中空纖維蓬松及壓縮回彈性能的研究
2024-01-10 09:20:28聞秀銀潘曉娣
合成技術及應用 2023年4期
聞秀銀,嚴 巖,2,潘曉娣,2
(1. 中國石化儀征化纖有限責任公司研究院,江蘇儀征 211900;2. 江蘇省高性能纖維重點實驗室,江蘇儀征 211900)
中空纖維加工成枕頭和被子等終端產品經(jīng)抽真空壓縮后銷售,經(jīng)數(shù)月到達客戶手中,產品被壓縮釋放后高度有所降低,即纖維壓縮回彈性能下降。對于中空纖維來說,蓬松性和壓縮回彈性兩項指標非常重要。蓬松性越好,客戶使用的填充量越少,抱枕成本越低;壓縮回彈性越好,回彈的高度越大,使用越舒服。張鵬等[1]主要從紡絲環(huán)節(jié)考慮,通過提高環(huán)吹風量、降低風溫等工藝提高纖維的中空度,認為在線密度一定時,隨著中空度的增加,其抗彎剛度增大即彎曲彈性降低,客觀上表現(xiàn)為纖維較難彎曲因而蓬松度提高;同時中空度增加后,纖維的壁厚變小,彎曲后恢復原狀的能力減小,彈性回復率降低,又導致纖維蓬松度減小。最終,纖維蓬松度是這兩種因素共同作用的結果。史麗梅、唐士軍等從紡絲強風強冷技術入手,認為強風強冷使得纖維截面微觀結構的各向差異增大,具有三維螺旋狀卷曲,蓬松和壓縮回彈性能提高[2-5],但很多設備環(huán)吹風量或制冷效果有限,限制了蓬松和壓縮回彈性能的進一步提高,不能滿足下游客戶和終端用戶的需求。
因此,通過調整聚酯性能和牽伸工藝即牽伸倍率、牽伸溫度、緊張熱定型溫度、松弛熱定型溫度,深入研究中空纖維的蓬松以及壓縮回彈性能的變化,以解決目前纖維蓬松及壓縮回彈性能不良的問題。
1 試 驗
1.1 原料
聚酯熔體:中國石化儀征化纖有限責任公司。熔體的常規(guī)性能見表1。

表1 聚酯熔體的常規(guī)性能指標
纖維:6.67 dtex×64 mm中空纖維,中國石化儀征化纖有限責任公司。
1.2 儀器設備
相對黏度儀,Y501C型,美國Viscotek公司;紡絲設備,HV452型,中國恒天重工股份有限公司;牽伸設備,LHV902型,中國恒天重工股份有限公司;松弛定型設備,ZHV733型,中國恒天重工股份有限公司;開松充填一體設備,100-1型,山東沃歷德機械設備公司。
1.3 中空纖維制備
采用熔體直紡技術,使用C型噴絲板生產。
前紡:熔體分配閥→增壓泵→熔體過濾器→靜態(tài)混合器→紡絲箱體→環(huán)吹冷卻→卷繞系統(tǒng)→往復落桶。
