發電廠管道脈沖渦流測厚關鍵技術研究與應用
2024-01-09 09:25:34徐境陽徐志強
電力勘測設計 2023年12期
關鍵詞:檢測
朱 琪 ,韓 揚,徐境陽 ,徐 寧,徐志強
(1.中國能建工程研究院相控陣檢測技術應用研究所,安徽 合肥 231200;2.安徽津利能源科技發展有限責任公司,安徽 合肥 231200;3.蘇州熱工研究院有限公司,江蘇 蘇州 215004;4.中國能源建設集團有限公司工程研究院,北京 100022)
0 引言
火電廠和核電廠中的汽水管道在服役期間,會產生各種腐蝕、孔狀缺陷,由于高溫高壓,還會產生危險性極大的裂紋,發電廠中大量使用鐵磁性金屬管道輸送具有高溫、高壓的液體或氣體介質。磨損和流體加速腐蝕會導致鐵磁管道、壓力容器等構件大面積的壁厚腐蝕減薄,甚至穿孔,容易造成泄漏、爆炸等事故。因此,需要定期對管道的腐蝕減薄情況實施無損檢測,確保管道的安全運行。目前,火電廠和核電廠對管道定期檢驗,通常需要拆除鐵磁管道外的保溫層,檢測工序繁瑣,導致人力成本增加。
脈沖渦流可用于帶包覆層的鐵磁性管道壁厚檢測。該技術以脈沖電流激勵代替正弦電流激勵,在管壁內感應出脈沖渦流,通過檢測此脈沖渦流電磁場的衰減過程,來測量管道壁厚的腐蝕程度。與常規超聲和漏磁等無損檢測方法相比,脈沖渦流法檢測時無需去除管道外包覆層、灰垢、被檢管道無需停機,可提高檢測效率、降低成本。針對發電廠中水冷壁測厚檢測,無需去除引火面灰垢即可檢測,檢測范圍廣、效率高。
發電廠鐵磁性管道脈沖渦流檢測,磁導率、提離距離、檢測線圈等因素都會對檢測精度產生影響,對于給定的檢測對象,磁導率相對固定,提離距離和檢測線圈是影響現場檢測質量的重要因素[1]。線圈放置方向主要取決于檢測線圈軸線相對于管道的方向,提離距離是檢測線圈邊緣距離被檢工件外表面的距離。
