海帶打結機的成結機構及其控制系統設計
2024-01-06 02:14:30黃桂芳林建偉魏觀淵蔡文鴻魏盛軍
漁業研究 2023年6期
黃桂芳,林建偉,魏觀淵,丁 蘭,蔡文鴻,魏盛軍
(福建省水產研究所,福建省海洋生物增養殖與高值化利用重點實驗室,福建 廈門 361013)
中國是海帶養殖大國,2021年養殖面積為4.7×104hm2,養殖產量達174.2×104t(干品)以上,養殖規模位居世界第一[1]。海帶作為一種綠色健康食品,頗受國內外消費者的青睞,其養殖、加工等相關產業的經濟效益相當可觀,尤其海帶結是中國海帶養殖省份出口創匯的主要產品[2]。但目前國內外尚無可實現產業化生產要求的海帶打結自動化設備,海帶打結基本由人工徒手完成,不僅效率低下,且越來越多的工人因長期接觸半干鹽漬海帶導致手指受腐蝕而逐漸變形,甚至指甲脫落,從而不愿從事這類工作,造成勞動力緊缺。因此,有必要對海帶的自動化打結設備進行研究與設計。
國外對海帶自動打結技術進行研究的國家主要集中在日本、德國和美國,但相關研究成果很少見刊,也未見海帶自動打結設備被投入市場進行應用[3]。在中國,海帶打結的相關研究僅見少量的報道,如白茂東等[3]提出雙條平結式海帶打結機的設計思路與組成機構;王瑞鑫[4]使用拓撲學曲帶紐結理論,研究海帶成結原理及成結過程并建立數學模型和仿真模型進行計算機仿真研究;王宇銳[5]對海帶成結機理和打結過程、成結過程中的形狀、海帶條與打結機構的位置關系進行研究;王小強[6]對哈爾濱工業大學2005年推出的一種自動海帶打結機器人的穩定性和成結率的主要影響因素進行仿真實驗研究,結果表明該海帶打結機在海帶條尺寸穩定的前提下,打結成功率達到99%;陳天池[7]通過拉伸和摩擦試驗,研究不同試驗條件下海帶的生物力學特性和摩擦特性,建立打結機構整機裝配模型,完成了打結機的機構設計,并利用仿真實驗分析驗證了該海帶打結機構設計方案具備的合理性;夏中峰等[8]設計一種基于可編程邏輯控制器(PLC)的海帶自動打結機控制系統,其可高效率地完成海帶打結作業。