接觸式三坐標NADCAP 測量與檢驗技術要點
2024-02-27 08:28:24肖挺張靜姚彥軍陜西宏遠航空鍛造有限責任公司
鍛造與沖壓 2024年3期
文/肖挺,張靜,姚彥軍·陜西宏遠航空鍛造有限責任公司
通過對NADCAP M&I 測量與檢驗相關標準的解析,重點介紹了供應商在進行NADCAP M&I 測量與檢驗項目中第一部分接觸式三坐標認證時應注意的技術要點,以助于供應商順利通過接觸式三坐標NADCAP 認證,同時規范了接觸式三坐標日常測量、維護、校準等方面的操作流程,提高了供應商測量與檢驗管理水平和技術水平。
NADCAP 即“國家航空航天和國防合同方授信項目(National Aerospace and Defense Contractors Accreditation Program)”的簡稱,是全球知名航空企業合作管理的特種工藝認證項目。NADCAP以其獨一無二的運作模式,吸引了全球航空企業所有的主要承包商參與,也為航空特種工藝供應鏈的質量提升和持續改進起到了至關重要的作用。其宗旨是以通用的第三方認證解決方案代替各自對供應商進行重復的特種工藝審查認證,以有效地降低其供應商發展成本和潛在風險。
NADCAP 測量與檢驗(M&I)是2014 年國際發布的認證項目,2017 年國內開始啟動。認證項目包含三坐標、激光追蹤儀、關節臂、3D 結構光掃描、空氣流檢測以及手持式量具常規檢驗。其中三坐標測量是以信息傳遞、處理為基礎實現的精密測量,三坐標測量機(Coordinate Measuring Machines,簡稱 CMM)是20 世紀60 年代發展起來的一種新型、高效、多功能的精密測量儀器,現代三坐標測量機不僅能在計算機控制下完成各種復雜測量,并且還可以根據測量的數據實現逆向工程。主要認證標準為AC7130 以及相應項目的子檢查單,這些審核標準都是基于行業和客戶標準的。通過對這些標準及檢查表的學習及現場受審經驗,重點闡述了三坐標認證準備和檢驗過程中應注意的技術要點,為初次申請該項目的國內供應商順利通過認證提供幫助。
NADCAP 測量與檢驗(M&I)項目認證中對三坐標的總體要求
NADCAP 測量與檢驗(M&I)項目認證中的三坐標主要指的是用于設計特征檢驗的手動或者數控接觸式探針的三坐標,帶有掃描裝置和掃描探頭的三坐標不在本文范圍內。三坐標認證的總體要求與其他測量檢驗項目的要求基本相同,包括測量檢驗項目應在質量管理體系下進行,與該項目有關的設備清潔維護、設備校準驗證、測量軟件控制、測量系統分析、人員能力和培訓等方面的工作應符合質量體系和標準要求。
NADCAP 三坐標認證時應注意的技術要點
三坐標認證是NADCAP 測量與檢驗(M&I)項目的第一部分,雖然總體要求基本一致,但在進行NADCAP 測量與檢驗(M&I)三坐標認證時有許多需要注意的技術要點和特殊要求,以下以依據AC7130/1標準進行的接觸式三坐標認證為例進行簡要敘述。
