二段爐內襯更換施工控制要點簡述
2024-01-29 13:18:16金祥
云南化工 2024年1期
金 祥
(云南天鴻化工工程股份有限公司,云南 昆明 650011)
二段轉化爐(103-D)是50萬t/a合成氨裝置的關鍵設備之一。經一段轉化爐的轉化氣,需在二段轉化爐(103-D)進一步轉化。
一段爐轉化氣在 800 ℃ 左右進入二段轉化爐(103 D),同時引入預熱到 450 ℃ 的空氣。在此,因氧氣燃燒,溫度上升到 1200 ℃;通過觸媒床層后,使甲烷進一步轉化,經二段轉化爐后的轉化氣甲烷質量分數在0.33%左右。二段轉化爐出口氣在 1002.7 ℃ 左右。為回收這部分熱量,并滿足高溫變換溫度要求,二段轉化氣先后通過第一廢熱鍋爐(101CA/CB)和第二廢熱鍋爐(102 C)。工藝流程見圖1,工藝特性見表1。
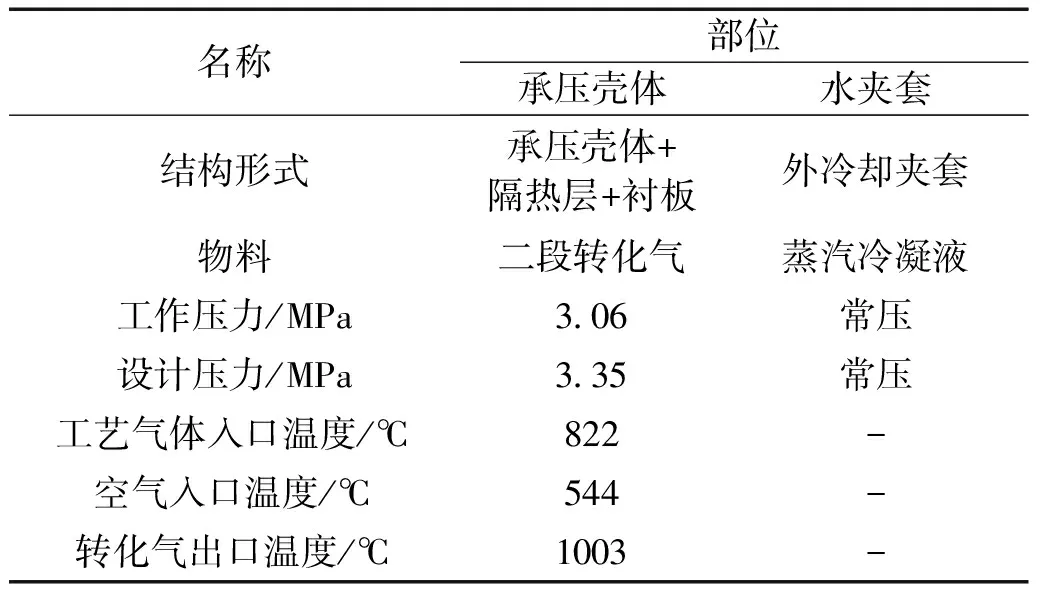
表1 二段轉化爐主要工藝特性表
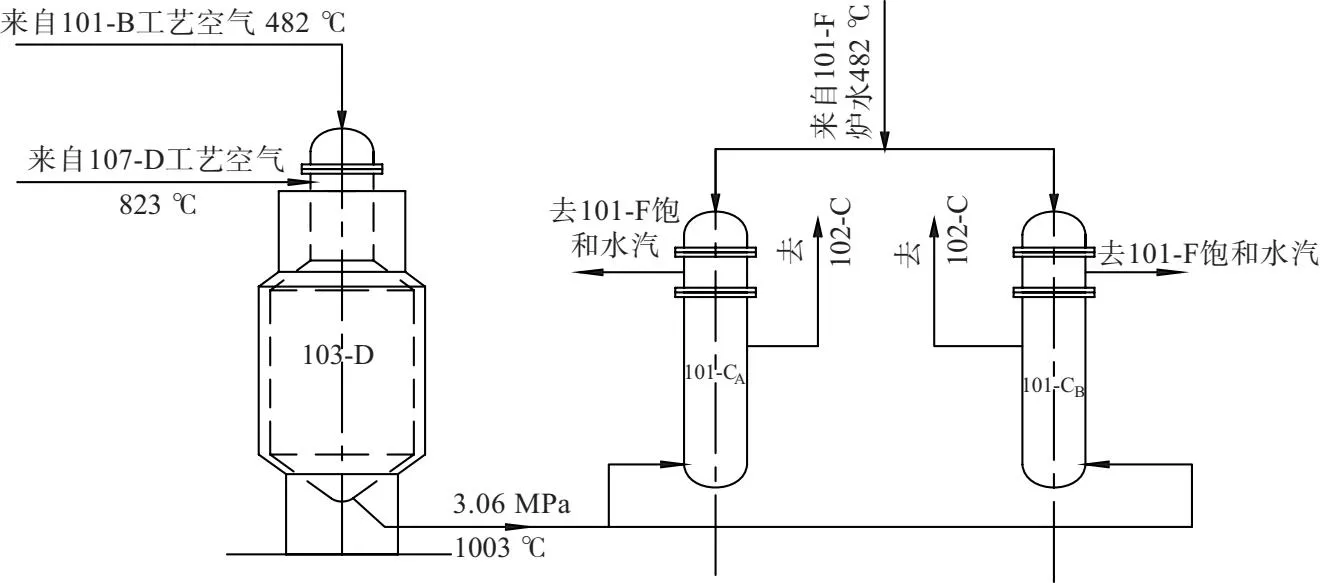
圖1 工藝流程簡圖
二段轉化爐形狀為立式帶錐底圓筒形容器。在二段轉化爐頂部裝有空氣蒸汽混合器,容器內壁襯有耐熱混凝土,下錐體內設有耐火磚球拱,最上部及球拱磚下部的耐熱混凝土內側還設有耐熱不銹鋼襯套。球拱磚上面鋪放氧化鋁球,觸媒最上層平放六角磚。筒體外有水夾套,水夾套殼體上裝有監視運行的液位計及低液位報警器。在筒體外壁還裝有指示其運行的溫度計。設備結構圖見圖2。
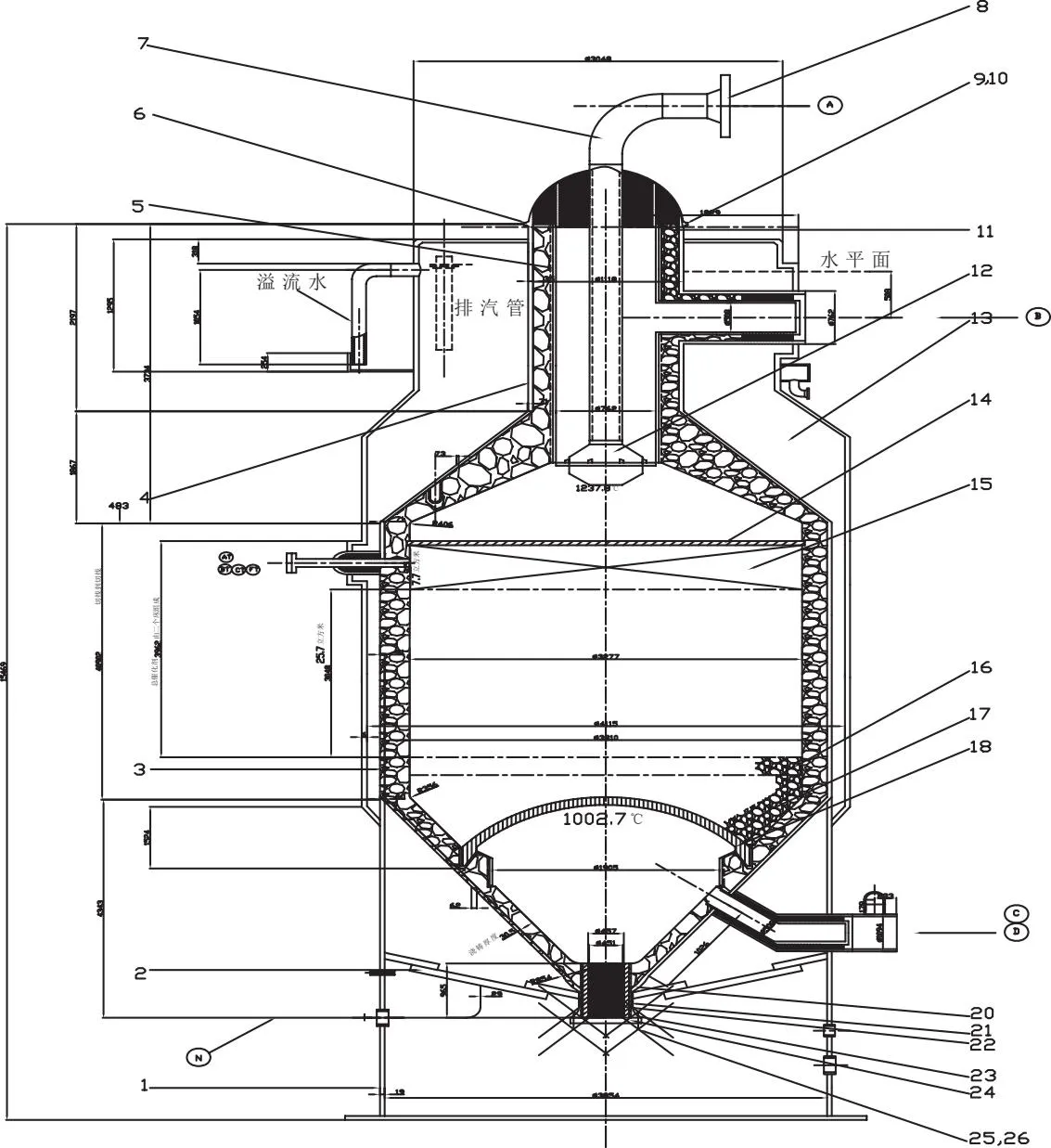