本文采用ANSYS 中的Maxwell 模塊進行管件建模,設計同軸式與垂直式檢測線圈并保持其他條件一致的情況下,對比脈沖渦流對平底缺陷的檢測能力,分析線圈尺寸和提離高度對檢測信號分辨率的影響。在實驗部分,選取發電廠在役管道作為樣管,并加工平底缺陷對檢測系統進行測試檢測,用超聲測厚復核,驗證脈沖渦流檢測的可靠性。
1 脈沖渦流檢測關鍵技術問題
1.1 檢測線圈的放置方式
1)模型建立
選擇與發電廠在役管道參數建模,鐵磁金屬管道的尺寸和相關電磁參數見表1 所列。
在Maxwell 中分別建立同軸式和垂直式單線圈管道仿真模型,如圖1 所示。求解域尺寸為500 mm× 300 mm×400 mm (長×寬×高),發電廠管道包覆層基本都是絕緣體材料組成,因此,選擇空氣作為包覆層填充管道外部空間區域[2],并將模型完全包裹其中。線圈采用繞線圓柱線圈的形式,提離高度為60 mm。其中,綠色表示激勵線圈外觀,紅色表示檢測線圈。激勵和檢測線圈的參數見表2 所列。
圖1 同軸式、垂直式單線圈無缺陷管道仿真模型
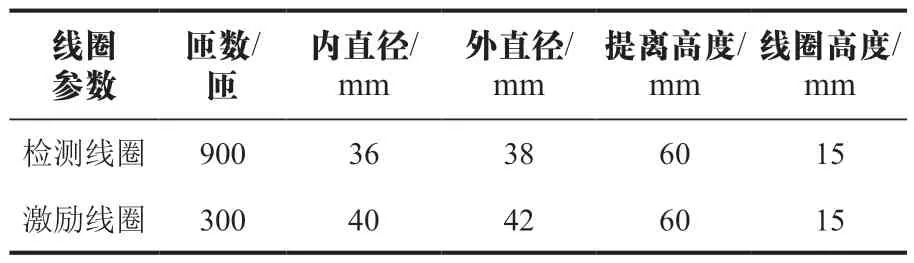
表2 線圈參數
2)仿真分析
仿真步長設置為0.025 ms,采用ANSYS仿真獲得實驗結果。研究對象取仿真時間為26 ms 時刻的模型,鐵磁金屬管道表面渦流分布圖如圖2 ~圖3 所示。

圖2 同軸式線圈管道表面渦流分布圖
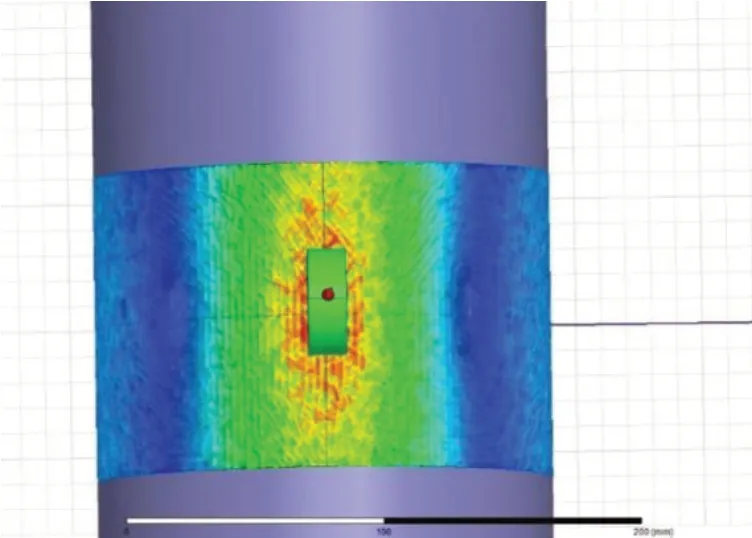
圖3 垂直式線圈管道表面渦流分布圖
從圖2、圖3 可知,同軸式線圈的渦流峰值分布形狀為一個半徑大于激勵線圈半徑的圓環,當缺陷位于渦流峰值處,即位于激勵線圈邊緣正下方的時候,檢測線圈接收到的缺陷信號的變化最為明顯。
