氣門座圈人工液氮冷卻工藝壓裝試驗(yàn)研究
2024-01-12 13:35:56郭春花劉玉鑫馬偉曲長(zhǎng)明
內(nèi)燃機(jī)與動(dòng)力裝置 2023年6期
郭春花,劉玉鑫,馬偉,曲長(zhǎng)明
濰柴動(dòng)力股份有限公司,山東濰坊 261061
0 引言
發(fā)動(dòng)機(jī)工作時(shí),缸蓋氣門座圈頻繁受到氣門沖擊,要求氣門座圈密封帶有很高的耐磨性和密封性,氣門座圈密封帶的寬度精度、跳動(dòng)度與密封帶的耐磨性、密封性密切相關(guān),影響發(fā)動(dòng)機(jī)性能[1-3]。氣門座圈壓裝不到位,與氣門座圈底孔底平面不能完全貼合,將導(dǎo)致氣門座圈密封帶寬度和跳動(dòng)度不合格[4-5],影響產(chǎn)品質(zhì)量。
目前,國(guó)內(nèi)發(fā)動(dòng)機(jī)氣缸蓋樣試過(guò)程主要采用傳統(tǒng)液氮冷卻工藝壓裝氣門座圈[6-7],即氣門座圈在環(huán)境溫度為-196 ℃的液氮中冷卻一定時(shí)間(通常根據(jù)經(jīng)驗(yàn)設(shè)置為30 min以上),氣門座圈外徑收縮變小后取出,使座圈外徑在溫度為(25±3) ℃的環(huán)境中恢復(fù),當(dāng)氣門座圈外徑恢復(fù)至與座圈底孔圓柱面直徑之間為過(guò)渡配合或間隙配合時(shí),取出氣門座圈裝入座圈底孔中,使用工裝壓裝到位[8]。
采用液氮冷卻壓裝工藝可保證氣門座圈與氣門導(dǎo)管的同軸度,使密封帶密封良好,防止工作中出現(xiàn)氣門座圈松動(dòng)脫落、破碎或變形。過(guò)渡配合或間隙配合可減小壓裝過(guò)程中氣門座圈與底孔圓柱面的磨損,使氣門座圈與座圈底孔底平面順利貼合,壓裝到位。
目前,針對(duì)批量生產(chǎn)過(guò)程自動(dòng)液氮冷卻壓裝氣門座圈工藝的研究較多,自動(dòng)壓裝過(guò)程中,液氮冷卻時(shí)間及氣門座圈壓裝時(shí)間由壓裝設(shè)備機(jī)械結(jié)構(gòu)控制,不受人工干預(yù),時(shí)間精準(zhǔn)、誤差小,可保證氣門座圈的壓裝質(zhì)量;但對(duì)人工液氮冷卻壓裝氣門座圈工藝研究較少,相關(guān)的工藝操作規(guī)程中僅規(guī)定了工藝流程,忽略樣試過(guò)程中的壓裝質(zhì)量,既未考慮氣門座圈冷卻30 min后的冷卻效果及對(duì)生產(chǎn)節(jié)拍的影響,也未明確規(guī)定氣門座圈從液氮中取出后的裝配完成時(shí)間,操作者僅憑感覺(jué)和經(jīng)驗(yàn),有時(shí)出現(xiàn)冷卻后沒(méi)有及時(shí)裝入底孔,導(dǎo)致氣門座圈外徑與座圈底孔圓柱面直徑之間為過(guò)盈配合,造成壓裝不到位,影響了生產(chǎn)節(jié)拍,降低了產(chǎn)品質(zhì)量[9-10]。
本文中針對(duì)氣門座圈采用人工壓裝工藝時(shí),對(duì)氣門座圈液氮冷卻外徑收縮及室溫下外徑恢復(fù)進(jìn)行試驗(yàn)測(cè)試,確定氣門座圈最佳冷卻時(shí)間及氣門座圈從液氮取出后的最長(zhǎng)裝配時(shí)間,優(yōu)化工藝流程,提高氣門座圈壓裝質(zhì)量。
