特殊鋼連鑄中的溫度控制與質量控制研究
2024-01-07 02:03:16郝廣鵬
山西冶金 2023年10期
郝廣鵬
(山東鋼鐵股份有限公司萊蕪分公司特鋼事業部,山東 濟南 271100)
0 引言
特殊鋼連鑄是鋼鐵生產中的重要環節,其質量直接影響到鋼材的性能和市場競爭力。然而,由于特殊鋼的成分復雜、溫度控制難度大等因素,特殊鋼連鑄過程中存在著一系列的質量問題,如表面缺陷、內部裂紋等。因此,對特殊鋼連鑄中的溫度控制與質量控制進行研究,對于提高特殊鋼連鑄質量、降低生產成本具有重要意義。本文將探討特殊鋼連鑄中的溫度控制與質量控制問題,并提出相應的解決方案,通過對特殊鋼連鑄過程中的溫度和質量進行精確控制,可以提高特殊鋼坯的質量和性能,滿足市場的需求。
1 特殊鋼連鑄的溫度控制
1.1 連鑄溫度的影響因素
1)鋼種成分:不同鋼種的成分不同,其熔點也不同,因此連鑄溫度也會有所不同。
2)澆注速度:澆注速度越快,鋼液的流動性越好,連鑄溫度也會相應提高。
3)結晶器形狀和尺寸:結晶器的形狀和尺寸會影響鋼液在結晶器內的流動和冷卻速度,從而影響連鑄溫度。
4)冷卻水質量和流量:冷卻水的質量和流量會直接影響結晶器的冷卻效果,從而影響連鑄溫度。
5)連鑄機的控制系統:連鑄機的控制系統可以對連鑄溫度進行精確控制,從而保證鋼坯的質量。
6)環境溫度和濕度:環境溫度和濕度會影響連鑄機的工作效率和鋼液的冷卻速度,從而影響連鑄溫度[1]。
1.2 連鑄溫度的控制方法
1)模具冷卻水溫度的控制:模具冷卻水溫度的控制是通過調節冷卻水的流量和溫度來實現的。一般來說,當鑄坯溫度較高時,需要增加冷卻水的流量和降低冷卻水的溫度,以保證鑄坯的質量。反之,當鑄坯溫度較低時,需要減少冷卻水的流量和提高冷卻水的溫度,以保證鑄坯的質量。
2)結晶器冷卻水溫度的控制:結晶器冷卻水溫度的控制也是通過調節冷卻水的流量和溫度來實現的。當鑄坯溫度較高時,需要增加冷卻水的流量和降低冷卻水的溫度,以保證鑄坯的質量。反之,當鑄坯溫度較低時,需要減少冷卻水的流量和提高冷卻水的溫度,以保證鑄坯的質量。
3)液相區溫度的控制:液相區溫度的控制是通過調節結晶器冷卻水的流量和溫度來實現的。當液相區溫度過高時,需要增加結晶器冷卻水的流量和降低冷卻水的溫度,以保證鑄坯的質量。反之,當液相區溫度過低時,需要減少結晶器冷卻水的流量和提高冷卻水的溫度,以保證鑄坯的質量。同時,還可以通過調節結晶器的結構和形狀來控制液相區溫度,以達到更好的鑄造效果。
1.3 連鑄溫度控制的實驗研究
1.3.1 實驗設計
1)實驗材料:選用工業純銅作為實驗材料。
2)實驗設備:連鑄機、溫度控制系統、熱電偶和計算機等。
3)實驗步驟:將工業純銅熔化,倒入連鑄機中。通過溫度控制系統控制連鑄溫度,分別設定為800 ℃、850 ℃、900 ℃、950 ℃和1 000 ℃。在連鑄過程中,通過熱電偶實時測量鑄坯表面溫度,并記錄數據。待鑄坯冷卻后,對鑄坯進行質量檢測,包括鑄坯表面質量、內部結構等。