垂直式線圈在管道中產生的渦流峰值集中于線圈正下方并沿管道軸向呈橢圓形分布,相較于同軸式單線圈探頭,這種線圈放置方式下可以有效抑制管道中渦流沿周向擴散,即渦流在周向方向的集中效果較為明顯。
分別建立同軸式、垂直式單線圈探頭下的帶缺陷管道模型,驗證每種線圈下減薄缺陷的檢測效果,缺陷的規格為直徑32 mm 的平底孔,深度為5 mm,位于激勵線圈的正下方。
圖4 為垂直式單線圈探頭模式下無缺陷管道模型的感應電壓與帶缺陷管道模型的感應電壓進行對比圖。
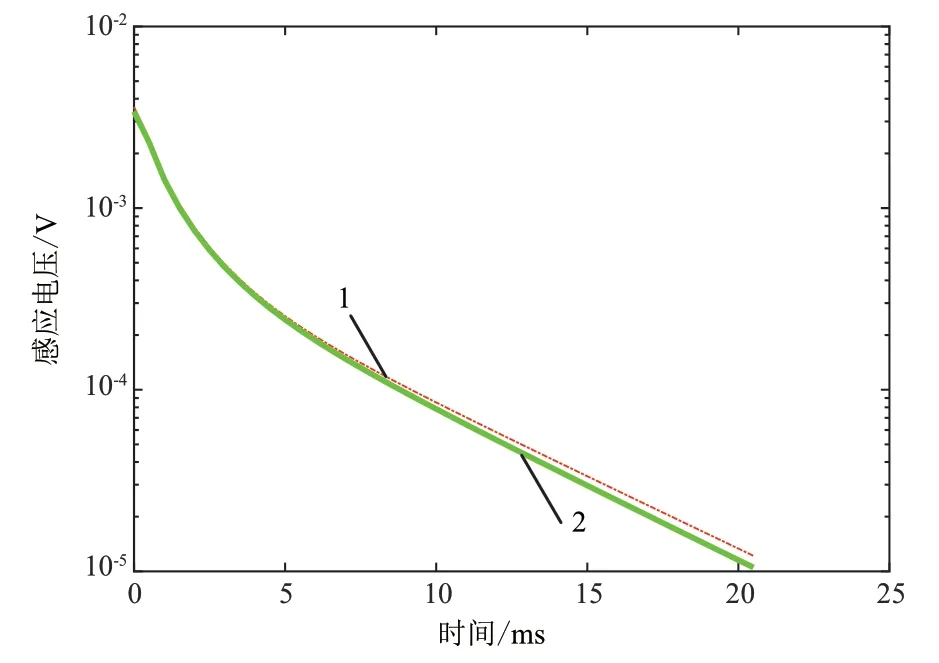
圖4 缺陷對于感應電壓信號的影響
對比不同放置方式的單線圈探頭對相同規格樣管相同邊界條件下脈沖渦流仿真結果,當激勵線圈和檢測線圈分別采用線圈軸線沿管道徑向法線方向(即同軸式單線圈探頭的放置方式)、線圈軸線與管道軸線平行以及線圈軸線沿管道圓周方向這3 種不同的放置方式時,在11 ms 時刻管道內的渦流分布如圖5 所示。
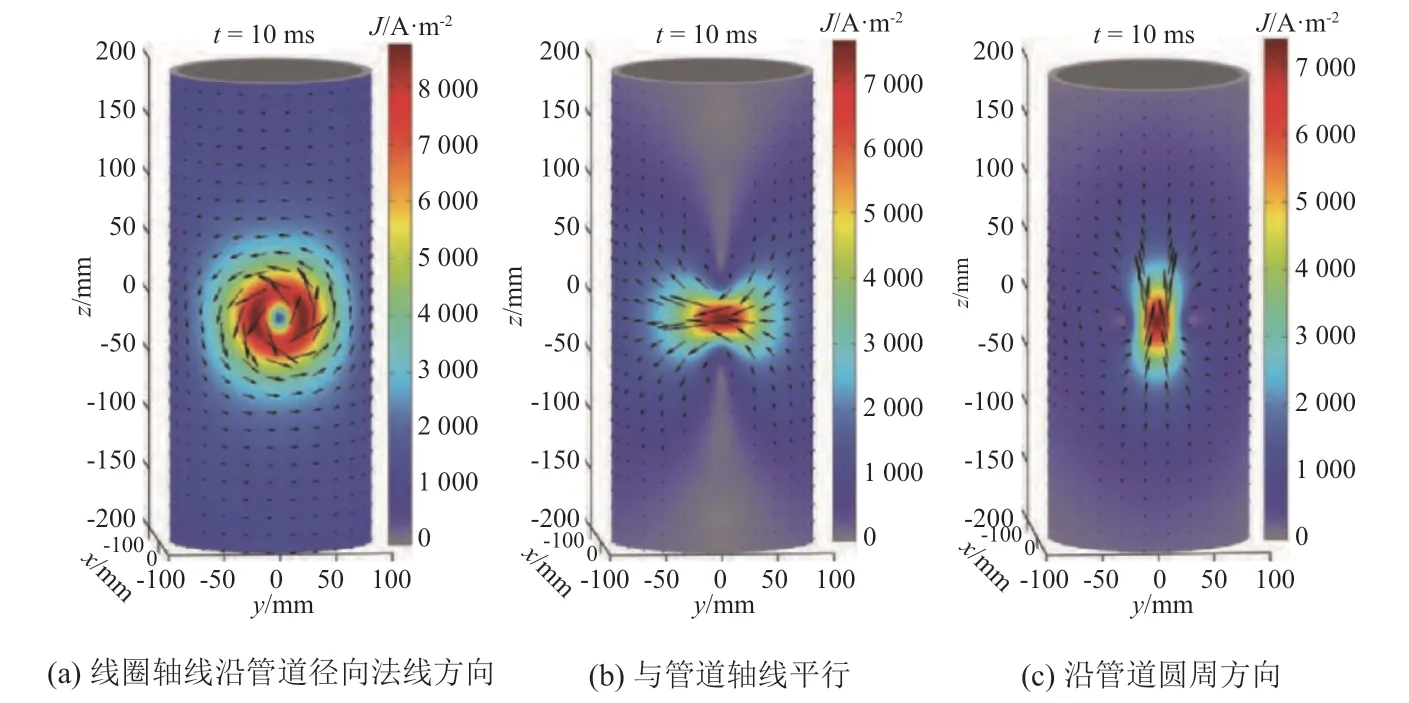
圖5 不同線圈放置方式下某時刻渦流分布示意圖
雖然垂直式單激勵線圈探頭對缺陷的檢測能力相較于同軸式探頭有提高,但提高效果并不明顯。主要原因有兩點:①垂直式單激勵線圈探頭雖然在周向方向上對于渦流分布有較好的集中效果,但在軸向方向上對渦流有效區域的集中效果較差,與同軸式單激勵線圈探頭基本一致;②垂直式單激勵線圈探頭模式下的檢測線圈與管道的耦合程度不如同軸式單線圈探頭,所采集的感應電壓信號幅值小于同軸式單線圈探頭,因此,檢測能力并未有大幅提高。在現場檢測中,同軸式單線圈可以與管道更好地耦合,但是垂直式線圈在周向方向具有更好的集中效果,小缺陷檢測效果更佳,需要綜合考慮提離高度、包覆層厚度、材質等因素進行選擇。
1.2 脈沖渦流檢測靈敏度