1.裙座;2.下部水夾套;3.承壓殼體;4.上部承壓殼體;5.21-耐熱不銹鋼襯里;6.上封頭法蘭纏繞墊;7.90°彎頭;8.空氣-蒸汽入口法蘭;9.上封頭法蘭;10.26-螺栓、螺母;11.上部耐熱混凝土;12.空氣蒸汽混合器;13.上部水夾套;14.六角形耐火磚;15.高溫鉻基觸媒;16.鎳基觸媒;17.φ 1″氧化鋁球;18.φ 2″氧化鋁球;19.拱頂磚;20.底部封頭;22.耐熱混凝土;23.人孔法蘭;24.人孔蓋;25.人孔蓋纏繞墊。
1 內襯更換關鍵控制環節
1.1 施工前準備
根據工藝檢修需要,每年檢修需更換損壞或變形的不銹鋼內襯,更換燒壞的空氣混合器,需檢查內襯及耐火混凝土運行后的情況,并根據實際情況進行修復[1]。修復完畢,進行上封頭、下堵頭回裝,并打緊各法蘭螺栓,且開車后對全部螺栓進行熱緊。
施工前,所有施工人員提前半月進場準備,組織施工人員了解設備結構及其技術要求;提前準備工機具、備品備件及材料;對應當更換的部分設備型號、規格、數量、質量等進行檢查核對[2];對所更換割除的內襯位置等進行熟悉,按照施工圖紙對各尺寸進行校對,確定各設備規格尺寸。
1.1.1 技術準備
參加檢修人員必須了解設備圖樣及有關的技術資料,熟悉技術要求和注意事項;檢修中使用的機具、備品備件、材料準備,施工前應對型號、規格、數量等進行檢查核對,滿足技術要求。
1.1.2 物資材料準備
施工前應對施工機具、備品備件、材料的型號、規格、數量、質量等進行檢查核對并滿足技術要求。
1.1.3 施工組織準備
大蓋的吊裝應符合HGJ201《化工工程建設起重施工規范》的有關規定。對于作業焊工,必須持有與之對應的在有效期內的焊工合格證。
1.1.4 交接準備
檢修前按規定辦理檢修交接手續,經生產車間簽字同意后方可施工。進入設備檢修時,在置換后空氣中氧氣體積分數應保持在20%~22%,有害物質不得超過允許濃度范圍。在設備內動火施焊,應辦理動火作業票,并分析合格才能動火,遵循先通風、后檢測、再作業程序。
1.1.5 方案準備
