靠蓋板重力自適應快速找位合模;二是卸件時因快卸定位銷中部臺階縫隙使其不至于緊貼零件,便于人工直接拾撿或使用夾鉗、螺絲刀等工具達到快卸目的。同理,蓋板2×φ5.2 mm 銷釘孔與頭部半球形圓柱銷也有利于蓋板與型胎自動找位對合,定位方式優化前后效果對比如圖11所示。
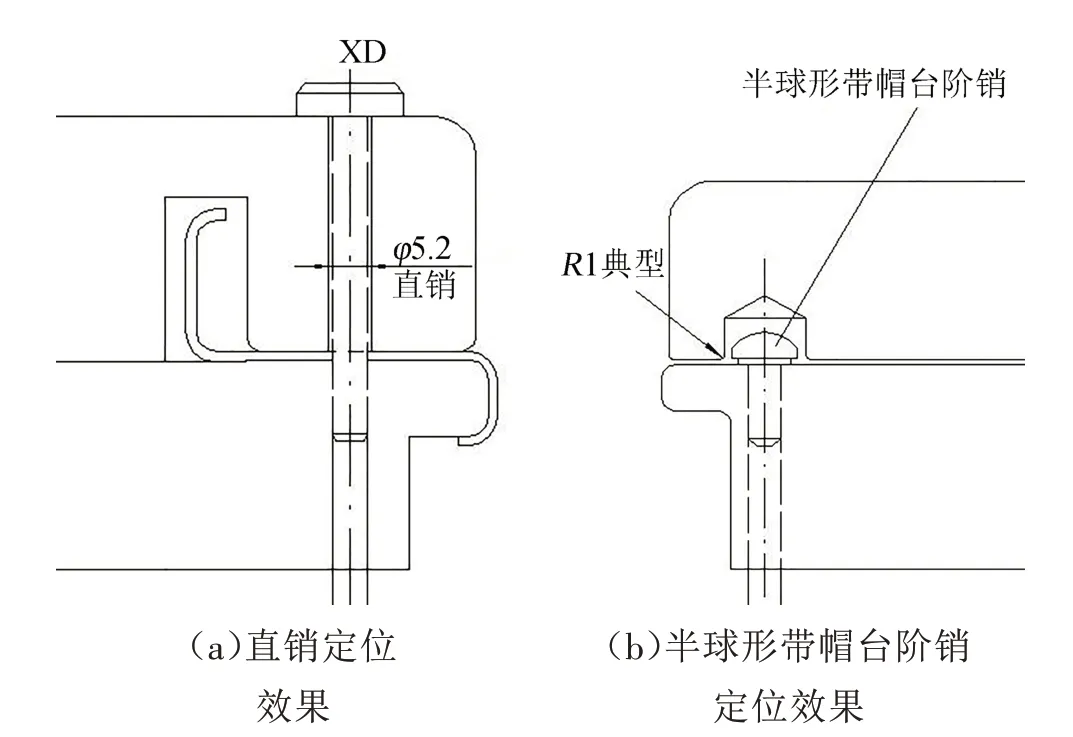
圖11 定位方式優化前后效果對比
4 生產試用驗證
為了驗證“一模兩件”結構設計的合理性,在77000T 液壓機上實施首件生產驗證。具體操作流程如下:將下模放置在液壓機工作平臺上,將鈑金框零件1 板料放置在型胎的第一工位上(型胎凹線一側),用定位銷壓緊零件,將鈑金框零件2 板料放置在型胎的第二工位上(型胎凸線一側),用定位銷壓緊定位,將蓋板與型胎扣合,進行第1次橡皮液壓成形,使鈑金框零件1 板料的內側貼合在型胎上表面的內側沿上,形成鈑金框零件1的凹線彎邊,使鈑金框零件2展開板料的外側貼合在型胎上表面的外側沿上,形成鈑金框零件2 的凸線彎邊,如圖12所示。