依據最新標準要求編制作業指導書
NADCAP 測量與檢驗(M&I)認證有明確要求:必須具備作業指導書,中英對照版為宜。并且應依據最新的標準進行編制的作業指導書應足夠詳細并完全符合標準要求,同時明確所源自的標準。作業指導書還要經過驗證證明其是有效的。對測量標準的管理及作業指導書的編制審批等應符合質量體系文件中文件控制程序的要求。
人員必須經過培訓并經確認能力符合三坐標檢驗要求
必須對三坐標編程人員和操作員進行相關培訓。由設備制造商具有資質的人員進行的培訓應該包含在崗操作培訓(OJT)和正規的課堂理論培訓,人員培訓內容包含機械知識、測量軟件操作,手動自動測量程序編程及檢測等。如果測量和檢驗人員參加了考試,應記錄存檔考試分數或等級,考試結果合格與否;且需要記錄技能考試中涉及的零件編號,材料等,以及培訓老師打分情況等信息。同時還需進行GD&T 培訓保證人員熟知ASME Y14.5 尺寸和公差標準要求。并妥善保存培訓記錄。
培訓合格人員應經過授權為編程或者測量人員,授權證明為證書,批準函或郵件等,且必須可以追溯到公司以及獲得公司授權的個人。
三坐標設備的日常定期維護
三坐標測量儀以及相關配件都需要日常保養、定期維護。配件包括CMM 的測量操作平臺的表面(導軌)、空氣過濾器(如果有空氣軸承)探頭和探頭卡爪,以及步進式夾具。要按照設備維護計劃對空氣過濾系統進行維護。日常維護記錄見表1。
不允許導軌里有異物,探頭表面臟污,臺面、探頭轉換接頭劃痕,校準球頭磨損,工具散亂隨意擺放等情況,做好日常點檢和維護記錄。如果發生了可能會損壞設備部件測量狀態的事故以后,需要對測量系統進行評估。建議檢驗員用模擬件檢驗系統每天檢查CMM 的可重復性,這樣可以在進行測量前就發現設備故障避免浪費時間。
測量探頭的標定
審核員會驗證測量探頭的標定球頭是否經過校驗,每一個標定球頭都有唯一標識號,在測量程序里可以追溯到標準球的信息。且每次使用前都應標定所有測量探頭的尖端,因為測頭觸發有一定的延遲,以及測針會有一定的變形。測量時測頭有效直徑會小于該測針寶石球的理論直徑,所以需要通過校驗得到測量時的有效直徑,對測量進行測頭補償。校驗通過在標準球測點來得到測頭的真實直徑和位置關系,如圖1 所示,測頭在經過校準的標準球上校驗時,測量軟件首先根據測量系統傳送的測點坐標(寶石球中心點坐標)擬合計算一個球,計算出擬合球的直徑和標準球球心點坐標。這個擬合球的直徑減去標準球的直徑,就是被校驗的測頭的等效直徑。增加校驗測頭的測點數,有效測針的直徑越準確,接觸式測頭推薦點數9點3 層或12 點3 層。校驗測頭和測量工件的速度保持一致,也可以用量環和塊規進行測頭校驗,但是標準球是首選,因為它考慮了所有方向。校驗測頭的目的就是確保測針的真實直徑以及不同測頭角度之間的位置關系。
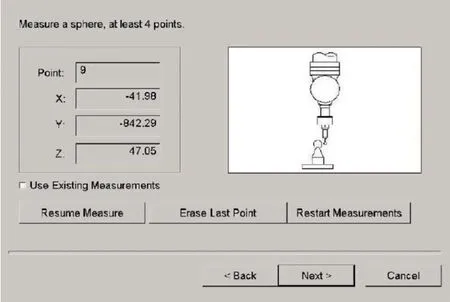