雖然已有按照各種不同海帶打結原理設計的海帶自動化打結設備的研究[9-12],但這些設備結構繁雜、打結不穩定、成結率受制于海帶條質量,無法滿足工業化的大規模生產要求。因此,為解決現有海帶打結設備結構繁雜、無法市場化應用等難題,本研究設計1臺海帶自動打結機,主要包括執行機構和電子線路兩部分,通過電子線路與執行機構的優化連接和協調運轉,實現海帶的自動打結,旨在為海帶打結的機械化、自動化和智能化生產奠定技術基礎。
1 設計方法
基于仿生學原理,在分析海帶打結過程中夾取海帶、海帶成環、海帶穿環、切斷海帶4個關鍵狀態時海帶條的形狀變化和空間位置的基礎上,進行海帶成結機構的設計。控制電路通過分頻網絡和脈沖觸發實現對成結機構的驅動與控制。
2 海帶自動打結機基本結構
本設計研制的海帶自動打結機樣機由底座(未畫出)和固定在底座上的自動送料機構A、打結送進機械手B、成環機構C、穿環機構D、切料機構E及控制以上機構動作的控制系統組成,如圖1所示。
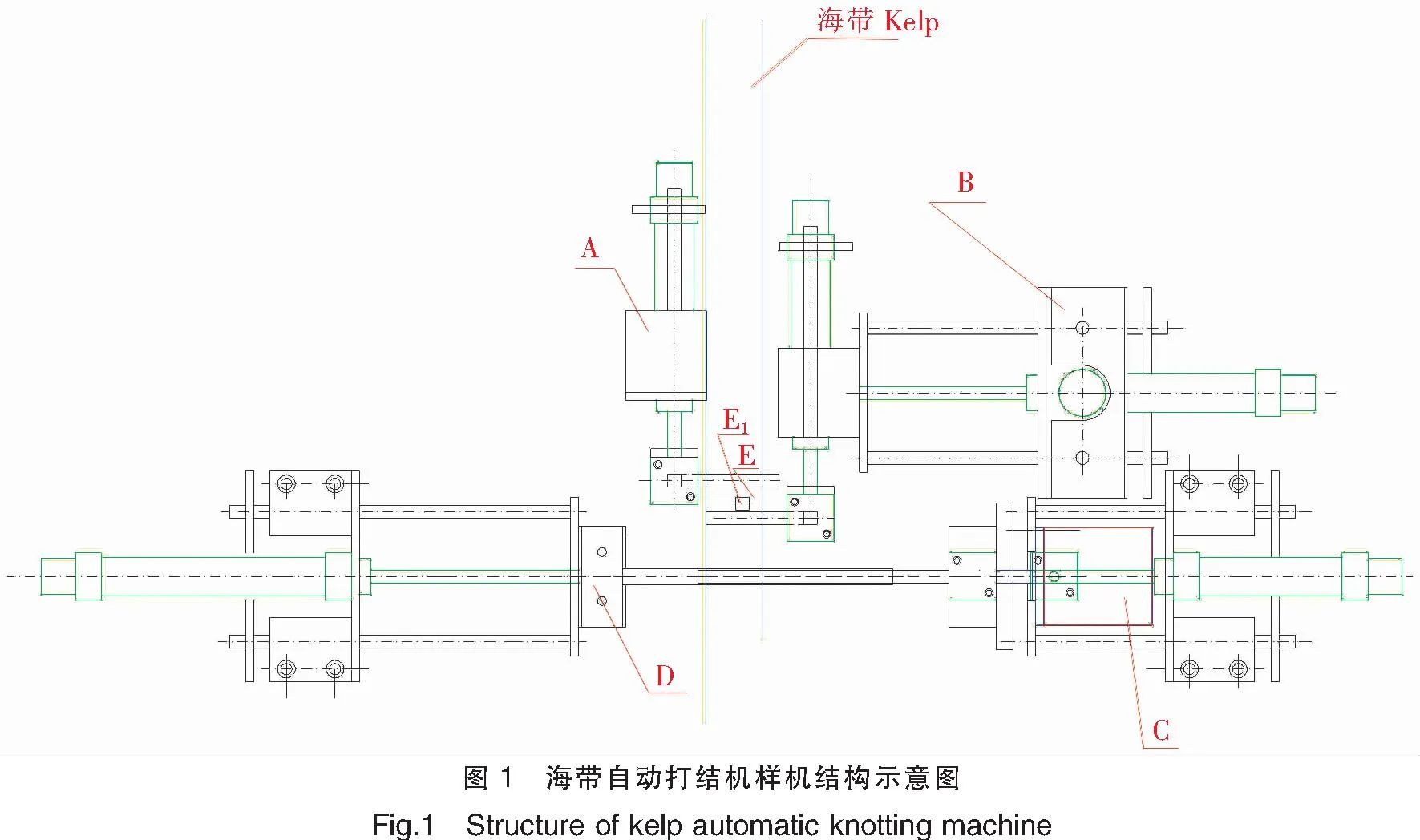
注:A.自動送料機構;B. 打結送進機械手;C.成環機構;D.穿環機構;E.切料機構;E1.切斷刀片。Notes:A. Automatic feeding mechanism;B. Knot feeding robot;C. Looped mechanism;D. Looping mechanism;E. Cutting mechanism;E1. Cutting blade.
自動送料機構A由送料夾緊氣缸A1、送料氣缸A2、送料夾爪A3和送料滑臺A4組成,如圖2所示。送料夾緊氣缸A1驅動送料夾爪A3夾緊海帶,由送料氣缸A2驅動送料滑臺A4帶動送料夾爪A3,將海帶送至成環機構。
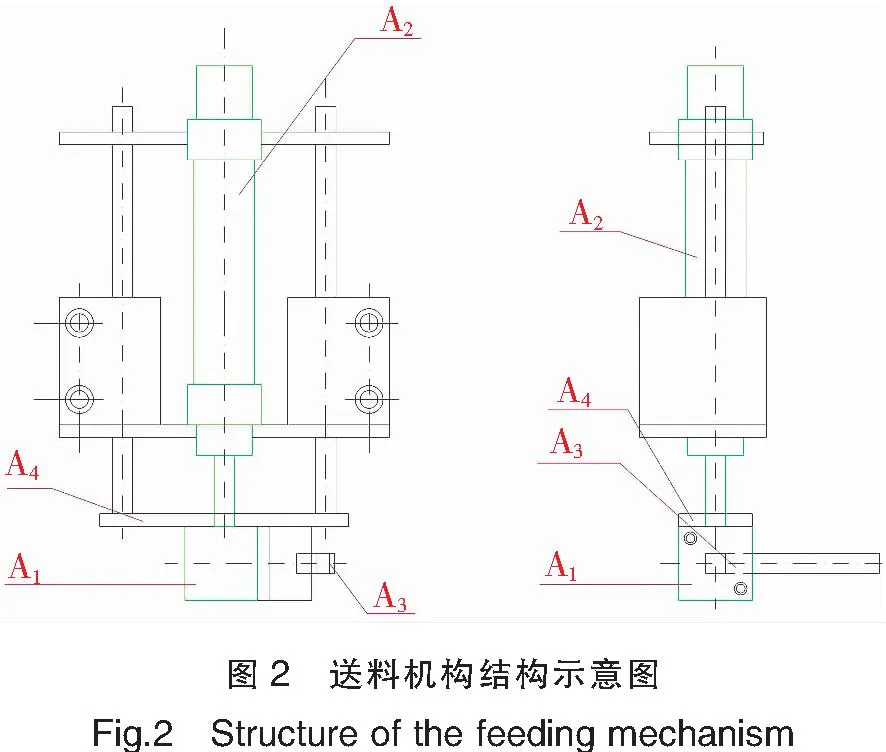
注:A1.送料夾緊氣缸;A2.送料氣缸;A3.送料夾爪;A4.送料滑臺。Notes:A1.Feeding clamping cylinder;A2.Feeding cylinder;A3.Feeding gripper;A4.Feeding slide.