對承壓殼體與受壓元件的施焊修理(焊補、堆焊、挖補、更換受壓元件等),應另行編制施焊修理方案,經設備管理部門審查、技術總負責人批準后實施。方案中除對施焊部位打磨、切割、成形等提出要求外,還應對焊工、焊接材料、焊接工藝和熱處理、質量標準等提出明確要求[3]。
1.2 方案控制要點
施工技術人員應編制切合實際的施工方案,對全部施工人員進行安全技術交底,包括:施工方法、技術要求、焊接技術、措施要求、安全技術保障措施、各工種協作分工等[4]。
1.3 內襯施工控制要點
在二段爐上面框架內,用彩條布搭一個篷蓋,以防雨水進入二段爐內。從物資倉庫領出所需的碳鋼板,并用槽鋼做腳,做一個高 1 m 左右的平臺。在平臺上按圖紙尺寸畫出內襯預制組裝基準線,并打好樣沖,以便內襯卷制好后進行預組裝及畫分塊切割線。
1.4 焊接控制要點
卷制好的錐體及筒體應放在鋼平臺上進行組對,點焊定位,然后測量尺寸并與圖紙核對一致。如與圖紙不符,則需修整到合格。內襯組對是施工焊接過程檢查的重點,組對口質量的好壞直接影響焊接接頭的最終質量,必須嚴格保證對口質量。襯里組對時,先組對好4條縱縫,組對好以后進行點焊;點焊后進行其它部位組對,并同時找好上下段內襯同心度或垂直度。對口后固定牢固,以免焊接過程中產生變形。
點焊后,即可焊接。焊接前檢查坡口內外50~60 mm 內表面。表面應用磨光機去除氧化皮及其它污物,并打磨出金屬光澤,清理合格后及時焊接。焊接時,不得在焊件及非焊接表面引弧或試驗電流,萬一發生引弧,焊接后將其磨平或補焊。
1.5 吊裝控制要點
在大蓋正上方吊梁上設置一個 5 t 重的葫蘆,另外還需設置一個 5 t 葫蘆在大蓋后方合格位置,吊住與二段爐上大蓋相連的空氣管。
1.6 混泥土養護要點