脈沖渦流技術是通過觀測鐵磁性管道材料中因渦流衰減而導致的磁場衰減狀態,評價被檢區域的壁厚變化。如式(1)所示,其中,τ與材料的厚壁、電導率和磁導率有關[3]。脈沖渦流檢測開始前,采用被檢工件中無壁厚減薄區域進行標定,制作無壁厚減薄區域渦流電磁場感應電壓隨時間的衰減曲線,當檢測區域的壁厚發生變化時,感應電壓隨時間的衰減缺陷發生變化,通過測量和對比曲線變化關系來評價壁厚損失量。
式中:μ為感應電壓;t為時間;τ為變量常數。
脈沖渦流探頭線圈渦流場大小與線圈尺寸相關,對于給定參數探頭,對應的渦流場峰值強度也一定。圖6 為脈沖渦流探頭的渦流場幅值仿真圖,顏色越深代表磁場強度越大。
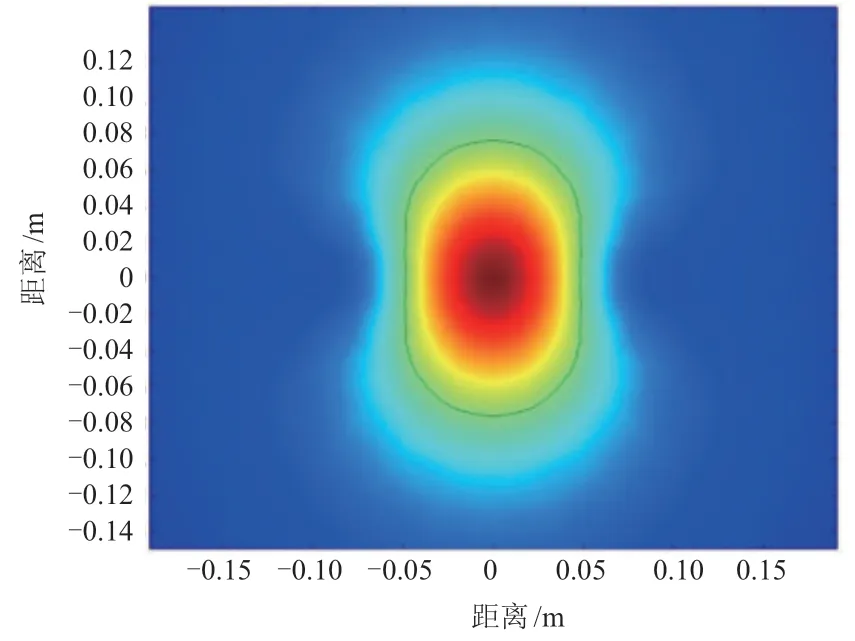
圖6 脈沖渦流探頭渦流場幅值仿真圖
以探頭與被檢工件表面直接接觸時,渦流場磁場強度的最高值在二維平面衰減50%的區域定義為探頭的固有檢測區域(直徑),以P0表示,探頭線圈距離被檢工件表面越遠,工件表面的渦流場面積越大,YANG H C[4]等設計了相應的實驗對線圈本身參數影響進行了研究,結果表明,線圈高度和直徑與檢測信號的分辨率呈負相關關系。脈沖渦流探頭檢測范圍(直徑)是一個與探頭固有檢測區域和提離高度都有關的物理量,如式(2)所示。
式中:P為檢測范圍;a為提離系數;L為提離高度;P0代表渦流場磁場強度的最高值在二維平面衰減50%的區域定義為探頭的固有檢測區域(直徑)。
鐵磁性管道壁厚減薄量與缺陷高度和面積2 個參數有關,通過測量檢測范圍內壁厚減薄的體積比,可以得到檢測區域的平均壁厚,采用式(3)簡化表示平均壁厚影響因素。脈沖渦流檢測靈敏度是在線圈檢測范圍內可發現的最小檢測壁厚損失值,缺陷減薄后的體積比越大,與標定的渦流電磁場衰減曲線差異也越小,壁厚測量值誤差越大,嚴重影響檢測靈敏度。
