降低水工金屬結構焊接殘余應力的有效性方法
2024-01-26 11:15:16上官林建周宗帥金向杰李金興
水利規劃與設計 2024年1期
上官林建,周宗帥,金向杰,李金興
(華北水利水電大學機械學院,河南 鄭州 450008)
0 前言
鋼岔管是抽水蓄能電站等水利工程中廣泛使用的水工金屬結構,具有結構可靠、受力明確合理、內部液體流態好、水頭損失小等優點[1-2]。現階段,鋼岔管焊接工藝的主要方式是手工電弧焊[3]。在焊接過程中,存在焊接溫度場不均勻導致焊縫及周圍熱影響區域產生較大焊接殘余應力的問題。殘余應力對金屬結構的承載力、疲勞及耐腐蝕性能等產生不利影響,是金屬焊接構件斷裂和變形的主要原因[4-5]。因此降低殘余應力的峰值、均化殘余應力分布對水工金屬結構的穩定性至關重要[6-7]。
振動時效(Vibration Stress Relief,VSR)是一種通過激振器對工件應力集中部位施加循環載荷,降低殘余應力、均化應力分布的焊接后處理方式[8-12]。相比于傳統熱時效方法和磁處理方法,振動時效處理方式具有操作簡單高效、成本低廉、節能環保等特點[13-15],廣泛運用于機械零配件生產及金屬焊接領域。目前關于降低水工金屬結構焊接殘余應力的方法研究較少,本文基于機械零件加工制造業相對成熟的振動時效理論和技術,探究時效處理焊接部位達到降低焊接殘余應力和均化應力分布的可行性。