當下部混凝土養護期到后,將模板拆除,進行澆灌口封板(6塊現場組對弧板)組對安裝。安裝時,將6塊打好坡口的現場組對的弧板,放在δ=3 mm 的墊板上,將6塊弧板的上部點焊在件3-2上,然后進行尺寸測量,合格后進行所有焊縫的焊接工作。
2 施工程序圖
施工程序圖如圖3所示。
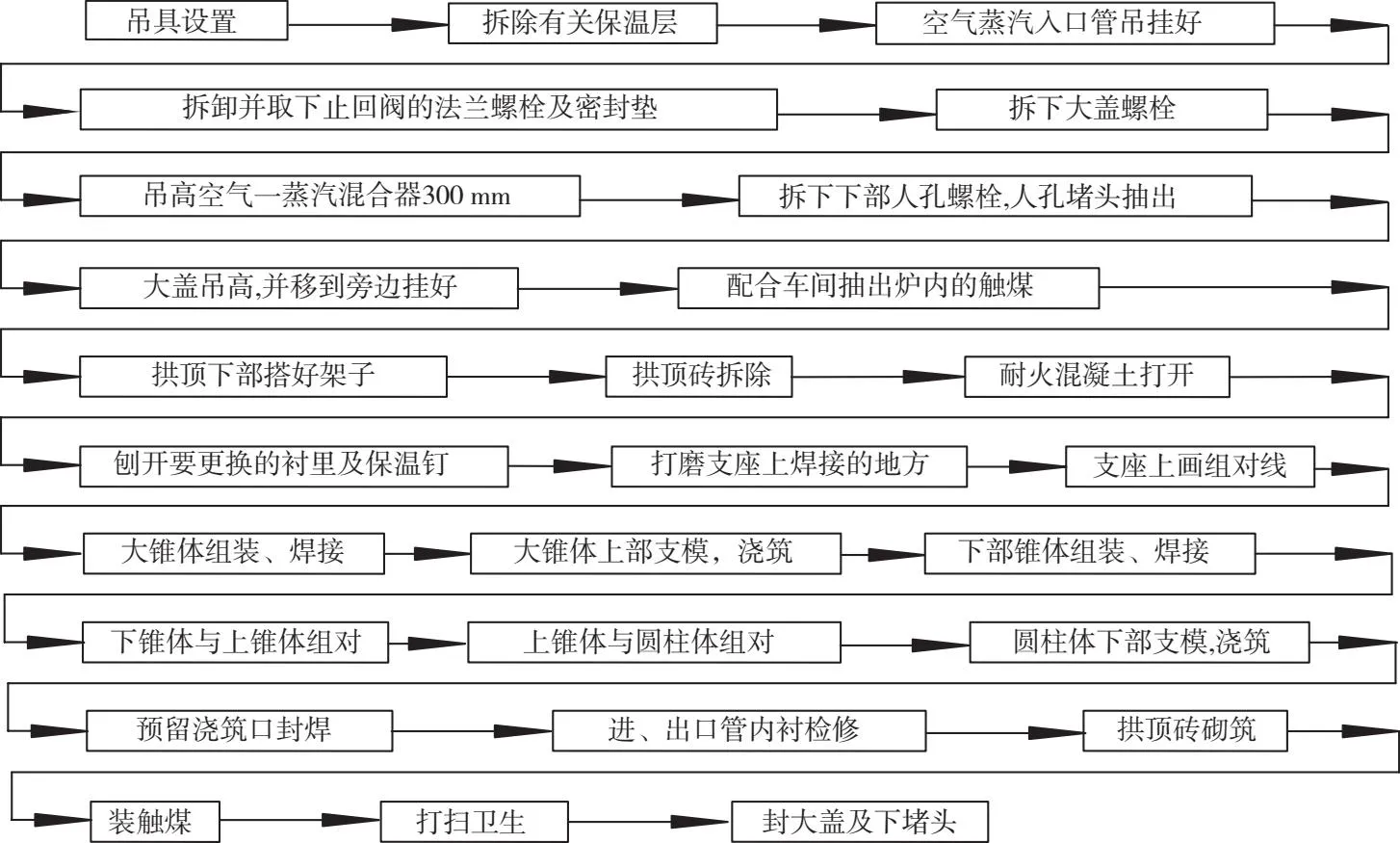
圖3 施工程序圖
3 施工工藝確定
按圖4尺寸下料,進行錐體及筒體卷制。卷制完成的錐體及筒體應放在鋼平臺上進行組對,定位點焊,測量尺寸并與圖紙核對一致。與圖紙不符,應修整合格。再將點焊的部件平均分為4份(部件2要分為6份,打好坡口(30°)留用)。

圖4 錐體及筒體尺寸
停車后,在大蓋正上方的吊梁上設置一個 5 t 重的葫蘆,另外還需設置一個 5 t 葫蘆在大蓋后方合格位置,吊住與二段爐上大蓋相連的空氣管。
拆下大蓋螺栓,將空氣蒸汽混合器吊高 300 mm 后停下。
再拆下下部人孔螺栓,將人孔堵頭抽出,讓爐內空氣進行流通并進行冷卻。
第二天將大蓋吊出二段爐,用吊車與 5 t 葫蘆配合,將大蓋吊下、移開到不影響施工并確認安全的地方。
在二段爐拱頂下部搭設施工用腳手架,并將拱頂磚從上到下依次拆除,然后打掉需更換部位的耐火混凝土。耐火混凝土拆除后,人站在腳手架上,用等離子割除需更換的δ=6 mm 不銹鋼(材質304 H)內襯。再將支座上留下未割完的內襯用砂輪機打磨平整,然后在襯里支座上按圖紙尺寸畫出兩個錐體內襯的安裝基準圓線。用塑料管作水平液位計,找出支座上內襯安裝點的標高偏差,用砂輪機處理偏差。
將打磨好坡口的大錐體從上部進氣口,分片放入設備內并用調節螺栓將錐體調節在支座的安裝基準線上。當四條焊縫位置寬度一樣時,將四條焊縫焊接到位,再將大錐體與支座焊接到位,測量尺寸,然后在四條焊縫的上下位置打上背板(以防焊接時變形)。