1 試驗(yàn)研究
1.1 問(wèn)題分析
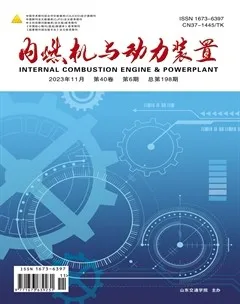
氣門座圈壓裝效果示意如圖1所示。
a)氣門座圈壓裝到位 b)氣門座圈與底孔間有縫隙 c)氣門座圈壓裝歪斜圖1 氣門座圈壓裝效果示意圖
由圖1可知:氣門座圈與座圈底孔底平面之間有縫隙、氣門座圈壓裝歪斜均造成氣門座圈壓裝不到位。人工壓裝氣門座圈不到位是壓裝過(guò)程中常見(jiàn)的質(zhì)量問(wèn)題,主要原因有氣門座圈底孔有雜質(zhì)、壓裝工裝與氣門座圈不垂直、氣門座圈外徑與缸蓋氣門座圈底孔過(guò)盈配合。該問(wèn)題檢測(cè)過(guò)程中不容易發(fā)現(xiàn),易造成氣門座圈密封帶密封不良,存在嚴(yán)重的質(zhì)量隱患[11-12]。
1.2 試驗(yàn)分析
基于樣試過(guò)程中傳統(tǒng)液氮冷卻工藝,采用人工壓裝方式,進(jìn)行氣門座圈液氮冷卻外徑收縮試驗(yàn)、氣門座圈液氮冷卻后外徑恢復(fù)試驗(yàn)。為保證試驗(yàn)的準(zhǔn)確性和可靠性,對(duì)試驗(yàn)作如下規(guī)定:1)測(cè)量工具準(zhǔn)確度高,測(cè)量精度小于氣門座圈公差帶的1/10,本次試驗(yàn)選用千分尺測(cè)量氣門座圈外徑;2)測(cè)量人員、測(cè)量工具前后一致,消除不同人員、不同測(cè)量工具造成的測(cè)量誤差[13-15];3)氣門座圈冷卻后每次使用千分尺測(cè)量時(shí),忽略測(cè)量工具溫度與氣門座圈溫度差造成的誤差。
試驗(yàn)用品包括液氮2桶、進(jìn)氣氣門座圈2個(gè)(分別記為J1、J2)、排氣氣門座圈2個(gè)(分別記為P1、P2)、千分尺1把、數(shù)字秒表1只,試驗(yàn)環(huán)境溫度為(25±3) ℃。進(jìn)氣門座圈、排氣門座圈標(biāo)準(zhǔn)外徑分別為56(+0.085/+0.066) mm、53(+0.085/+0.066)mm,進(jìn)、排氣氣門座圈底孔標(biāo)準(zhǔn)外徑分別為56(+0.03/0) mm、53(+0.03/0)mm。

表1 氣門座圈液氮冷卻外徑收縮試驗(yàn)結(jié)果
1.2.1 冷卻外徑收縮試驗(yàn)
在環(huán)境溫度為(25±3) ℃時(shí),測(cè)量2個(gè)進(jìn)氣氣門座圈外徑后,分別放入2個(gè)足量液氮罐中冷卻,保證氣門座圈完全浸入液氮中,不考慮冷卻過(guò)程中測(cè)量外徑時(shí)的環(huán)境溫度影響,達(dá)到一定冷卻時(shí)間t時(shí),迅速取出測(cè)量對(duì)應(yīng)的外徑后再次放回液氮冷卻,直至t=30 min時(shí),試驗(yàn)結(jié)束,按同樣的方法測(cè)量2個(gè)排氣氣門座圈外徑。
1.2.2 冷卻后外徑恢復(fù)試驗(yàn)