1.3.2 實驗結果分析
實驗結果如表1 所示,可以看出,連鑄溫度對鑄坯質量有著顯著的影響。連鑄溫度過低,鑄坯表面溫度較低,容易出現疏松的內部結構。連鑄溫度適中,鑄坯表面溫度較高,內部結構緊密,表面質量良好。連鑄溫度過高,鑄坯表面溫度過高,會影響表面質量。因此,在實際生產中,應根據具體情況選擇合適的連鑄溫度,以保證鑄坯質量。
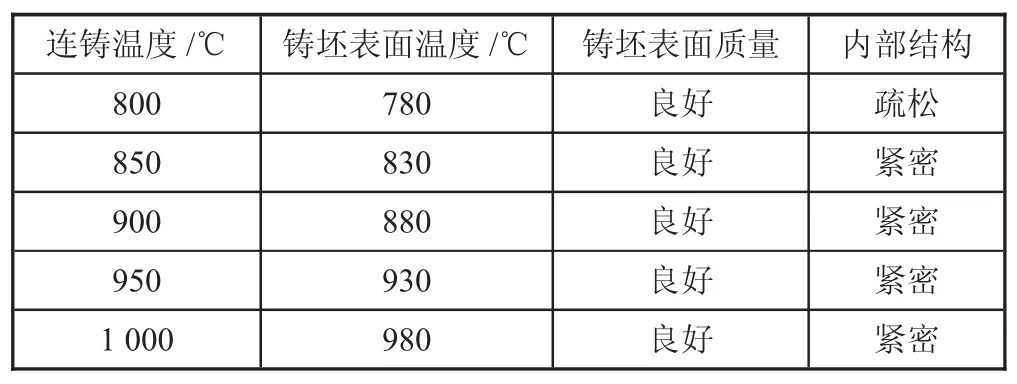
表1 連鑄溫度控制的實驗結果
2 特殊鋼連鑄的質量控制
2.1 連鑄質量的影響因素
1)原料質量:原料的成分、溫度和流動性等對連鑄質量有直接影響。
2)結晶器設計:結晶器的形狀、尺寸以及冷卻方式等會影響結晶器內的流動狀態和結晶形態,從而影響鑄坯質量。
3)結晶器冷卻水質量:結晶器冷卻水的溫度、流量和水質等對結晶器內的溫度分布和結晶形態有影響。
4)拉速:拉速的大小會影響鑄坯的結晶形態和內部組織。
5)拉力:拉力的大小會影響鑄坯的形變和內部組織。
6)結晶器振動:結晶器振動的頻率和振幅會影響鑄坯的結晶形態和內部組織。
7)澆注方式:澆注方式的不同會影響鑄坯的結晶形態和內部組織。
8)連鑄機設備狀態:連鑄機設備的運行狀態、維護保養等會影響鑄坯的質量。
9)環境因素:環境溫度、濕度等因素也會對連鑄質量產生一定影響[2]。
2.2 連鑄質量的控制方法
1)結晶器結晶殼厚度的控制:可以通過調整結晶器冷卻水量和水溫、調整結晶器內部的氣流和液流以及優化結晶器的設計和結晶器內部的流動狀態來控制結晶殼厚度。
2)結晶器結晶速度的控制:可以通過調整結晶器內部的液流速度和氣流速度、控制結晶器內部的溫度分布和結晶器出口的拉速以及優化結晶器的設計和結晶器內部的流動狀態來控制結晶速度。
3)結晶器結晶方向的控制:可以通過調整結晶器內部的氣流和液流、控制結晶器內部的溫度分布和結晶器出口的拉速以及優化結晶器的設計和結晶器內部的流動狀態來控制結晶方向。
2.3 連鑄質量控制的實驗研究
2.3.1 實驗設計
1)實驗材料:選用普通碳素鋼作為實驗材料,其中:w(C)為0.15%~0.25%、w(Si)為0.15%~0.35%、w(Mn)為0.3%~0.6%、w(P)≤0.035%且w(S)≤0.035%。
2)實驗設備:連鑄機、溫度計、壓力計、拉力計和金相顯微鏡等。
3)實驗步驟:調整連鑄機的工作參數,包括澆注速度、結晶器溫度和拉速等,使其符合實驗要求。進行連鑄實驗,記錄每一次連鑄的工藝參數和鑄坯質量情況。對鑄坯進行金相顯微鏡分析,觀察鑄坯的組織結構和缺陷情況。根據實驗結果,總結出連鑄質量控制的方法和技巧。實驗結果如表2 所示。
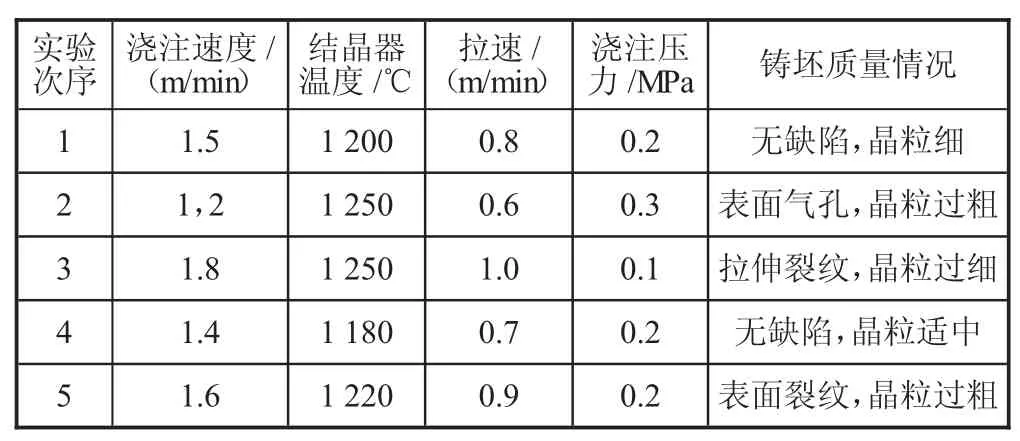