進行錐體上4條縱縫焊接并進行尺寸測量,再進行下部錐體件1與上錐體件2的組對及上錐體件2與圓柱體件3的組對安裝,組對方法同上。組對時應注意焊縫錯開。最后進行尺寸復核,當以上施工內容都符合尺寸要求后,將新保溫釘焊在舊保溫釘上,進行支模及耐火混凝土澆灌工作。
當下部混凝土養護期到后,將模板拆除,進行澆灌口封板(6塊現場組對弧板)的組對安裝。安裝時,將6塊打好坡口現場組對的弧板,放在δ=3 mm 的墊板上,將6塊弧板的上部點焊在件3-2上,之后進行尺寸測量,合格后進行所有焊縫的焊接合作。
轉化氣進、出口管內襯板,如果出現鼓包、變形、裂紋、移位、過熱、材質劣化和裸露耐熱混凝土等缺陷時,應及時檢查修理或更換,具體修理方法根據襯里損壞實際情況確定,可整體更換、整圈更換和局部修理等措施。
局部挖補修理、焊補修理時,將損壞部位用碳弧氣刨方法或其它方法取下(或用砂輪機切割)。按損壞部位尺寸下料、再實際樣比,合格后將 6 mm 厚紙板,背襯安裝在損壞部位,進行焊接。焊接時進行鋼性固定,防止變形,焊完將焊縫表面磨平,進行著色檢查。
當只有少數大裂紋時,只對裂紋進行處理。先將裂紋兩端點打止裂孔。順裂紋方向打磨坡口,進行焊接,焊完后將焊縫表面磨平,進行著色檢查。
整圈更換時,先預制開口筒節,在筒節內部兩頭各焊兩個轉動螺栓,收小筒體。將損壞的襯板用電弧氣刨刨下并吊出。之后便檢查耐火材料、錐形拉筋有無損壞,若錐形拉筋存在變形、斷裂等缺陷時,應當及時進行修理。
在預制筒節上背襯 6 mm 厚紙板,放入爐內,然后轉動螺栓,放開筒節并進行組對、焊接,焊完后磨平焊縫,進行著色檢查。清理現場,交土建進行拱頂磚砌筑,拱頂磚砌筑完后交車間進行觸煤裝填,觸煤裝填后清理現場,交安裝進行大蓋及下堵頭的回裝。
上蓋復位前,詳細檢查頂蓋法蘭密封面上有無劃痕等缺陷,修補缺陷后裝好新密封墊。清掃空氣蒸汽混合器,將頂蓋平穩地吊入爐內。