后紡:集束→導絲機→油劑浴槽→第一牽伸機(DF一1)→牽伸浴槽(DB槽)→第二牽伸機(DF一2)→蒸汽加熱箱(HBX)→緊張定型機(HR)→疊絲機→蒸汽預熱箱→卷曲機→冷卻輸送帶→曳引張力機→切斷機→松弛定型機→斜鏈板→平鋪機→打包機(BM)。
開松充填工藝流程:稱量550 g中空纖維→投喂纖維→開松→充填抱枕→量高度h1→抽真空75 s→壓縮24 h→釋放2 h→量高度h2。
1.4 分析測試
特性黏度測試:采用美國Viscotek公司Y501C相對黏度儀,溫度(25±0.1)℃,溶劑為苯酚-四氯乙烷(質量比為1∶1)。
蓬松性及壓縮回彈性能測試:枕套尺寸50 cm×90 cm,纖維填充量(550±5)g。在開松充填一體設備上進行開松充填,對每個樣品進行兩次充枕,分別測量抱枕初始高度,取均值為h1,進行24 h壓縮、然后釋放2 h,再次分別測量壓縮回彈高度,取均值為h2。h1代表中空纖維的蓬松性能,數(shù)值越高、蓬松性能越好;h2代表中空纖維的壓縮回彈性能,數(shù)值越高,壓縮回彈性能越好。
滑爽性能測試:經(jīng)過梳棉機梳理的試樣與滑爽級數(shù)為4.0級的標準樣品進行手摸比較,若手感與標樣一樣則滑爽性定為4.0級,若比標樣差,則根據(jù)實際手感,以0.5級依次遞減進行定級。
中空度測試:剪紙法,采用電子顯微鏡對纖維進行截面測試,打印,任意選擇30個截面,先從截面外圈剪下,再把內圈剪下。稱量30個內圈和外圈的重量,內圈重量除以(內圈重量+外圈重量)即為中空度。
2 結果與討論
2.1 聚酯特性黏度的影響
使用不同特性黏度的聚酯原料生產的中空纖維進行蓬松及壓縮回彈性能測試,結果如表2所示。

表2 聚酯特性黏度對纖維蓬松及壓縮回彈性能影響
從表2可以看出,聚酯原料特性黏度越高,填充抱枕初始高度和壓縮回彈高度越高。迎風面因風量大使得熔體流動性能減弱,冷卻成形速度加快;相反背風面風量小,熔體冷卻成形速度減慢。聚酯熔體的特性黏度越大、分子量越高,高分子的分子鏈越長,分子間作用力越大,迎風面與背風面冷卻成形速度相差越大,在相同的拉伸情況下,迎風面分子結構排序不如背風面,分子結構排列差異越明顯,因此纖維的三維卷曲越明顯,從而提高纖維的蓬松和壓縮回彈性能。在所研究的范圍內,將特性黏度設定在0.682 dL/g更佳[6]。
2.2 牽伸倍率的影響