打結送進機械手B由控制橫向、縱向及高度方向運動的驅動氣缸B2、B4、B3和由橫向運動驅動氣缸驅動的送夾緊氣缸B1料以及由送料夾緊氣缸驅動的送料夾爪B5組成,如圖3所示。打結送進機械手的縱向驅動氣缸B4前進,帶動送料夾緊氣缸B1和送料夾爪B5前進到位后,送料夾爪A3和送料夾爪B5同時夾緊海帶,在切料氣缸E驅動切斷刀E1切斷海帶后,驅動氣缸B2、B4、B3分別動作,將海帶送入穿環機構D。
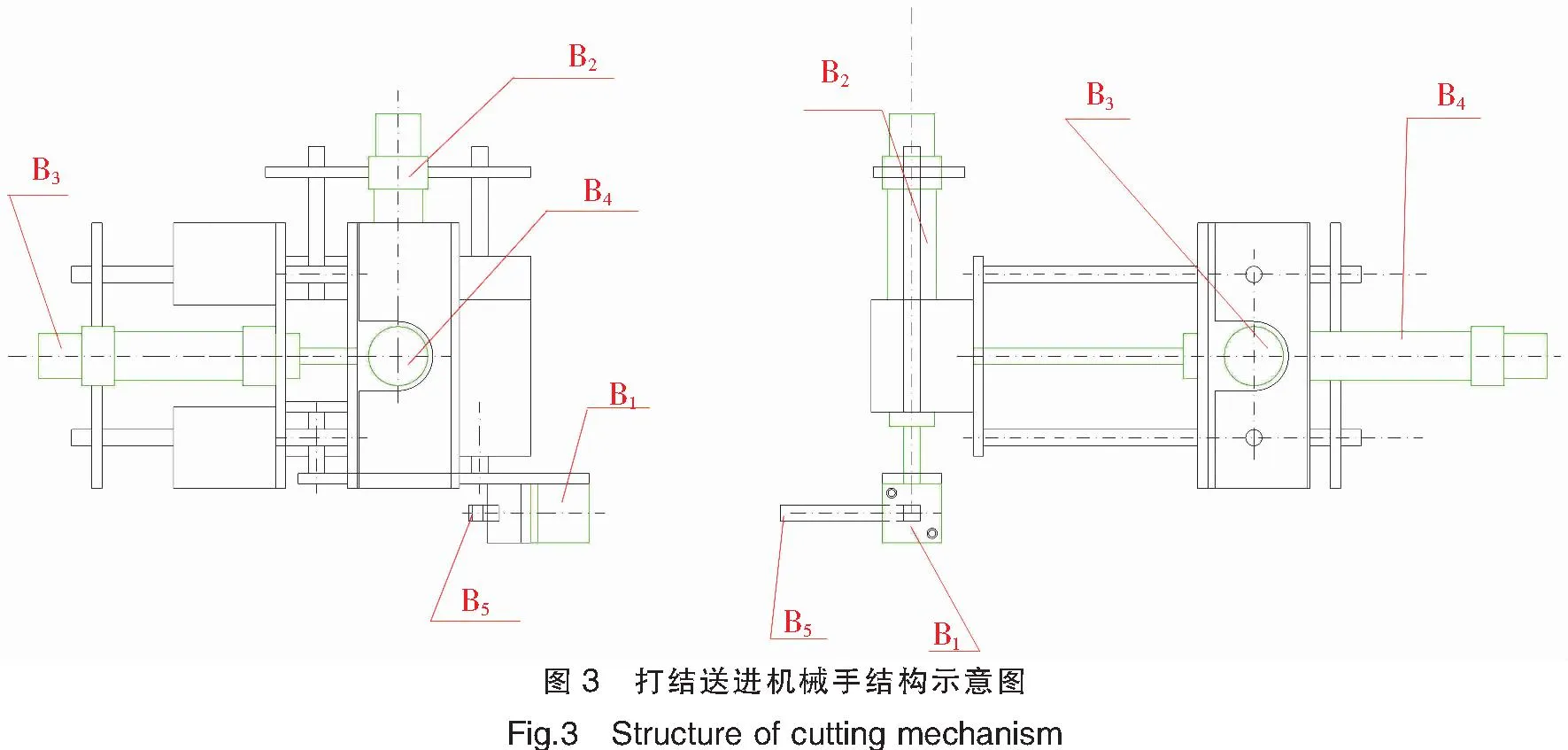
注:B1.送料夾緊氣缸;B2、B3、B4.驅動氣缸;B5.送料夾爪。Notes:B1.Feeding clamping cylinder;B2,B3,B4.Drive cylinder;B5. Feeding gripper.