1 試驗方案
1.1 試驗材料
本文以新疆某水利樞紐工程中材質為07MnNiMoDR的“卜”型鋼岔管為試驗對象。07MnNiMoDR屬于低合金調質高強鋼,其化學成分如表1所示,力學性能參數如表2所示。
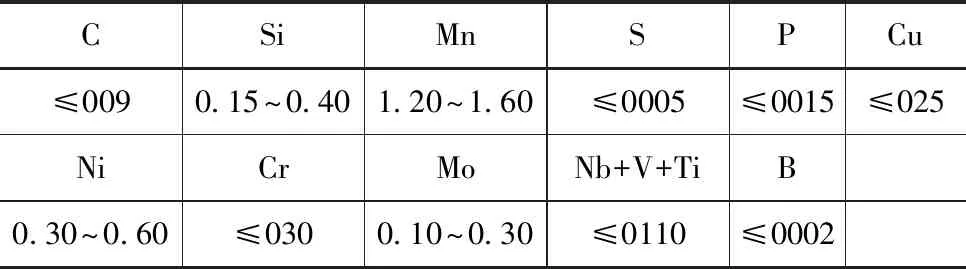
表1 07MnNiMoDR的化學成分(質量分數)

表2 07MnNiMoDR的力學性能
1.2 試樣及測試點布置
選取的“卜”型鋼岔管的分岔角62°;岔管前主管內徑為3200mm,岔管后鋼管內徑均為2100mm;岔管厚度26mm,肋板厚度56mm,三維模型如圖1所示。試樣經過焊接處理,焊縫較多且焊接殘余應力在整條焊縫上分布,在每條焊縫選取2個測點,防止焊接殘余應力在整條焊縫上分布不均勻的情況,測點位置如圖2所示。采用鉆孔應力釋放法,對試樣鋼岔管的焊接殘余應力進行測量表征,實現同一個測試點時效前后的焊接殘余應力的比較。
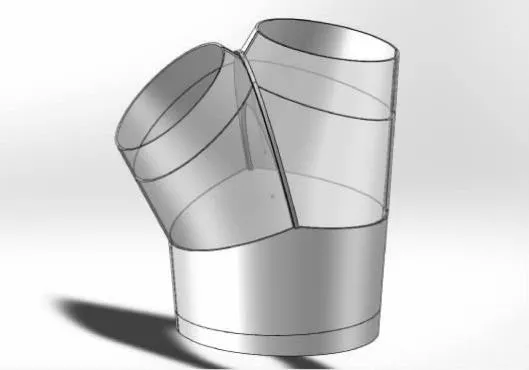