在固定聚酯特性黏度0.682 dL/g、牽伸溫度55 ℃、緊張熱定型溫度95 ℃、松馳熱定型溫度164 ℃等工藝條件下,對不同牽伸倍率生產的纖維進行蓬松及壓縮回彈性能測試,結果如表3所示。
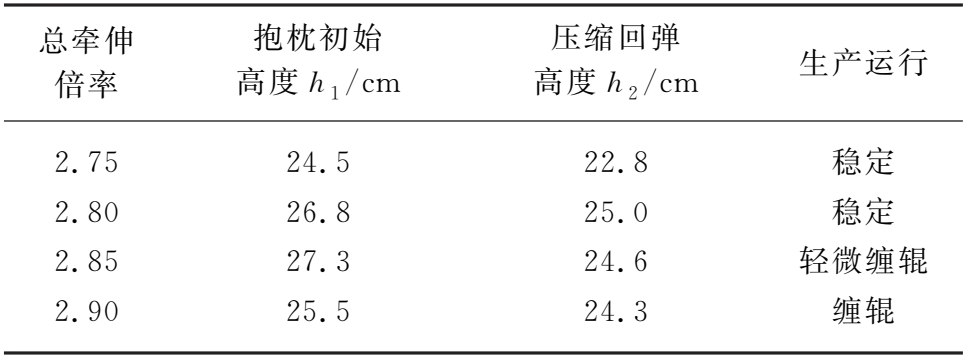
表3 牽伸倍率對纖維蓬松及壓縮回彈性能影響
從表3可以看出,牽伸倍率在2.75~2.80范圍內數(shù)據(jù)越大,抱枕的初始高度和壓縮回彈高度越大,說明牽伸倍率越大纖維的蓬松性和壓縮回彈性能越好,原因是提高牽伸倍率,迎風面和背風面在原絲分子結構差異的基礎上,背風面分子結構排序更緊密,進一步擴大原絲迎風面和背風面分子結構的差距,提高三維卷曲的效果,從而提高蓬松及壓縮回彈性能。但牽伸倍率過高,出現(xiàn)部分絲束斷頭從而產生未牽伸絲,既影響纖維蓬松性能和壓縮回彈性能,又影響生產穩(wěn)定運行[7]。牽伸倍率設定在2.80左右較合適。
2.3 牽伸溫度的影響
在固定聚酯特性黏度0.682 dL/g、牽伸倍率2.80、緊張熱定型溫度95 ℃、松弛熱定型溫度164 ℃等工藝條件下,對調試牽伸溫度生產的纖維進行蓬松及壓縮回彈性能測試,結果如表4所示。
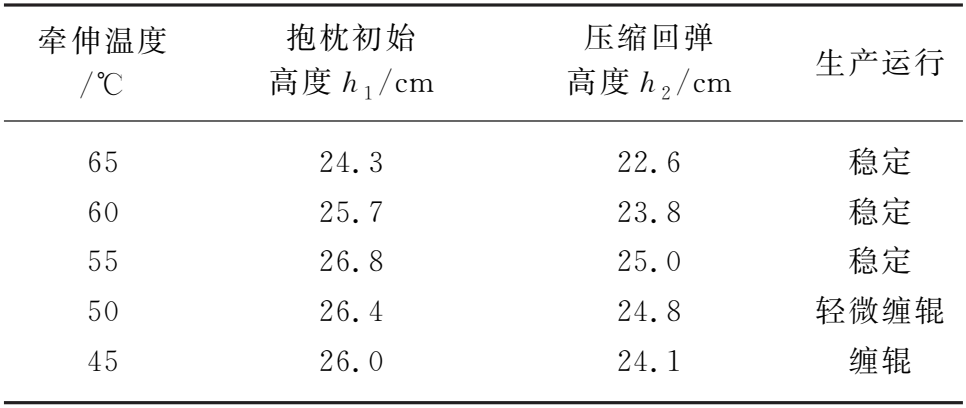
表4 不同牽伸溫度的纖維蓬松和壓縮回彈性能
從表4可以看出,隨著牽伸溫度的降低,抱枕的初始高度和壓縮回彈高度逐漸升高,而后降低。這是因為牽伸溫度高時,不管迎風面還是背風面的分子鏈段都可以充分運動,沿著纖維軸向有序排列,削弱了原絲迎風面和背風面的差異,使得三維卷曲效果下降,從而使得蓬松及壓縮回彈性能降低。但溫度過低,分子鏈斷運動困難,會產生毛絲而纏輥,影響運行,而且容易混進未牽伸絲造成壓縮回彈性能不升反降的現(xiàn)象。牽伸溫度設定在55 ℃左右較合適。
2.4 緊張熱定型溫度的影響
在固定聚酯特性黏度0.682 dL/g、牽伸倍率2.80、牽伸溫度55 ℃、松弛熱定型溫度164 ℃等工藝條件下,對調試緊張熱定型溫度生產的纖維進行蓬松及壓縮回彈性能測試,結果如表5所示。
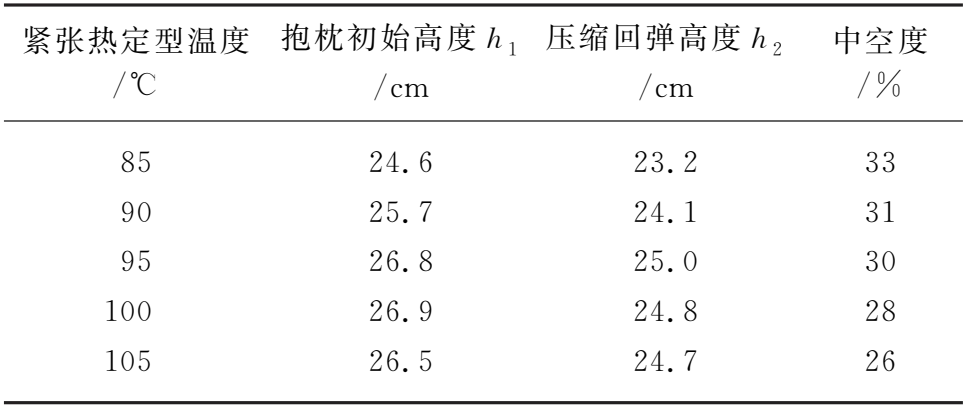
表5 緊張熱定型溫度對纖維蓬松及壓縮回彈性能影響