切料機構由切料氣缸E和切料刀片E1組成,如圖1所示。海帶成環后,切料氣缸E推動切料刀片E1適當移位切斷海帶。
成結機構由成環機構C和穿環機構D共同構成,對應簡稱為X系統(X1~X7)與Y系統(Y1~Y7),分別實現海帶繞圈成環和海帶穿環成結的功能,其基本結構如圖4所示。
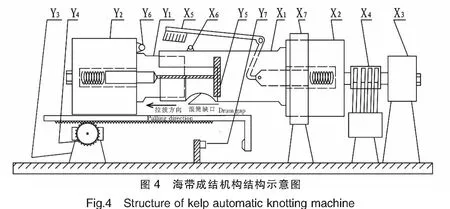
注:X1.滾筒;X2.電磁閥;X3.步進電機;X4.電刷元件;X5.夾爪;X6.紅外接收二極管;X7.軸承;Y1.直筒;Y2.電磁閥;Y3.步進電機;Y4.齒輪齒條組件;Y5.夾爪;Y6.紅外發射二極管;Y7.微動開關。Notes:X1.Drum;X2.Solenoid valve;X3.Stepper motor;X4. Electric brush;X5.Clamping jaw;X6.Infrared receiving diode;X7.Bearing;Y1.Straight drum;Y2.Solenoid valve;Y3.Stepper motor;Y4.Rack and pinion assembly;Y5. Clamping jaw;Y6.Infrared emitting diode;Y7.Microswitch.
3 控制系統設計
3.1 步進電機
步進電機,又稱脈沖馬達,與常用的交、直流馬達不同,其運轉只能由脈沖信號驅動,轉速由脈沖信號的頻率和脈沖數決定,而幾乎不受電壓、溫度等因素波動的影響。步進電機定位精度高、重復性好,誤差不累積,啟動、制動時間短,又能帶電自鎖等,因而被廣泛應用于精度要求比較高的數字程序控制領域。本設計中的步進電機X3和Y3的型號均為45BF01A(上海上自儀轉速表儀表電機有限公司生產),穩定性和精確度等性能良好,性能參數:相數,3相;分配方式,6拍;步角,1.5°/3°;直流激磁電壓,24 V;單相靜態電流,0.2 A;保持轉矩,0.12 N·m;空載起動頻率,400 Hz;重量,0.4 kg。
3.2 脈沖分配模塊
本設計采用的步進電機CH250脈沖分配器(上海無線電十四廠生產)是專為三相步進電機脈沖控制而設計的接口電路,在配合適當的三組功率驅動電路后,具有控制三相步進電機作三相雙三拍或三相單六拍的停、轉與正反轉的功能。此芯片結構簡單,器件內部的工作電源電壓(VDD)范圍寬,為4~18 V;抗干擾能力強,噪聲容限電壓為35%VDD。