圖1 “卜”型鋼岔管三維模型
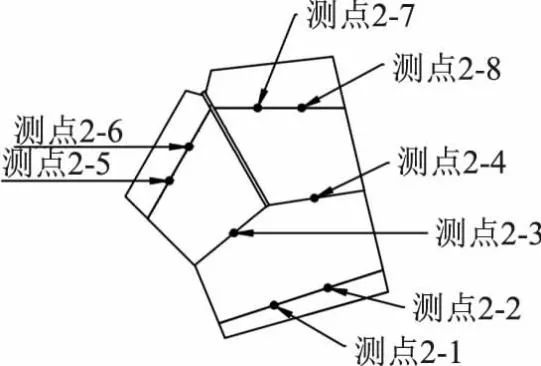
圖2 鋼岔管測點位置示意圖
激振點放置在2個應力測點的中心線上且不與兩點共線,消除激振點與鋼岔管同側應力測點的距離誤差導致的應力測量誤差。激振點(A、B、C)和拾振點(a、b、c)的位置如圖3所示。
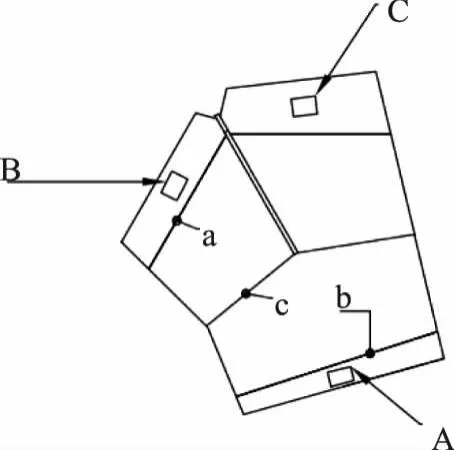
圖3 鋼岔管激振點、拾振點位置示意圖
1.3 試樣激振方式
本次試驗采用機械振動的形式對工件施加周期性激振力。激振力產生的動應力δd與原有的焊接殘余應力δγ之和大于材料的屈服強度δs,即δd+δγ>δs,使得鋼岔管焊接部位殘余應力區的位錯塞積群釋放[16],從而晶體發生微觀塑形變形,應力得以釋放。
外部激勵由TFT-LCD振動時效裝置提供,性能參數如表3所示。激振器現場安裝如圖5所示,在鋼岔管管壁的激振位置,安裝激振器支座以固定裝卡激振器,支座材料為Q235,形狀尺寸如圖4所示。
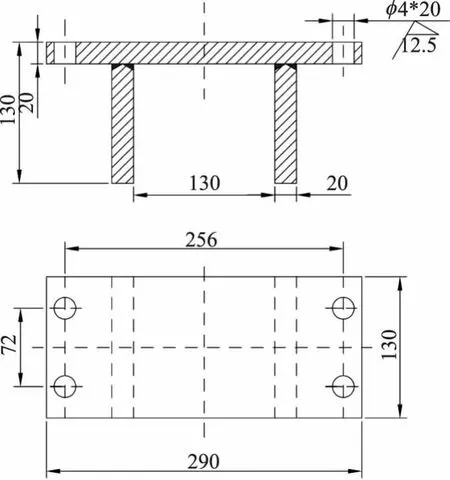
圖4 激振器支座

圖5 激振器現場安裝圖片