圖12 一模兩件第1次液壓成形效果
完成第1次液壓成形后,蓋板與型胎分離,將鈑金框零件1與型胎的第一工位分離,將鈑金框零件2與型胎的第二工位分離,再將鈑金框零件1 翻轉放置在型胎的第二工位上,使鈑金框零件1 的凹線彎邊向上定位,將鈑金框零件2 翻轉放置在型胎的第一工位上,使鈑金框零件2的凸線彎邊向上定位,再次將蓋板與型胎扣合進行第2 次橡皮液壓成形,使鈑金框零件2展開板料的內側貼合在型胎上表面的內側沿上,形成鈑金框零件2的凹線彎邊,使鈑金框零件1展開板料的外側貼合在型胎上表面的外側沿上,形成鈑金框零件1 的凸線彎邊,其效果如圖13所示。

圖13 一模兩件第2次液壓成形效果
第2次橡皮液壓成形完畢后,蓋板與型胎分離,將鈑金框零件1 及鈑金框零件2 與模具分離,測量零件6 mm 加強小彎邊彎曲角度為(90±0.3)°,零件彎邊光滑順暢,不需任何手工修整量,按型胎外形線切割零件兩端補加耳片,即可獲得符合設計數模的零件,實現了凈尺寸一次成形合格交檢。
零件成形過程中,兩端采用長圓形補加銷釘孔定位,長圓形補加銷釘孔相對型胎圓形銷釘孔向內側偏移約2 mm,使熱處理后拉長的零件有一定躲避空間,避免零件與補加銷釘發生干涉,方便零件熱處理變形后定位,該工藝補償方案達到了預期效果,如圖14所示。
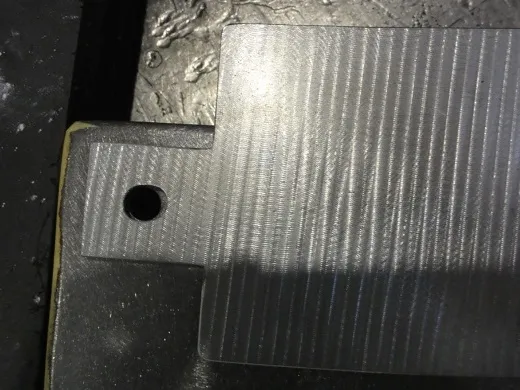
圖14 長圓形銷釘孔實施效果
零件兩端采用半球形帶帽臺階銷定位,定位銷與蓋板下表面圓形躲避凹槽配合使用,不僅實現了蓋板與型胎的快速自動合模,還方便了人工快速拆卸銷釘,縮短了模具裝卸時間,提高了生產效率,現場使用效果良好,如圖15所示。

圖15 半球形帶帽臺階定位銷
經過現場生產驗證,框板類零件“一模兩件自適應定位”橡皮液壓成形方案的加工效果良好,不僅工裝數量節約了50%,而且減少了工裝搬運數量及次數,加工過程中零件定位、成形、卸件效率都有大幅度提升,且零件液壓后不需手工修整,6 mm 加強小彎邊貼合度良好,首件交檢一次合格率達到98%以上。
5 結束語
計算機技術為塑性成形技術提供了高效設計的發展基礎,加快了塑性加工技術從經驗向科學化轉化的過程,做到了更精、更省、更凈[11],通過探究得出如下結論。
(1)借助PAM-STAMP 有限元分析軟件對零件進行了數值模擬驗證,探索框板類零件6 mm加強小彎邊與型胎貼合度差的解決方案,最終確定了最優型胎高度為40 mm。
(2)對于7075-O 材料的窄長條形零件,對常規圓形結構銷釘孔進行工藝補償,將圓形銷釘孔優化為長圓形銷釘孔,使熱處理后拉長的零件有一定躲避空間,避免零件與銷釘發生干涉,方便零件熱處理后進行定位校形。
(3)零件兩端采用半球形帶帽臺階銷定位,該臺階銷與蓋板下表面圓形銷釘帽躲避凹槽配合使用,不僅實現了蓋板與型胎的快速自動合模,還方便了人工快速拆卸銷釘,縮短了模具裝卸時間,提高了生產效率,此方案適用于所有帶蓋板模具。
(4)該“一模兩件自適應定位”結構的模具可實現在1 副模具上同時成形相互對稱的2 個鈑金框零件的不同異向彎邊,模具數量減少一半,成形效率提高了2 倍,生產成本低,成形、定位、卸件效率高,零件一次成形質量高,操作簡便,易于推廣。