根據上海無線電十四廠刊發的《雙嶺手冊》產品介紹,CH250采用雙列直插扁平16外引線封裝(圖5),其中R1、R2端置“1”,可分別將三相單六拍和三相雙三拍復位,進入正常程序。時鐘端CL和時鐘允許端EN分別為時鐘脈沖輸入和控制時鐘輸入。輸入端J3L、J3r和J6L、J6r是控制步進電機作三相雙三拍或三相單六拍運轉。A、B、C為CH250的3個輸出端,經驅動后推動步進電機。本機使用2個CH250脈沖分配器,分別用來驅動步進電機X3和Y3,相關引腳功能及其與其他電路的連接使用相應的字符說明,如圖5所示。其中,電源正端連接EN(針腳6);電源負端連接J6r(針腳1)、J6L(針腳2)、R1(針腳9);因本機脈沖分配器采用雙三拍工作方式,R1(針腳9)連接電源負端可使其運行更穩定;脈沖輸入連接CL(針腳7);正反向控制連接C;復位/工作連接R2(針腳10);輸出A0(針腳11)、B0(針腳12)、C0(針腳13)分別跟功率放大電路相聯并直接輸入步進電機的三組電極,當脈沖輸入時,步進電機運轉。
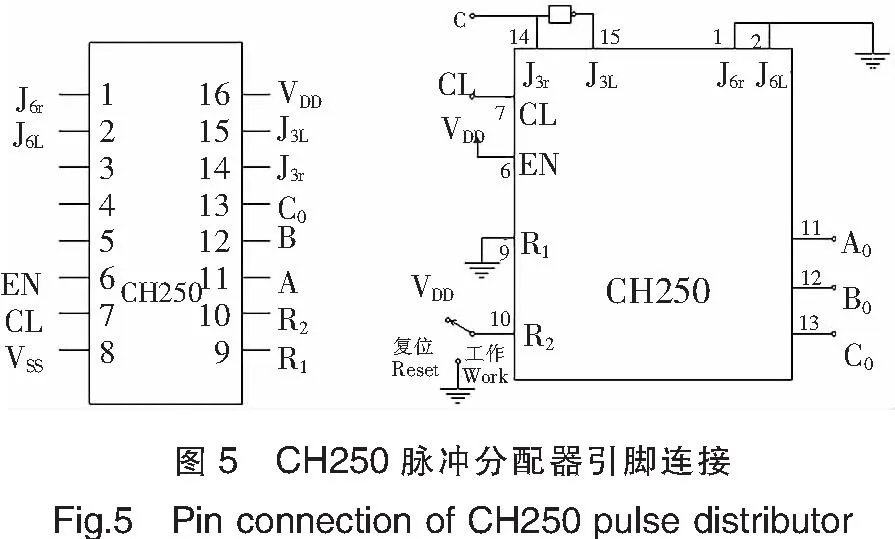
注:EN為電源正端;J6r、J6L、R1為電源負端;C、J3L、J3r為正反向控制;CL為脈沖輸入;R2為復位/工作;VSS為電路公共接地端電壓(接地);VDD為器件內部的工作電源電壓;A 、B 、A0、B0、C0為輸出端。Notes:EN was positive end of power supply;J6r,J6L,R1 were negative terminals of power supply;C,J3L,J3r were forward and reverse controls;CL was pulse input;R2was reset/work;VSS was circuit common ground terminal voltage (ground);VDD was the working power supply voltage inside the device;A,B,A0,B0,C0 were output terminals .
3.3 分頻值計算