發電廠鐵磁性管道常見缺陷包括坑蝕、較大面積的腐蝕減薄等,對于面積較小、厚度較大的坑蝕,在檢測范圍內的平均壁厚偏小,對于大面積的腐蝕減薄,平均厚度與被檢區域真實厚度比較接近。
式中:h為減薄后平均壁厚;H為工件厚度;V1為無壁厚減薄區域體積;V2為壁厚減薄后體積;S為線圈檢測范圍面積。
2 試驗驗證
脈沖渦流是一種在不拆除包覆層條件下對工件壁厚減薄快速篩查的技術,對發現減薄缺陷的區域拆除包覆層后采用超聲測厚等方法進行驗證。針對發電廠鐵磁性管道脈沖渦流檢測,研究鐵磁性管道脈沖渦流檢測靈敏度,采用超聲測厚進行對比,驗證脈沖渦流測厚檢測的準確度。
2.1 脈沖渦流檢測靈敏度試驗
選取采用2 塊厚度8 mm、直徑180 mm、長度1.2 m、包覆層厚度60 mm、材質為20#鋼的模擬試管,脈沖渦流檢測儀為DPEC-17,探頭尺寸206 mm(長)×100 mm(寬)×116 mm(高)。mos01 試塊中加工100 mm(長)×80 mm(寬),深度分別為1.0 mm、1.5 mm、2.0 mm 的3 個平底槽,分別模擬腐蝕減薄11.1%、19.4%、26.9%;mos02 試塊中加工直徑為30 mm,深度分別為4 mm、3 mm、2 mm、1.5 mm 的4 個平底孔,用于模擬腐蝕減薄51.7%、38.4%、25.6%、12%。mos01 試塊、mos02 試塊的檢測結果如圖7 ~圖8 所示。
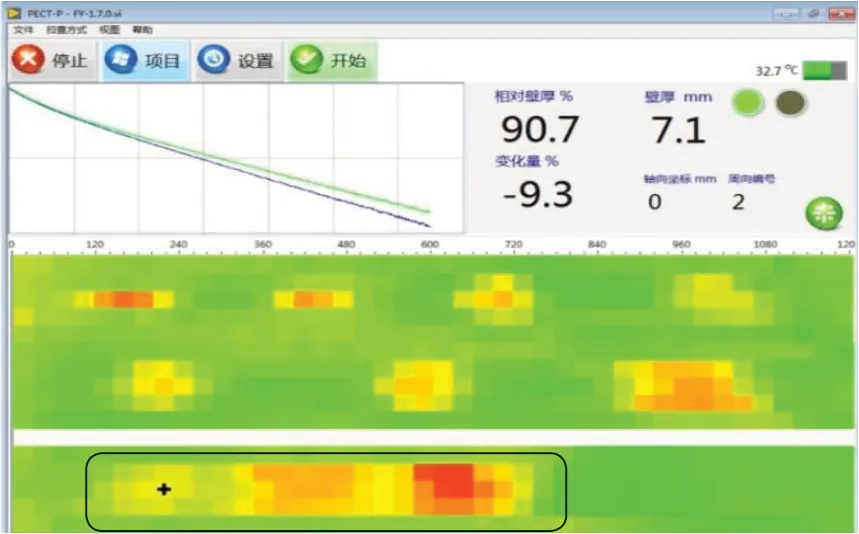
圖7 mos01試塊檢測結果

圖8 mos02試塊檢測結果
由圖7 可知,對于大面積的減薄缺陷,檢測效果準確度較高,檢測數據顯示的平均厚度與實際加工的壁厚接近,誤差較小。由圖8 可知,對面積較小、深度較大的缺陷,脈沖渦流設備探頭線圈檢測的平均厚度要小于真實壁厚,且缺陷深度越大,誤差也越大,本次試驗的脈沖渦流系統檢測靈敏度約為10%。試驗結果與上述分析結果一致。