圖6 2擋振動時鋼岔管A點時效前后a-n曲線及振動時效a-t曲線
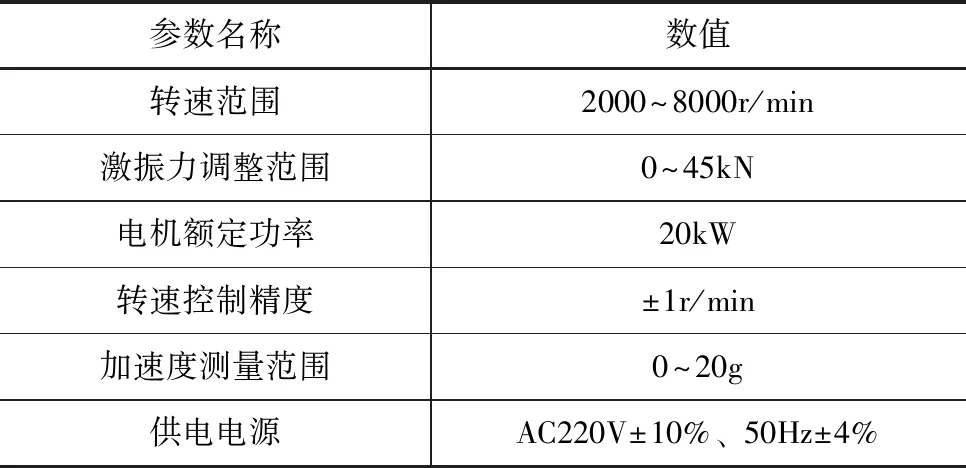
表3 TFT-LCD裝置性能參數
1.4 試驗步驟
試驗過程包括三個階段:振前殘余應力檢測、振動時效處理、振后殘余應力檢測3個階段。振動處理前,采用鉆孔應力釋放法測得各測點的焊接殘余應力,對焊縫上的殘余應力進行測量。進而在試樣鋼岔管A、B、C三點安裝激振器進行掃頻處理,測出固有頻率,選取主振頻率和輔振頻率進行振動時效處理,同時激振裝置可以通過調整電機的轉速來施加不同大小的激振力。振后采用鉆孔應力釋放法測量振前所標記點的殘余應力,再次進行比較,記錄數據。
2 時效處理及有效性判定
時效處理前,激振器初始激振擋位置于2擋,通過加速度傳感器測出多階相應,振幅最大的振動頻率為固有頻率。選取固有頻率作為主振頻率,其余作為輔振頻率并設置掃頻時間。振動處理后,加速度傳感器信號經過電荷放大器放大后通過高頻數字示波器檢測電壓信號,將數據輸入計算機并打印曲線。根據具體生產需求,逐步調高擋位,多次振動,根據電流指示情況決定最終停止擋位。