精確設定分頻值是成結機構穩定運行和精確定位的關鍵。雖然步進電機X3與Y3型號相同,但X3為共軸同步轉動,Y3通過齒輪齒條傳動,將Y3步進電機的轉動轉為YL(即除Y3步進電機和Y7微動開關外,Y系統的其他部件)的往復平動,因此采用不同的方法計算X與Y系統的分頻值。
對X系統,已知步進電機的步角為3°,即每個脈沖驅動步進電機轉動3°。由于步進電機X3跟滾筒X1共軸同步轉動,因此滾筒的轉角也是3°。實驗證明,為使X系統運行穩定、定位精確,滾筒需轉動一圈半,即360°+180°=540°,為此需要540/3=180個脈沖來觸發驅動,滾筒X1才能完成海帶纏繞。當再來180個脈沖觸發驅動后,步進電機X3將繼續轉過540°,從而帶動滾筒X1回到初始位置,因此分頻網絡FX的分頻值為180。
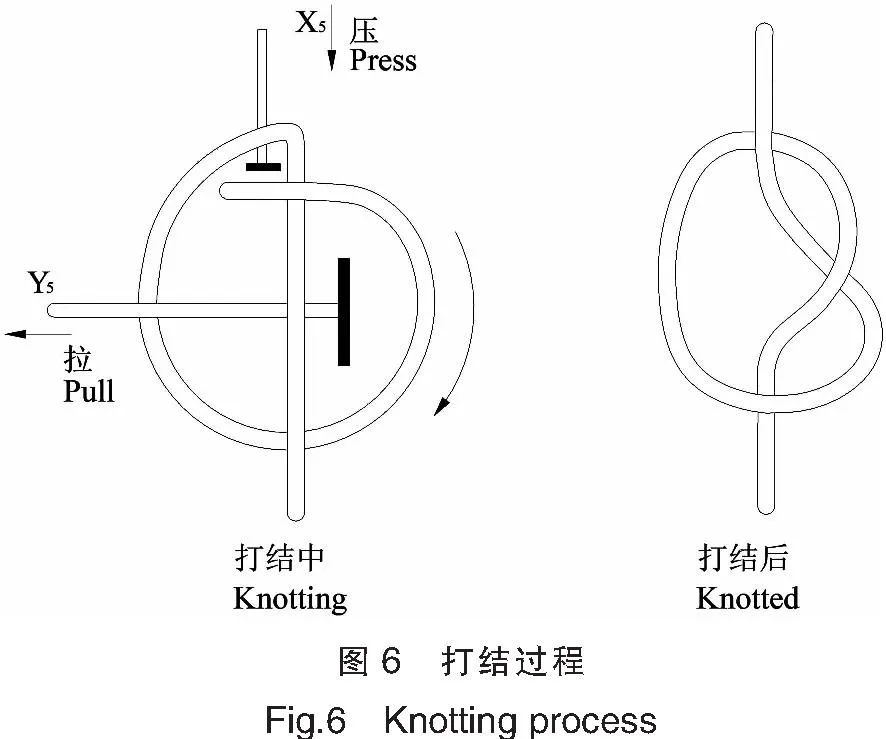
Y系統的運行是通過齒輪齒條將步進電機Y3的轉動變為YL的往復直線運動,移動的距離與海帶結的長度相關,而計算FY分頻網絡的分頻值需要已知的海帶結長度。如圖6所示,打結中的海帶長度L與滾筒X1外徑D相關:L=(π+1)D 。海帶成結機構滾筒X1外徑D=30 mm,經計算海帶長度為124.2 mm。考慮夾爪占用一定的海帶寬度,因此海帶長度取140 mm。
齒條、齒輪的齒距為E,齒輪的齒數為H,當YL移動一個海帶長度L后,齒輪轉動的圈數為L/(E×H)。由于齒輪與步進電機同軸聯動,因此步進電機Y3轉動同樣圈數所需的脈沖數為FY= L/(E×H)×(360/3),已知L=140 mm、E=3.5 mm、H=20,計算得FY=240,即此脈沖數為FY分頻網絡的分頻值。
3.4 分頻網絡設計
經計算,X、Y兩個系統的分頻值分別為180和240,均是3位數,使用3個十進制計數器(BCD)串聯組成個、十、百三位數字。把代表BCD碼各數位的相關輸出端接入“與”門電路,當脈沖數達到分頻值180或240時,“與”門電路輸出的電位跳變信號使后續電路發生翻轉。分頻網絡的電路如圖7所示。
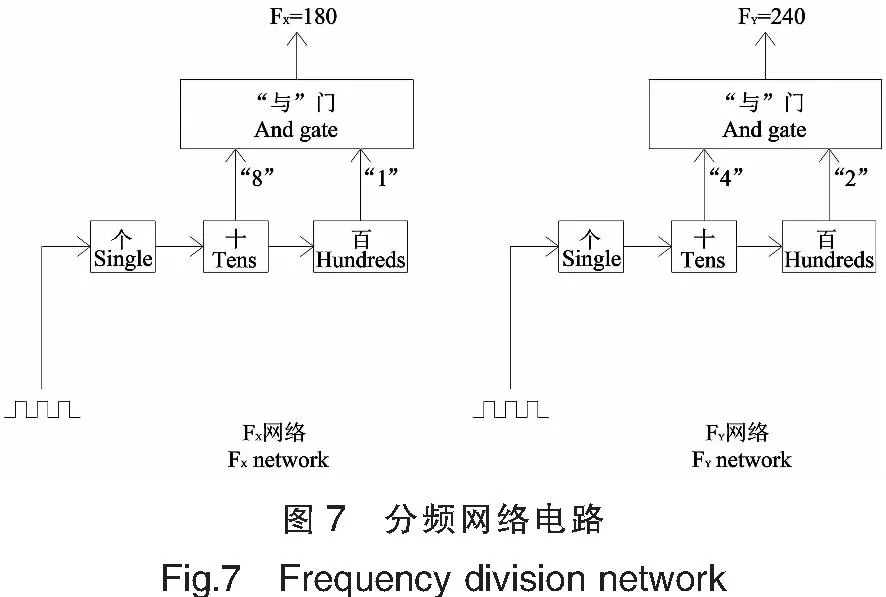
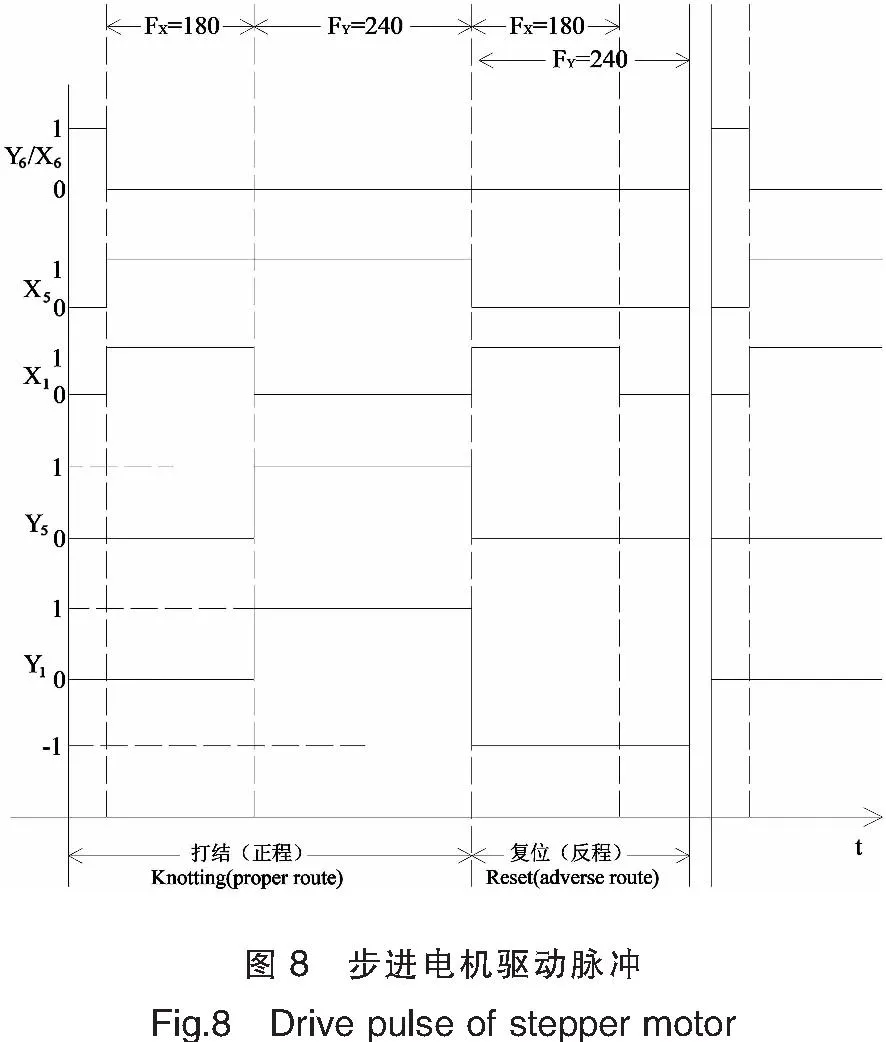
