基于阿基米德螺旋的軟爪車削卡箍設(shè)計(jì)與應(yīng)用
2024-02-21 03:49:44陸如剛舒永東
機(jī)械制造與自動(dòng)化 2024年1期
陸如剛,舒永東
(1. 南京市江寧區(qū)安全生產(chǎn)宣傳教育中心,江蘇 南京211199;2. 南京高精船用設(shè)備有限公司,江蘇 南京 211103)
0 引言
軟爪作為數(shù)控車床上的一種常用夾具,在以往的加工中,通常采用45鋼,先調(diào)質(zhì)成HB217~255,然后操作者按軟爪夾持的零件來選擇加工方法。當(dāng)零件為軸類時(shí),應(yīng)將與夾持軸等直徑的圓柱夾持于軟爪里面;當(dāng)工件為套類時(shí),應(yīng)在軟爪外面設(shè)置夾緊套環(huán)。最后,采用“實(shí)配法”[2],即用車刀把零件與軟爪接觸的定位(夾持)面粗、精車一刀,使得軟爪夾持面圓弧直徑與工件已加工面形狀一致。這樣可以增大軟爪與零件的夾緊面積,以達(dá)到均勻多點(diǎn)的定位夾緊,減少零件的已加工面因夾緊產(chǎn)生的變形。由此可見,軟爪由于其特殊的加工工藝性,加工不同直徑的零件需要更換不同的圓柱棒料或者套環(huán)來實(shí)現(xiàn)軟爪面的加工。這樣,軟爪的加工就變得異常繁瑣。為了改變軟爪加工的工藝狀況,本文設(shè)計(jì)一種適用于不同直徑軟爪加工的車夾具,使軟爪的加工操作簡(jiǎn)單、方便。
1 軟爪切削動(dòng)力分析
1)軟爪的夾緊受力分析
在車削軟爪時(shí),必須在卡爪內(nèi)(卡爪外)安裝一適當(dāng)直徑的圓柱(套環(huán)),它們?cè)谲涀Π惭b的位置應(yīng)和工件夾緊力的方向一致;目的是為了消除軟爪與基座之間多“鋸齒”配合間隙,避免軟爪切削過程中的讓刀現(xiàn)象,從而保證軟爪車削精度。因此,依據(jù)牛頓第三定律,軟爪加工時(shí)受力方向即為工件夾緊力相反方向,軟爪加工的平面夾緊力系如圖1所示(其中fn夾緊零件;Fn為漲緊零件)。因卡盤上3個(gè)軟爪呈120°均布,其受力方向均指向或匯交于卡盤的回轉(zhuǎn)中心O點(diǎn),保證了夾緊力的靜平衡(不考慮軟爪自身的重力因素)。否則會(huì)因軟爪夾緊力不均衡,導(dǎo)致軟爪車削精度差,不能保證工件定位精度(軟爪定位精度一般在0.03~0.05mm)。
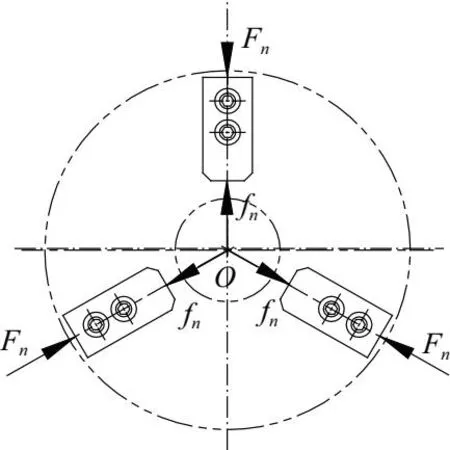
圖1 軟爪加工的夾緊受力圖
2)軟爪切削的運(yùn)動(dòng)分析


圖2 軟爪慣性力系圖

如此分析,則此端平面慣性力系向回轉(zhuǎn)中心點(diǎn)O合力
本研究受訪者學(xué)歷、工作年限、職稱等分布較為均衡,但來自二級(jí)及二級(jí)以上者較多,而醫(yī)院級(jí)別影響眼科醫(yī)師對(duì)指南認(rèn)知和應(yīng)用情況,加之調(diào)查對(duì)象的選擇未采用隨機(jī)抽樣的方法,因此結(jié)果可能存在偏倚。在本次研究的基礎(chǔ)上,如果相關(guān)學(xué)會(huì)或者政府相關(guān)部門牽頭進(jìn)行全面調(diào)查,其結(jié)果可能會(huì)更準(zhǔn)確。
FgR=∑Fgi=-∑mα
(1)
式中:FgR為夾具慣性力;m為夾具體質(zhì)量。