圖1 探頭校驗
校驗測針前應保證測頭測針各個連接件安裝緊固,不能有松動;標準球底座必須緊固于測量機平臺上;用無紡布輕輕擦拭紅寶石球及標準球,保證表面清潔無污漬。校驗結束后查看校驗結果窗口,保存記錄作為審核證據;校驗測針合格后,在程序中加載測頭,調用測尖。
三坐標設備應按標準要求進行校準
組成測量設備的所有設施,包括三坐標、標準球、轉臺(如果有),都必須校準,并都需要標簽標明當前的校驗狀態、下一次檢驗的日期。分別指定各個構件的驗收精度范圍,供應商的記錄能證明設備的每個構件能滿足該精度。
標準球不僅必須校準而且應唯一識別,通常標準球順序號或者規格應列在三坐標程序中。標準球頭也用于測量前探頭的標定,確定三坐標探頭的尺寸和位置。標準球的規格、外形、狀態會影響測量結果的精度,如果改變三坐標校驗精度范圍,必須重新計算測量精度比率(TAR),這是為了確保設備仍然能夠滿足待測零件的測量精度要求(確保設備有能力用于產品驗收)。
校驗精度范圍示例: MPEE=3.0+3.0×L/1000
其中:MPEE——尺寸測量顯示值允許的誤差,單位是微米;
L——測量長度,單位是毫米。
三坐標校準報告上應明確追溯到國際標準ISO 10360-3 或國家標準JJF 1064-2010,坐標測量球校準應按照標準JJF 1422-2013 進行。
尤其需要注意的是如果三坐標測量機在校準過程工作正常,沒有進行示值調整、維修的情況,即使原始精度沒有更改,也需要在校準證書上說明調整前的校準As found,經過調整后的校準As left 的狀態,審核員將會檢查是否有證據表明設備校準As found超差均得到改善且在設備維修/調試后重新校驗,重新校驗的狀態就是As left。
在收到外部或者內部校準證書后,應進行技術確認評價,確認校準精度結果是否滿足使用產品測量要求。
三坐標測量的環境要求
三坐標測量儀由3 個主要部分構成:設備主體、測量探針、配置有測量軟件的計算機控制系統。觀察每部分的工作環境是很重要的,保證環境是受控的。
⑴環境溫度。
影響三坐標附近的環境溫度包括工作間門的位置、冷風/熱風出口的位置,空氣通風排氣管道,以及可能分熱輻射源(光源)等。必須實時監控環境溫濕度,如果沒有實時監控,則這個環境控制系統不合格。溫度波動會影響測量的不確定度。
MPEE=3.0+3.0×L/1000(18 ~22℃)
MPEE=3.3+4.2×L/1000(16 ~26℃)
MPEE=3.5+5.0×L/1000(15 ~30℃)
其中:MPEE——尺寸測量顯示值允許的誤差,單位是微米;
L——測量長度,單位是毫米。
溫濕度儀在三坐標測量間的放置位置很重要。行業標準三坐標環境溫度為20℃,濕度75%。
振動:如果廠房位于鐵路軌道附近,則三坐標的測量精度會受到影響。如果廠房內有大型壓力機,也會影響三坐標的正常運行。需要用一些防振動裝置。