圖8為完成一個海帶打結動作所需的脈沖數。圖8橫坐標代表過程輸入的脈沖數,縱坐標上的“0”代表停轉,“1”代表運轉,“-1”代表反轉。完成一個海帶打結,振蕩器共計發出660個脈沖,其中X系統完成海帶纏繞打圈需180個脈沖;Y系統完成穿梭打拔需240個脈沖;兩系統復位共需240個脈沖,其中在第180個脈沖時,X系統復位到初始狀態后停轉,YL則繼續平移,在第240個脈沖時到達原位。
4 作業及控制流程
本機的精準運行關鍵在于由數字電路組成的邏輯驅動電路。為滿足成結機構特殊運行流程的要求,在邏輯電路中設置一些特殊的“門”,這些門電路沒有現成的器件可供采用,只能將其他功能的電路經拆分、組合后使用。本機中的脈沖振蕩器、綜合門控電路、X系統門控電路和Y系統門控電路等均由這些門電路組成,其中“綜合”僅表明功能的綜合性,并非與某具體元件相對應。
開機前,成結機構各部件處在初始位置,如圖4所示。開機后,電路各部分處于伺服狀態。此時,如果沒有海帶輸進X系統夾頭X5,紅外發射、接收二極管Y6/X6將發出信號使監控觸發電路,一方面讓喇叭發聲報警,另一方面停止振蕩器的工作,使機構不運轉。當有海帶輸進時,送料夾緊氣缸A1驅動送料夾爪A3夾緊海帶后,送料氣缸A2驅動送料滑臺A4帶動送料夾爪A3將海帶送至X系統夾頭X5(圖4),此時海帶阻擋Y6/X6之間的光路,監控觸發電路發生反轉,喇叭失聲,脈沖振蕩器起振,促使電磁閥X2吸動夾爪X5夾住海帶前端。在綜合門控電路的控制下,脈沖信號只能先通過X系統的門控電路,驅動步進電機X3帶動滾筒X1轉動、纏繞、打圈。滾筒轉動的位移量受FX分頻網絡控制,當分頻值達到180時,海帶后端陷進滾筒缺口(圖4、圖6)并橫跨缺口,此時綜合門控電路立即關閉X系統門控電路,X路脈沖信號中斷,滾筒停轉;同時,綜合門控電路開啟Y系統門控電路,Y路脈沖信號進入,一方面使電磁閥Y2通電生磁以吸動夾爪Y5夾住海帶后端,并由切料氣缸E驅動切刀E1將海帶切斷;另一方面驅動步進電機Y3帶動YL開始后退拉拔(圖4、圖6)。YL后退的距離受FY分頻網絡控制,當分頻值達到240時,YL后退至預定位置并壓碰微動開關Y7觸發相關電路,使電磁閥X2和Y2同時斷電失磁,打開夾爪X5和夾爪Y5,從而完成脫料過程。同時,綜合門控電路重新開啟X系統門控電路,脈沖信號同時進入X、Y兩個系統門控電路,其中步進電機X3重新轉動(轉向、轉速均不變)復位,當FX分頻網絡分頻值達到180時,回到初始位置并停轉;步進電機Y3反向轉動,當FY分頻網絡分頻值達到預定值240時,回到初始位置并停轉。兩系統全部復位后,喇叭聲重新響起,提示再次輸送海帶。控制流程圖如圖9所示。