激振點A點處管道為鋼岔管主管,與壓力管道直接連接,承受最大水頭H=157.1m,振動時效處理時需重點關注。A點初始激振設為2擋,掃頻分析后有3階響應,固有頻率6310r/min,振幅10.3g。設置主振頻率6310r/min,輔振頻率5720r/min、4990r/min,振動幅值10.3g,時效時間5min。對比時效前后a-n曲線可知,時效后a-n曲線振幅升高,判定該次振動時效有效。
將振動擋位提升至4檔和6檔,各擋掃頻所得最大振幅及對應的共振頻率分別設置為振動幅值和主振頻率,振動參數設置如表4—5所示;結果如圖7—8所示。
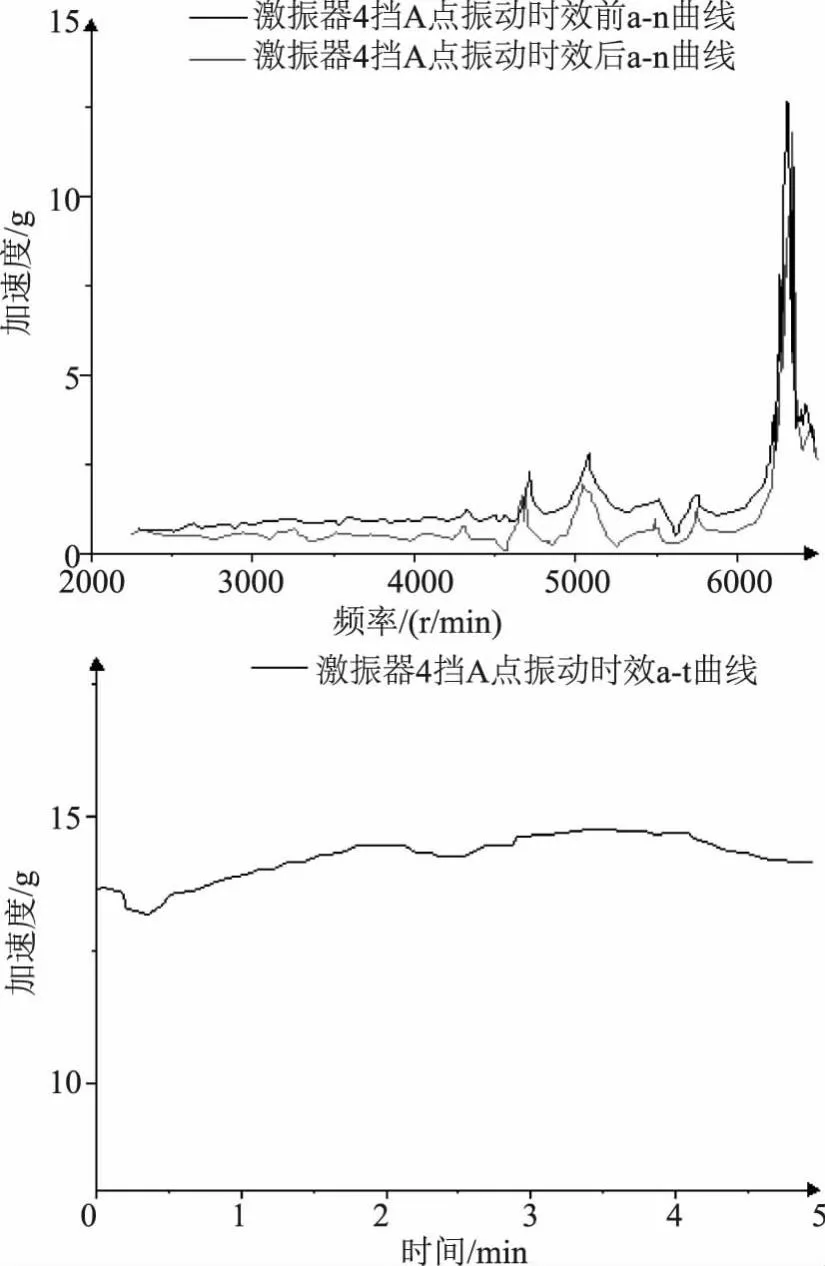
圖7 4檔振動時鋼岔管A點時效前后a-n曲線及振動時效a-t曲線

表4 A點4擋振動時激振器各項參數
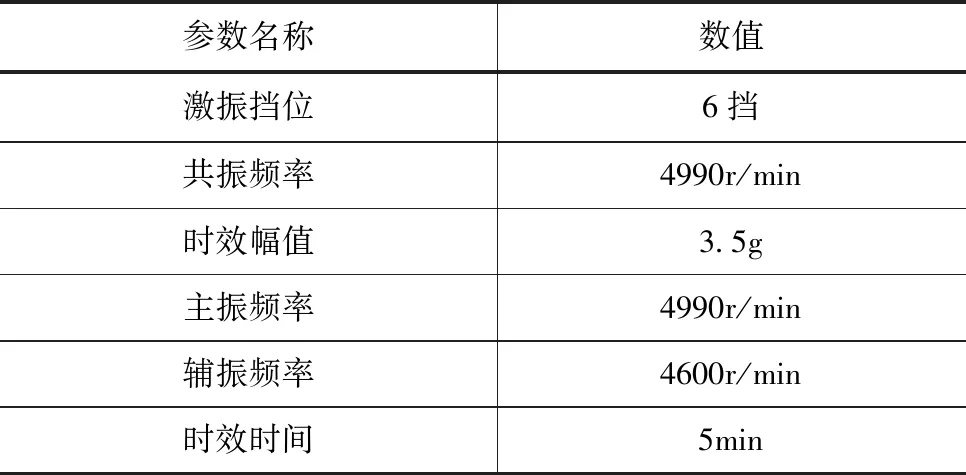
表5 A點6檔振動時激振器各項參數
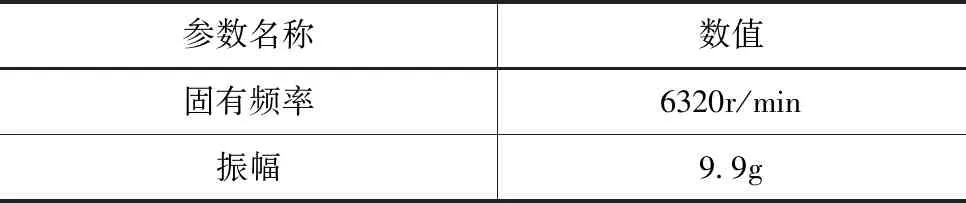
表6 B點處鋼岔管支管基本參數

表7 B點激振擋位及對應參數
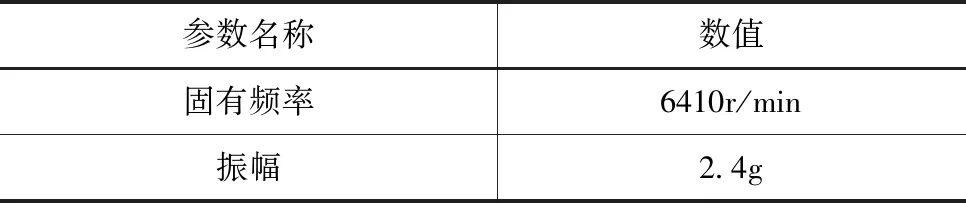
表8 C點處鋼岔管支管基本參數