2.2 脈沖渦流檢測和超聲測厚檢測結果對比
選取直徑300 mm、厚度范圍14 ~20 mm、材質為20#鋼的階梯管為檢測對象,將保溫層厚度設定為150 mm,鋁皮厚度為0.5 mm,用探頭分別對標定點A0、檢測點A1進行檢測,將得到的壁厚檢測結果與超聲測厚結果記錄到表3 中。

表3 150 mm厚保溫層階梯試管試驗結果 %
將保溫層厚度設定在120 mm,帶0.5 mm鐵皮,用探頭對標定點A0、檢測點A1進行檢測,得到的壁厚結果見表4 所列。

表4 120 mm厚保溫層階梯試管試驗結果 %
以直徑180 mm 的不銹鋼階梯管為檢測對象,壁厚分別為8 mm、10 mm、12 mm。將保溫層厚度設定在60 mm,用不銹鋼探頭對標定點A0、檢測點A1、檢測點A2進行檢測,將脈沖渦流與超聲測厚的數據記錄到表5 中。

表5 60 mm厚保溫層階梯試管試驗結果 %
由表3、表4 和表5 中數據可知,對不同材質的階梯樣管進行脈沖渦流檢測與超聲波測厚的結果對比,脈沖渦流檢測與超聲測厚的檢測誤差在5%以內,由于脈沖渦流檢測原理是覆蓋面積內的平均壁厚,所以與超聲波測厚存在一定的誤差。
3 現場應用
發電廠水冷壁引火面由于吹灰磨損、流體沖刷等導致管子減薄,選取爐膛58 m 處相鄰30 根水冷壁管子作為檢測對象,每根管子檢測長度3 m,厚度為6.5 mm,采用脈沖渦流檢測。部分檢測數據如圖9 所示。隨機至每根管子上抽取10 個不同取樣點,打磨光滑后超聲檢測結果比對,比對結果采用厚度百分比的形式,見表6 所列。水冷壁管排檢測用于模擬無包覆層或包覆層厚度較小時脈沖渦流檢測。
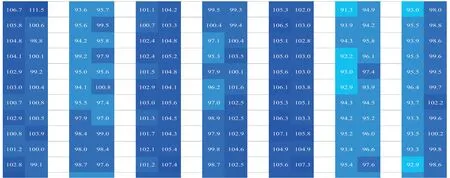