5 驗證與討論
5.1 樣機試驗
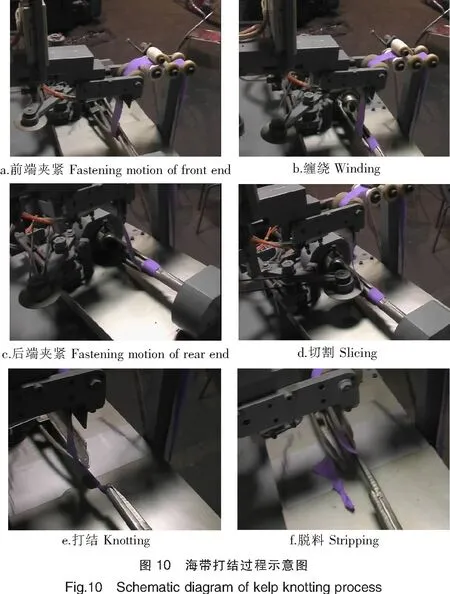
為檢驗所設計的海帶打結機及控制系統的合理性與正確性,開展試驗樣機運行驗證試驗,試驗地點為廈門市鑫誠氣動液壓公司,試驗樣機的驅動系統采用24 V直流電壓供電。鑒于市售海帶條均非標準品,長度和厚度不均勻且濕度存在差異,為保障驗證試驗連續穩定,本次試驗采用厚度與寬度尺寸與市售海帶條較為相近的無紡布條作為試驗品。驗證結果表明,試驗樣機能夠實現試驗品自動進給,在進料速度為0.1 m/s的情況下,成結率(打結成功次數/總打結次數)超過90%以上,打結速度為8~10個/min。圖10為樣機生產一個有結海帶的全過程。
5.2 討論
1)由于本試驗使用的無紡布與實際生產的海帶存在物理性能和力學性能上的差異,因此上述樣機試驗論證結果不能準確地反映實際結果,但仍可證明本設計基于仿生學原理設計的海帶成結機構及其控制系統是可行的。
2)受試驗條件限制,本研究前期未能開展海帶物理力學性能測試,因此后期應進一步開展拉伸、摩擦等性能試驗,探討海帶力學物理性能對打結速度和成結率的影響,為海帶打結機各機構的材料選擇提供參考。
6 結論
1)基于仿生學原理設計的海帶成結機構,主要由成環機構、穿環機構和控制系統3部分組成,并經過試驗品驗證了該設計的合理性。
2)本文研制的樣機經過試運行階段的觀測,雖能實現海帶打結的基本操作,相關的運行程序也基本符合設計要求,但應進一步研究:(1)開展海帶相關基本力學參數測試,為海帶打結機與海帶接觸部件如夾爪的材料和運動速率設計提供依據;(2)以伺服電機代替步進電機,將開環控制改成閉環控制,提高控制精度和轉速,從而提高打結速度;(3)使用氣動手指取代自制夾爪,自帶導桿氣缸或雙桿氣缸取代自制導桿,并進一步完善控制電路的功能與結構,采用更高性能的PLC,在降低機械結構復雜程度、提升各動作穩定性的同時,進一步增加各動作的響應頻次和加快動作速度,提高打結效率;(4)用于打結的海帶條的預制備方法有待繼續研究。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17