依據(jù)軟爪車削的夾緊要求,移動(dòng)質(zhì)點(diǎn)必須向直徑趨于減小的方向移動(dòng)。那么,移動(dòng)質(zhì)點(diǎn)的運(yùn)動(dòng)即可以設(shè)立運(yùn)動(dòng)方程,即
dφ/dt=ω
(2)
dρ/dt=υ
(3)
式中:φ和ρ分別為卡盤的旋轉(zhuǎn)角度和周線;ω和υ分別為卡盤的角速度和線速度,都為一定常數(shù);t為時(shí)間。
將設(shè)立方程式(2)和式(3)分別對(duì)時(shí)間積分一次,并設(shè)移動(dòng)質(zhì)點(diǎn)起點(diǎn)位置為t=0時(shí)(主軸啟動(dòng)開始時(shí))的初始位置,于是得到移動(dòng)質(zhì)點(diǎn)相對(duì)于主軸回轉(zhuǎn)中心的運(yùn)動(dòng)方程式(4)和式(5)。即
φ=ωt
(4)
ρ=R-υ·t
(5)
消去運(yùn)動(dòng)方程式(4)和式(5)中的t, 得到移動(dòng)質(zhì)點(diǎn)在夾緊過程中的移動(dòng)軌跡方程
ρ=R-υφ/ω
(6)
2 夾具設(shè)計(jì)分析
1)定位方案設(shè)計(jì)
利用夾具“六點(diǎn)定位”原理[5],進(jìn)行了軟爪車夾具的定位方案設(shè)計(jì),其定位方法如圖3所示。軟爪與基座之間采用多“鋸齒”配合,類似寬V型塊定位,限制了x、z向移動(dòng)、y旋轉(zhuǎn)方向的3個(gè)不定度。同時(shí),由于軟爪與多“鋸齒”配合,存在配合間隙。為了確保軟爪徑向限位,決定采用軟爪外廓作為定位基準(zhǔn),即在x向移動(dòng)、y旋轉(zhuǎn)方向設(shè)置重復(fù)定位。此外,在可移動(dòng)質(zhì)點(diǎn)的慣性力Fgi作用下,增加了x向移動(dòng)、y旋轉(zhuǎn)方向的定位可靠性,避免了因軟爪車削切削力而產(chǎn)生讓刀現(xiàn)象,保證了軟爪弧面的形位公差(主要指圓度和圓柱度)。
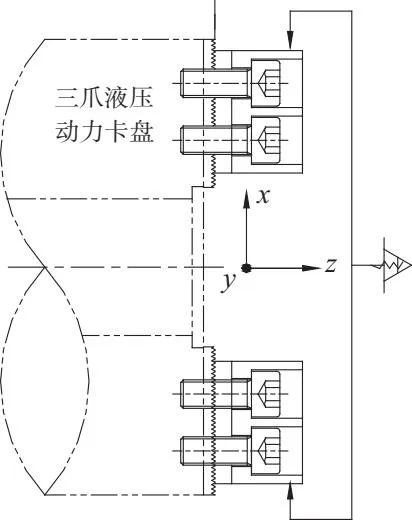
圖3 夾具定位原理圖
2)定位誤差
車床的主運(yùn)動(dòng)是旋轉(zhuǎn)運(yùn)動(dòng),因此在切削加工時(shí),零部件的運(yùn)動(dòng)會(huì)產(chǎn)生離心力。因此,在設(shè)計(jì)軟爪車夾具時(shí),需要考慮夾具綜合離心慣性力Qgi對(duì)軟爪加工精度的影響,且刀具在切削加工時(shí),也會(huì)產(chǎn)生徑向進(jìn)給力Fy。依據(jù)動(dòng)平衡誤差計(jì)算,軟爪上夾具的綜合離心慣性力Qgi和徑向切削分力Fy所引起的軟爪面相對(duì)于主軸回轉(zhuǎn)中心的徑向跳動(dòng)誤差為
(7)
式中:k為工藝系統(tǒng)剛度;n為加工時(shí)車床主軸轉(zhuǎn)速;ri為夾具端平面內(nèi)一點(diǎn)i的旋轉(zhuǎn)半徑。
根據(jù)式(7)分析,在卡盤整個(gè)360°回轉(zhuǎn)過程中,由于二力的同向與反向,會(huì)給軟爪造成類似“心形”的誤差[6]。為了消除動(dòng)平衡引起的誤差, 必須保證夾具結(jié)構(gòu)在制造過程中的質(zhì)量均勻性,或者進(jìn)行動(dòng)平衡實(shí)驗(yàn),盡可能采用均勻分布的回轉(zhuǎn)體結(jié)構(gòu),以消除動(dòng)平衡誤差的影響。