在大蓋法蘭落到離設備法蘭高 500 mm 時停住,再用空氣吹掃密封面及墊子,在接口襯里上加耐火纖維兩層后放下大蓋。當大蓋離下法蘭 20 mm 時停住,將螺栓穿入大蓋及下法蘭內并帶好螺母(注意0°、90°、180°、270°四個方向上各留下一顆螺栓孔不穿螺栓,留給轉動大蓋及找正大蓋使用),最后放下大蓋進行螺栓緊固。
緊固螺栓時,在螺栓上涂二硫化鉬或石墨潤滑劑,螺栓應對稱均勻打緊,二段轉化爐升溫過程中需檢查螺栓緊力,必要時進行熱緊。
4 內襯更換質量控制
應當建立施工質量保證體系,執行質量責任工程師負責制,按技術文件、標準規范、施工方案進行施工。設置施工質量三級檢查制,由專業技術人員進行一道復查,由專職質檢員對施工質量進行檢查,質量責任工程師負責進行審批。施工作業做好各種實測數據記錄,數據須符合技術文件及規范要求。做好施工作業前技術交底工作,承擔施工任務的技術員須在施工作業前向全部施工人員進行安全技術交底。安全技術交底包括:作業方案、技術規范、技術難點、擬采取的措施、質量安全特點及注意事項等。對施工作業中使用的計量器具和檢測校驗儀器,按規定進行校驗合格,在檢定合格期內方可使用。對于設備備件,采取保護措施,避免其被損壞、破壞、生銹、污染、丟失等情況出現。在保證安全第一的前提下,質量與成本、進度發生矛盾時,以質量為主。
5 結語
經過對二段爐內襯更換及檢修時對轉化氣進、出口管內襯板更換,本工程施工作業準備、吊裝作業順序、施工作業方法、內襯修復方法的設計、組織和安排是完全合理。同時對吊裝工機具布置也是可靠的,能確保設備安全吊裝。安排好施工工序,可以提高施工效率,節省時間,降低成本。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