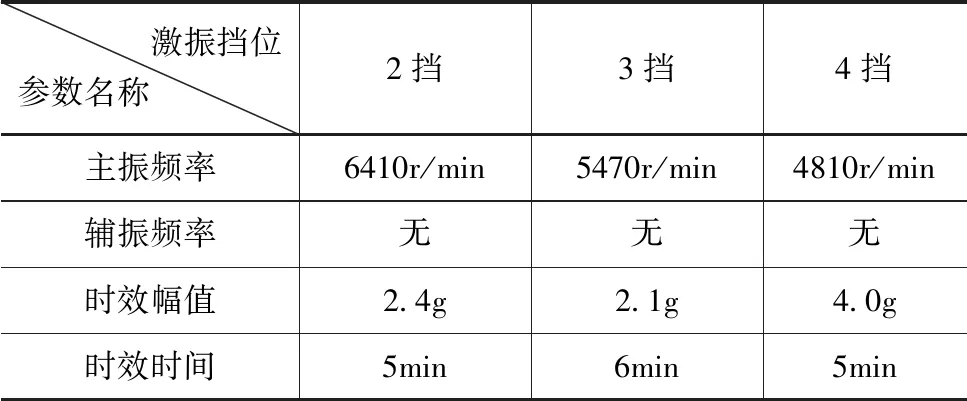
表9 C點激振擋位及對應參數
圖7表明在激振器4擋振動時,a-n曲線振幅升高;圖8表明在激振器6擋振動時,a-n曲線左移,代表振后共振頻率減小;振后加速度峰值升高,判定兩次振動時效有效。
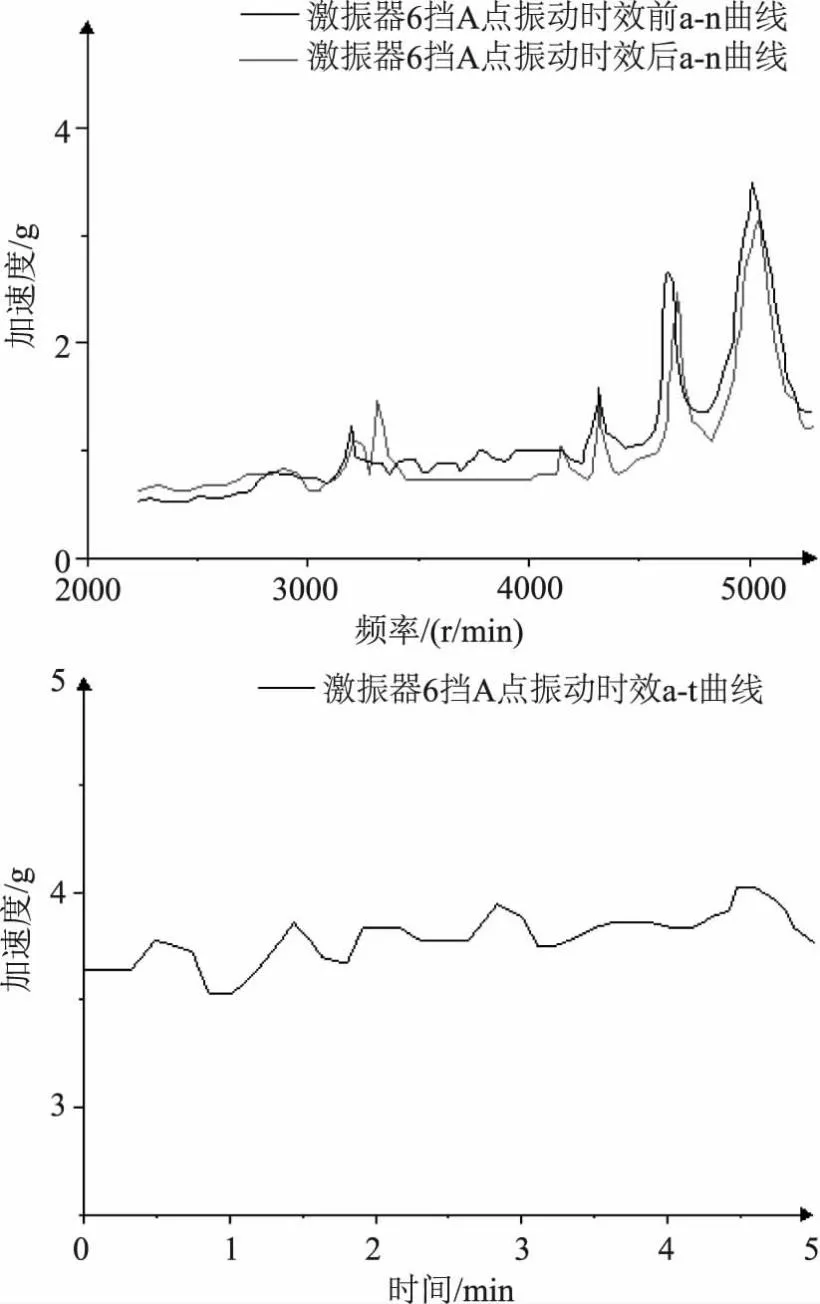
圖8 6檔振動時鋼岔管A點時效前后a-n曲線及振動時效a-t曲線
同A點振動時效處理步驟相同,B、C兩點根據電流指示情況,進行振動時效處理,具體參數如下:
3 試驗結果與數據處理
應變儀采用YC-Ⅲ型應力測量儀,應變計為TJ120-15-φ15型三向電阻應變花(靈敏系數為2.07,標稱電阻值為120Ω),相關技術參數如表10所示。鉆孔直徑1.5mm,鉆孔深度2.0mm。鉆孔(直徑1.5mm,深度2.0mm)釋放被測點的應力,由貼在孔周圍的應變花測得釋放的應變量,根據彈性力學原理計算出殘余應力和應力方向角。
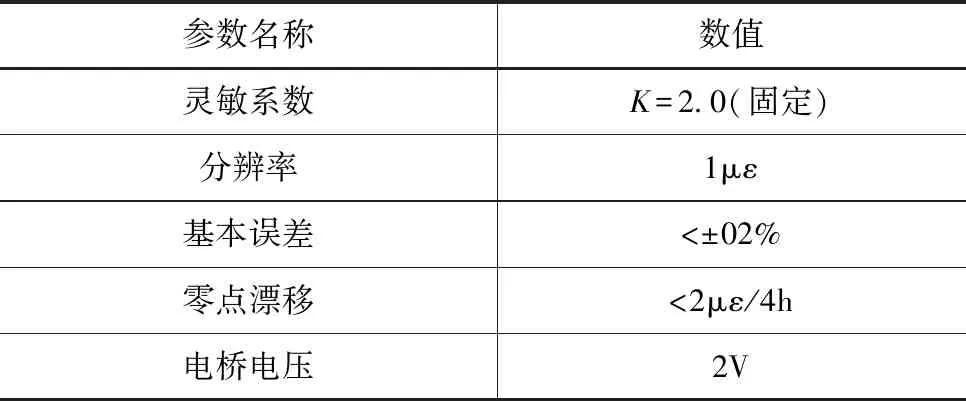
表10 應力測量儀及應變花技術參數
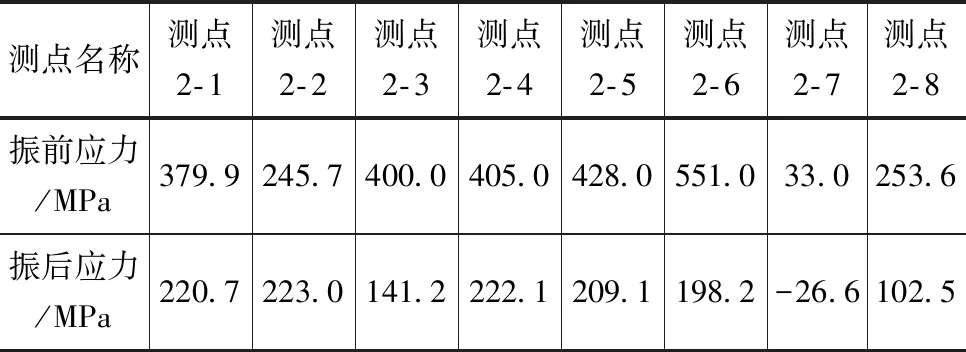