3 夾具結(jié)構(gòu)與使用方法
依據(jù)以上分析結(jié)果,結(jié)合車夾具的設(shè)計(jì)規(guī)范要求,設(shè)計(jì)了一種適合φ160卡盤用的軟爪專用車夾具,結(jié)構(gòu)如圖4所示。其中:R1為中空?qǐng)A半徑;R2為夾具體半徑。下面簡(jiǎn)要分析其使用過程。

1—活動(dòng)銷;2—夾具體;3—限位螺釘。
依據(jù)方程式(6)設(shè)計(jì)確定活動(dòng)銷1的夾緊運(yùn)動(dòng)軌跡為:ρ(β)=72-0.12×β,(0<β<120°)。然后根據(jù)軌跡方程,運(yùn)用數(shù)控線切割或數(shù)控宏程序銑削在夾具體2上銑削3個(gè)均勻分布的軌跡槽[7]。同時(shí),在軌跡槽中采用活動(dòng)銷1作為可移動(dòng)質(zhì)點(diǎn),通過夾具體2上的軌跡槽實(shí)現(xiàn)約束,滿足夾具夾緊定位要求。即當(dāng)卡盤夾緊時(shí),3個(gè)軌跡槽中的活動(dòng)銷可在自身慣性力Fgi作用下自動(dòng)調(diào)整到最佳位置,使卡盤的3個(gè)軟爪所受的作用力勻稱。在使用時(shí),根據(jù)零件被夾持的直徑尺寸調(diào)整軟爪在卡爪基座上的位置,然后安裝軟爪車夾具。注意一只手旋轉(zhuǎn)夾具體2,另一只手將活動(dòng)銷1插入對(duì)應(yīng)軟爪的螺釘沉孔中。調(diào)整軟爪位置時(shí),應(yīng)讓活動(dòng)銷1在整個(gè)移動(dòng)軌跡的適中位置,以防在軌跡槽兩端產(chǎn)生虛壓現(xiàn)象。此外,由于活動(dòng)銷1在軌跡槽中的可移動(dòng)行程長(zhǎng),因此夾具可以夾持不同位置的軟爪加工(即可滿足不同直徑零件的要求),節(jié)省了不同尺寸規(guī)格的圓柱棒料,使軟爪加工耗材量降到最低。
為避免軟爪在加工過程中刀具干涉,需將夾具體2做成中空的,以方便外漲軟爪弧面車削。考慮車床在啟動(dòng)時(shí),夾具體2自身的慣性力矩能保證徑向自動(dòng)夾緊力的形成。依據(jù)中空?qǐng)A柱的自身慣性力矩分析[8]:
(8)
式中:Jz為夾具轉(zhuǎn)動(dòng)慣量;ρs為夾具密度;di為夾具端平面內(nèi)一點(diǎn)i的旋轉(zhuǎn)直徑。
只要滿足刀具車削無干涉,應(yīng)盡可能減小中空孔的半徑,能提高夾具體2的自身慣量力矩,保證軟爪夾緊力的穩(wěn)定性。
對(duì)于軟爪弧面的直徑尺寸測(cè)量,通常情況下,內(nèi)弧面可采用三點(diǎn)式千分尺;外弧面可先精確測(cè)量出有一定剛性鋼環(huán)內(nèi)徑尺寸(即為軟爪定位直徑),減去(或加上)測(cè)量出的軟爪定位面與夾位面半徑差兩倍即為軟爪外徑尺寸。
4 結(jié)語
通過對(duì)液壓卡盤軟爪車夾具的創(chuàng)新設(shè)計(jì),改進(jìn)了軟爪的加工方法,節(jié)約了軟爪加工的耗材,提高了軟爪的加工效率和軸、套零件的反復(fù)裝夾的定位精度,同時(shí)也降低了工人的勞動(dòng)強(qiáng)度。經(jīng)過企業(yè)近半年的實(shí)際生產(chǎn)使用,該夾具構(gòu)造簡(jiǎn)單、適用范圍廣,且成本低、操作簡(jiǎn)單,深受企業(yè)的歡迎。