表2 連鑄質量控制的實驗結果
2.3.2 實驗結果分析
1)合理調整澆注速度和結晶器溫度可以有效控制鑄坯的結晶組織,避免出現過粗或過細的晶粒。
2)控制拉速可以減少鑄坯的拉伸應力,避免出現拉伸裂紋和表面裂紋。
3)合理控制澆注壓力可以避免鑄坯表面氣孔和夾雜物的產生。
4)對于鑄坯中出現的缺陷,可以通過調整工藝參數或采取后續處理措施進行修復。
連鑄質量控制需要綜合考慮多個因素,通過合理調整工藝參數和采取相應措施,可以有效提高鑄坯的質量。
3 特殊鋼連鑄溫度控制與質量控制的關系
3.1 溫度控制對質量的影響
特殊鋼連鑄溫度控制是保證產品質量的重要環節之一。溫度過高或過低都會對產品質量產生不良影響。溫度過高,會導致鋼水中的氣體和夾雜物增多,從而影響鋼材的力學性能和表面質量。溫度過低,會導致結晶器結晶不良,從而影響鋼材的內部質量和表面質量。因此,要通過合理的溫度控制來保證產品質量。
3.2 質量控制對溫度的影響
特殊鋼連鑄質量控制也會對溫度產生影響。如果鋼水中的氣體和夾雜物過多,會導致結晶器結晶不良,從而影響溫度控制的準確性。如果結晶器結晶不良,會導致結晶器內部溫度不均勻,從而影響溫度控制的穩定性。因此,要通過合理的質量控制來保證溫度控制的準確性和穩定性。
3.3 溫度控制與質量控制的協同優化
特殊鋼連鑄溫度控制和質量控制是相互關聯、相互影響的。要實現協同優化,需要從以下幾個方面入手:
1)建立完善的溫度控制和質量控制體系,確保二者之間的信息交流和協調配合。
2)加強鋼水凈化和氣體控制,減少夾雜物和氣體含量,提高鋼水質量。
3)優化結晶器結構和冷卻方式,提高結晶器結晶質量,保證溫度控制的準確性和穩定性。
4)加強在線檢測和控制,及時發現并糾正溫度和質量方面的問題,保證產品質量和生產效率的穩定提高[3]。
4 結語
在特殊鋼連鑄過程中,溫度控制和質量控制是非常重要的。溫度控制可以保證鋼水的均勻性和穩定性,從而避免出現過熱或過冷的情況,影響鋼水的質量。質量控制則可以保證鋼水的化學成分和物理性能符合要求,從而保證最終產品的質量。在實際生產中,需要采用一系列的措施來實現溫度控制和質量控制。例如,可以采用先進的溫度控制系統和在線監測設備,及時調整連鑄過程中的溫度和流量,保證鋼水的均勻性和穩定性。同時,還可以加強對鋼水的化學成分和物理性能的檢測和分析,及時發現問題并采取措施進行調整。總之,特殊鋼連鑄中的溫度控制和質量控制是一個復雜而又關鍵的問題,需要我們不斷地進行研究和探索。只有通過不斷地優化和改進,才能夠實現特殊鋼連鑄的高效、穩定和可靠生產,為鋼鐵行業的發展做出貢獻。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
汽車觀察(2016年3期)2016-02-28 13:16:26