表11 拉伸應力σ1變化情況
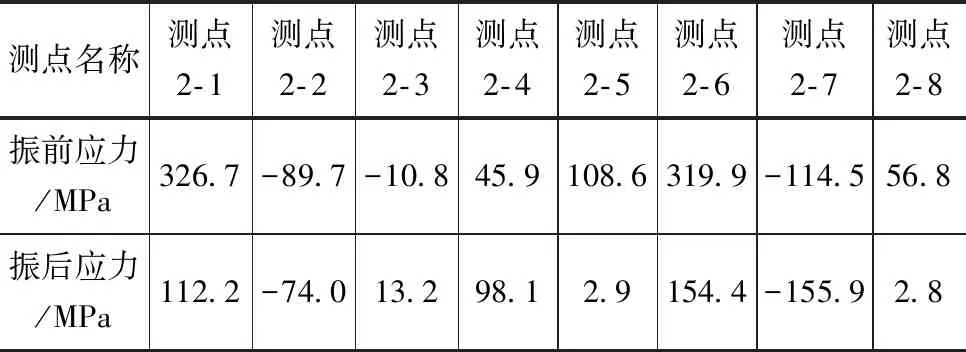
表12 剪切應力σ2變化情況
分別測量振動時效處理前后的焊接殘余應力,獲得鋼岔管試樣焊縫處的殘余應力變化。將鋼岔管表面看成是主應力為σ1、σ2的兩項應力狀態,根據應變花測得的應變量,測出各點應變值,代入以下公式進行計算:

式中,A=-0.0726;B=0.1514
將各測點測得的σ1、σ2代入以下公式對鋼岔管焊縫處的焊接殘余應力變化情況進行表征分析。
振前殘余應力平均值:
振后殘余應力平均值:
焊接殘余應力測試結果(表13)表明,鋼岔管應力消除率為46.9%,在降低生產成本的同時滿足焊接殘余應力的消除要求,且振后各測點的殘余應力對其平均值的差值的最大值均小于振前該值,應力均化程度明顯(圖9)。
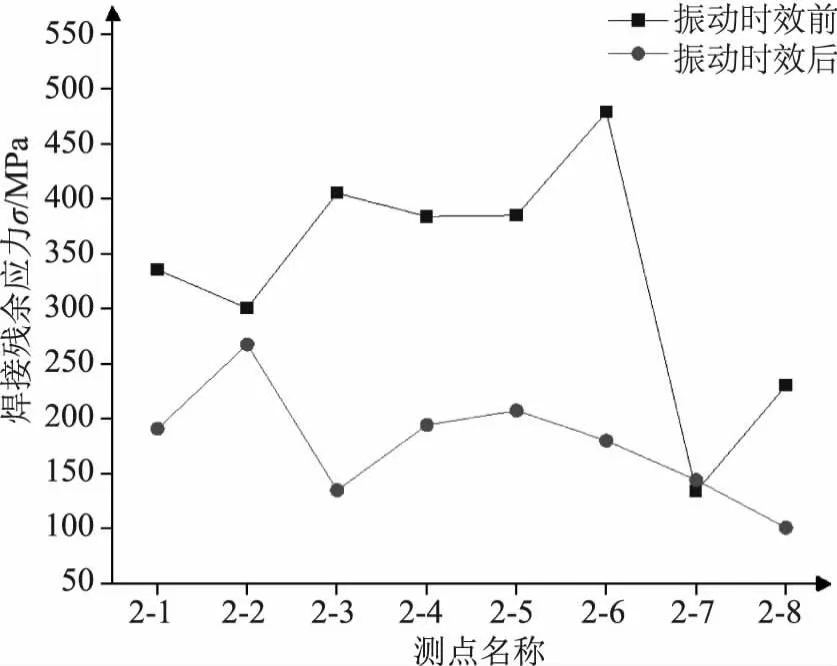
圖9 焊接殘余應力等效值

表13 焊接殘余應力消除結果
分析時效處理結果,可知對于材質為07MnNiMoDR的工件,固有頻率在6300r/min~6400r/min之間。結合振動時效a-t、a-n曲線,相同工件在不同頻率下的響應是不同的。