從表5得知,在滿足拉伸過程不產生毛絲、纏輥、斷頭的前提下,適當提高中空纖維緊張熱定型溫度,抱枕的初始高度和壓縮回彈高度提高。提高緊張熱定型溫度,分子會獲得更高的熱量,分子鏈更容易隨著拉伸方向排列緊密,提高纖維的結晶度和模量[8],從而使得纖維抗壓縮性能增加,壓縮回彈高度增加。但溫度繼續(xù)提高,分子鏈段更易獲得熱量而被牽伸,而后回縮,使得纖維中空空腔降低較多,纖維的比表面積減小,相同質量的纖維體積降低,從而影響了纖維的蓬松及壓縮回彈性能。緊張熱定型溫度設定在95 ℃左右較合適。
2.5 松弛熱定型溫度的影響
在固定聚酯特性黏度0.682 dL/g、牽伸倍率2.80、牽伸溫度55 ℃、緊張熱定型溫度95 ℃等工藝條件下,對調試松弛熱定型溫度生產的纖維進行蓬松及壓縮回彈性能測試,結果如表6所示。

表6 松弛熱定型溫度對纖維蓬松及壓縮回彈性能影響
松弛熱定型一方面使得硅油與纖維發(fā)生交聯(lián)化反應,使得硅油更好地附著于纖維表面從而使得纖維滑爽,另一方面使已有的三維卷曲穩(wěn)固。從表6可知,隨著松弛定型溫度的降低,抱枕的初始高度和壓縮回彈高度稍有增高,當松弛熱定型溫度降低至164 ℃后,抱枕的初始高度和壓縮回彈高度開始下降。原因為當定型溫度較高,達到167 ℃和170 ℃時,觀察到硅油在纖維表面板結和微板結,影響了纖維的蓬松性能和壓縮回彈性能;當定型溫度降低到164 ℃時,纖維表面無板結,纖維蓬松及壓縮回彈性能提高;再降低定型溫度至161 ℃時,纖維表面雖然無板結,但因為溫度太低,硅油未完全發(fā)生交聯(lián)反應,纖維滑爽性降低,充填時纖維與纖維易發(fā)生纏結,從而使得纖維蓬松及壓縮回彈性能降低[9-10]。松弛熱定型溫度設定在164 ℃左右較合適。
3 結 論
a) 生產中空纖維時,聚酯的特性黏度對纖維的蓬松及壓縮回彈性能影響較大,盡可能提高聚酯的特性黏度。
b) 在牽伸工序中,在不影響運行的情況下適當提高牽伸倍率、降低牽伸溫度,有利于增強纖維迎風面和背風面的差異,提高三維卷曲效果,從而提高纖維的蓬松及壓縮回彈性能。牽伸倍率設定2.80左右,牽伸溫度設定55 ℃左右。
c) 適當提高緊張熱定型溫度,可以提高纖維模量,提高抗壓縮性能,從而有利于提高纖維的蓬松和壓縮回彈性能。緊張熱定型溫度設定95 ℃左右。
d) 在不影響纖維滑爽性的情況下,可以適當降低松弛熱定型溫度,消除板結和微板結現(xiàn)象,從而提高纖維的蓬松及壓縮回彈性能。松弛熱定型溫度設定在164 ℃左右。