將J1在液氮中分別冷卻30 min、10 min后,取出放置在溫度為(25±3) ℃的環(huán)境中,迅速測(cè)量氣門座圈外徑隨恢復(fù)時(shí)間t′的變化,直至t′=120 s,試驗(yàn)結(jié)束,按照同樣的方法冷卻氣門座圈J2、P1、P2并測(cè)量對(duì)應(yīng)的外徑。
2 試驗(yàn)結(jié)果與分析
4個(gè)氣門座圈液氮冷卻外徑收縮試驗(yàn)結(jié)果如表1所示。
由表1可知:進(jìn)、排氣門座圈放入液氮罐后,相比冷卻前外徑,t=5 min外徑收縮量為0.10 mm左右,t=5~10 min外徑收縮量為0.02~0.05 mm,t>10 min外徑冷卻至最小,基本不變;進(jìn)氣氣門座圈冷卻10 min后外徑約為 55.96 mm,排氣氣門座圈冷卻10 min后外徑約為 52.96 mm,相比進(jìn)、排氣氣門座圈底孔常溫下的標(biāo)準(zhǔn)外徑,進(jìn)、排氣門座圈冷卻10 min后的外徑與進(jìn)、排氣門座圈底孔之間為間隙配合,滿足裝配要求。
4個(gè)氣門座圈液氮分別冷卻30、10 min后外徑恢復(fù)試驗(yàn)結(jié)果如表2、3所示。

表2 氣門座圈液氮冷卻30 min后外徑恢復(fù)試驗(yàn)結(jié)果
由表2可知:氣門座圈在液氮罐中冷卻30 min后,外徑恢復(fù)到初始外徑的時(shí)間約為120 s。
由表3可知:氣門座圈在液氮罐中冷卻10 min后,外徑恢復(fù)到初始外徑的時(shí)間約為120 s;t′=60 s時(shí),J1、J2外徑為56.02~56.04 mm,P1、P2外徑約為53.03 mm,與氣門座圈底孔為過(guò)渡配合,滿足裝配要求;t′=120 s時(shí),J1、J2外徑約為56.08 mm,P1、P2外徑約為53.08mm,均恢復(fù)到常溫下初始外徑,為過(guò)盈配合,不符合裝配要求。

表3 氣門座圈液氮冷卻10 min后外徑恢復(fù)試驗(yàn)結(jié)果
經(jīng)以上分析,氣門座圈在液氮中冷卻10 min,外徑可達(dá)到最小;氣門座圈冷卻10 min后取出恢復(fù)時(shí),必須在60 s內(nèi)將氣門座圈裝入氣門座圈底孔中,防止氣門座圈外徑恢復(fù)至初始外徑,與缸蓋氣門座圈底孔為過(guò)盈配合,摩擦力大,難以裝入。
基于傳統(tǒng)液氮冷卻工藝,采用人工方式壓裝氣門座圈時(shí),氣門座圈放入液氮中冷卻10 min后取出,1 min內(nèi)裝入缸蓋氣門座圈底孔,使用工裝壓裝到位。按照該工藝要求,連續(xù)一個(gè)月跟蹤生產(chǎn)線氣門座圈壓裝質(zhì)量,100%壓裝到位,工藝優(yōu)化準(zhǔn)確可靠。
3 結(jié)論
1)氣門座圈液氮冷卻10 min后,座圈外徑基本穩(wěn)定,接近最小外徑。
2)對(duì)比氣門座圈在液氮罐中冷卻30、10 min后,外徑恢復(fù)到初始外徑的時(shí)間大致一致,約為120 s。
3)氣門座圈液氮冷卻后恢復(fù)時(shí),需在1 min內(nèi)裝入缸蓋氣門座圈底孔,此時(shí)氣門座圈與底孔為過(guò)渡配合,可保證壓裝質(zhì)量。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03