在設定頻率的振動下,振型一定,波形中峰值處振幅較大,節點處振幅較小。振幅較大的地方相應的動應力越大,應力消除的效果越好,節點處消除應力的效果較差。同時,工件進行振動時效時,應控制激勵周期,使得外部激勵頻率在4810r/min~6400r/min之間,從而工件能產生多階響應,進而設置多階振型,讓應力釋放更充分。
4 結論
本文運用振動時效處理法和鉆孔應力釋放法,以水工金屬結構“卜”型鋼岔管為例,研究了振動時效處理對存在焊接工藝的水工金屬結構焊接殘余應力消除和均化的有效性,得到以下結論。
(1)經過振動時效處理,材質為07MnNiMoDR的“卜”型鋼岔管試樣焊接殘余應力的釋放量達到46.9%。采用不同頻率、多維度的激振頻率振動,殘余應力峰值顯著降低且應力分布較為均勻,且時效處理后鋼岔管的結構較為穩定。
(2)基于本文鋼岔管焊接處殘余應力集中、以及自主振動實驗得到工件固有頻率、激振點位置及激振頻率等振動時效參數,可以作為存在焊接工藝的水工金屬結構去除焊接殘余應力的有效方式。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
制造業自動化(2017年2期)2017-03-20 14:26:13