圖9 某電廠水冷壁管排檢測結果
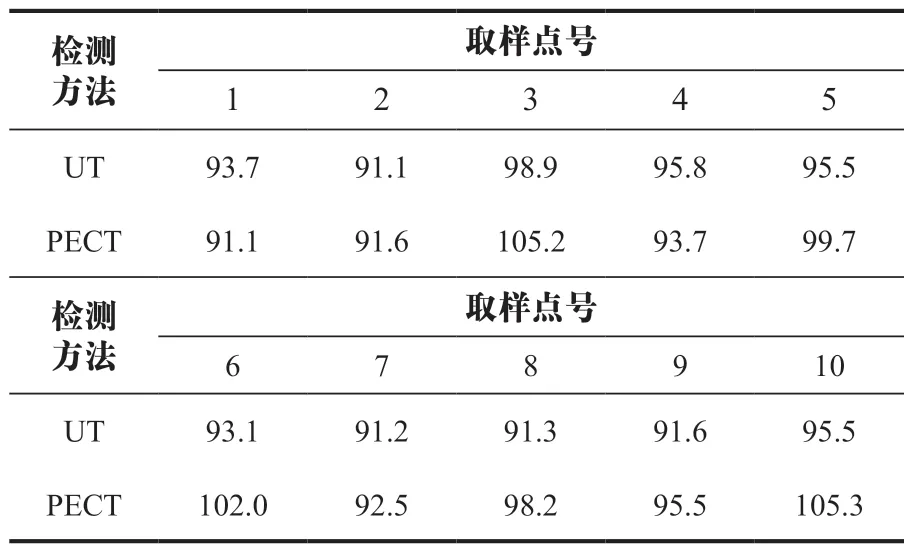
表6 脈沖渦流檢測和超聲檢測結果比對 %
由表5 可知,對水冷壁管排管子分別采用脈沖渦流和超聲測厚檢測,檢測結果誤差在8%以內,大于樣管對比試驗的誤差,主要原因是現場檢測過程中,管子空間分布、檢測實施等環境因素較試驗室存在一定差距,導致現場檢測誤差被放大,對個別異常數據進行了復核分析,可能與管子內部異物和附加構件影響,導致誤差較大。
某電廠檢修過程中,對厚度為19 mm 的汽水管線進行脈沖渦流檢測,發現某區域厚度減薄較大,脈沖渦流檢測數據如圖10 所示。將保溫棉拆除,采用超聲測厚檢測數據見表7 所列。

圖10 脈沖渦流檢測數據
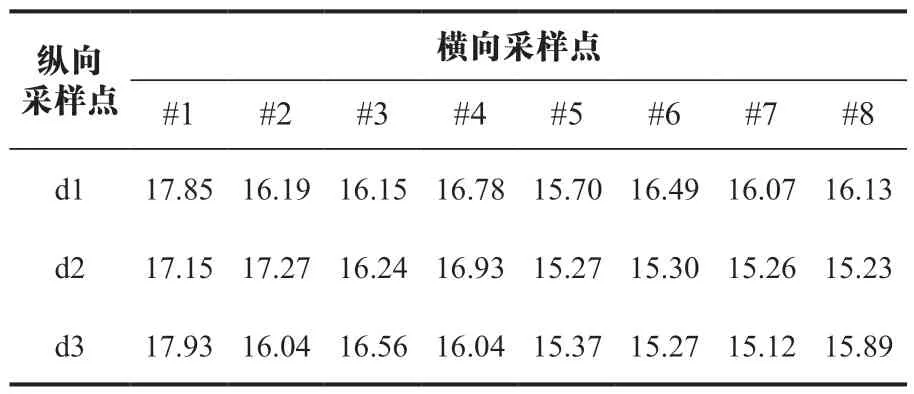
表7 超聲檢測結果
由圖10 和表7,脈沖渦流檢測#3 行數據與超聲測厚檢測出現了較大誤差,主要原因是該區域靠近閥門,數據出現了較大誤差。其余區域的脈沖渦流檢測數據和超聲檢測數據誤差在7%以內,受現場檢測環境的影響,檢測結果與試驗室檢測結果存在差距,但差距較小,可以忽略。
4 結語
本文利用ANSYS 建模及仿真,分別對比分析了同軸式、垂直式檢測線圈的優勢,分析了脈沖渦流對不同缺陷的檢測靈敏度,采用試管試驗和工程應用驗證了鐵磁體管道采用脈沖渦流技術進行測厚篩查檢測的可行性,采用超聲測厚驗證脈沖渦流檢測結果的準確度。本文對脈沖渦流檢測線圈放置方式和檢測靈敏度2 個關鍵參數進行了系統性研究,對檢測靈敏度和檢測數據的準確度進行分析和驗證,研究結果能夠為發電廠管道脈沖渦流檢測應用提供技術參考。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48