總之,三坐標測量的不確定度很大程度上受制于所處的環境條件,還應考慮其他環境因素,如光源、氣流排氣、殘余磁性、清潔度等。三坐標制造商會規定獲得測量儀的標準測量結果應滿足的使用環境條件,例如:溫度范圍、每小時的溫度波動、每天的溫度波動和每一米位置上的溫度波動等。
⑵待測零件的溫度。
待測零件的溫度是需要受控和受到管理的。如果零件溫度和測量區域的環境溫度有明顯差異,要分析導致溫度差異的原因。如果溫度的影響微不足道,則應注明“不考慮溫度的影響”。如果補償了零件溫度值,必須有證據證明供應商所使用的溫度補償方法是正確的。可以使用已知尺寸的模擬零件來驗證溫度補償方法是否正確。驗證溫度補償的有效性。確保零件溫度符合要求也可以將零件放置在測量工作間一定的時間,根據零件的尺寸、材料以及測量區域室溫的變化確定零件的放置時間,并做好記錄有據可查。手持式測溫儀是常用的測量零件溫度的工具。
三坐標建立坐標系要求
三坐標通常都是在建好基準系統基礎上進行測量的,所以必須要按照工程圖或者客戶要求建立正確的坐標系統。用于建立坐標系的基準應包含在產品定義中或者與首件檢驗中的基準保持一致。當利用三坐標和夾具共同建立數據參考框架,則可以參照行業標準ASMEY14.5 尺寸和公差。最佳擬合法不能用于產品檢驗中,因為最佳擬合縮小了圖紙公差,除非有客戶批準并且將證據附在最終檢驗報告中。可以利用基準模擬件創建模擬基準數據,應限制零件6 個維度的自由度。利用“建立數據參考框架”進行數據修正以后,零件的旋轉和平移按照特定的優先順序受到所使用的特征數據模擬件的約束。
三坐標檢驗報告應該能夠提供證據證明利用線性特征建立了正確的坐標系統,建立坐標系后,再檢查用于建立該坐標系的每一個線性特征的精度以驗證該坐標系,或者定版前通過一個獨立的測量系統驗證三坐標程序。例如:坐標系建好以后,如果檢查數據特征模擬件在Z 軸的基準,或檢查零件特征在Z 軸的基準數據,所有Z 軸讀數都應是零。
對于用基準點建立的坐標系,如圖2 所示。給定理論坐標值信息的6 個基準點建立的原點不在工件本身的ABC 迭代法坐標系。
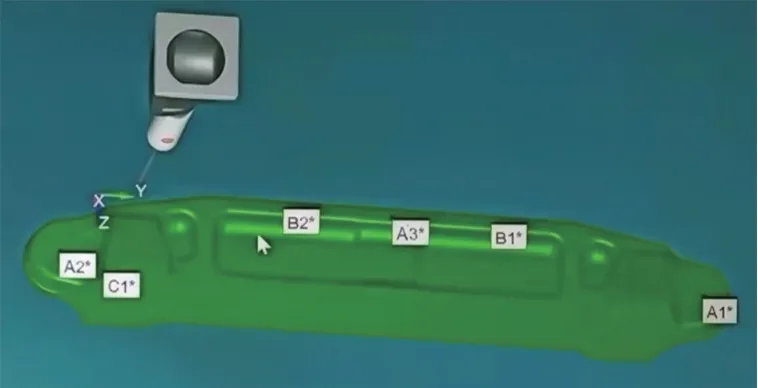
圖2 基準點示意
測量前應先評價基準點的實測結果,公差選擇應按照工程定義,如圖3 所示,波音產品基準公差按BSS7015,主軸公差是0.005 英寸,其余2 軸是0.03英寸,所有用于建立坐標系的基準點評價合格并應在報告中顯示結果后方可進行產品測量。
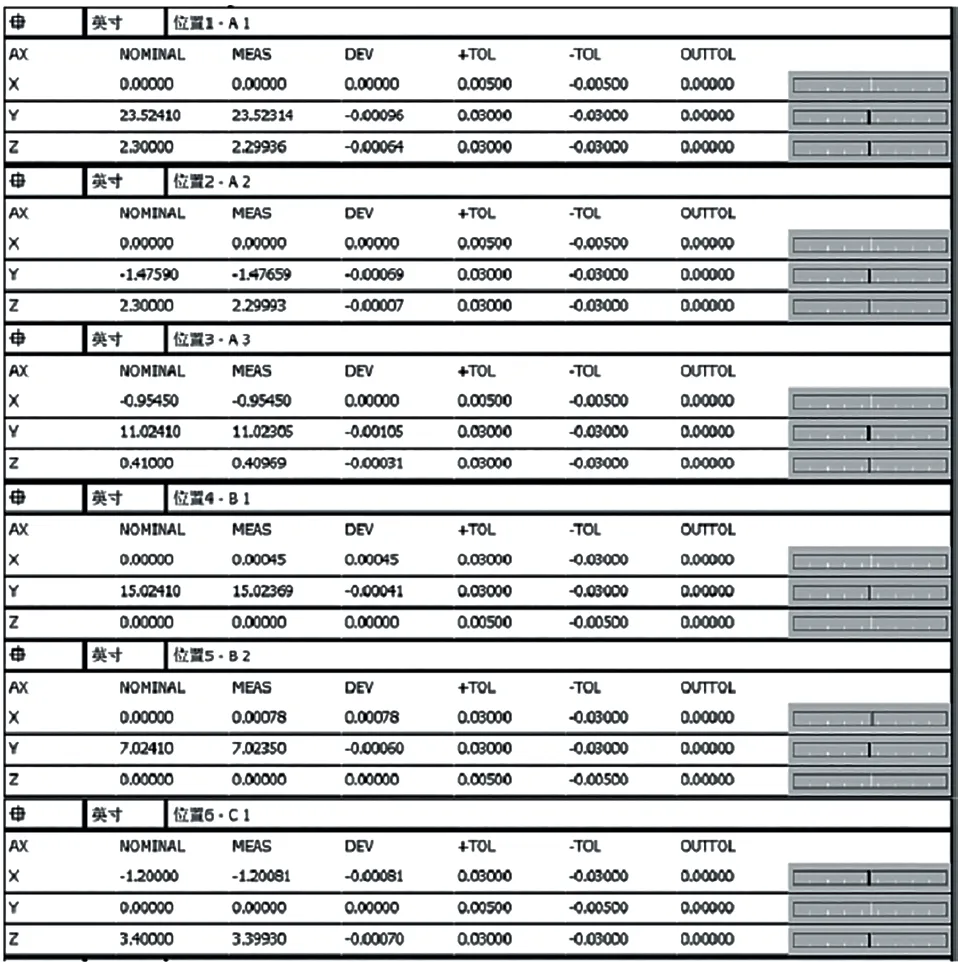
圖3 基準點評價結果
對于點—線—面或面—面—面等3-2-1 法建立的坐標系,根據工程圖紙定義,如有平面度的,評價平面度,如果沒有形位公差的,在平面上采點,采點數量根據平面大小確定,評價所采系列點的位置,如沒有特定標準規定,評價公差按加工精度最高的特征的最小公差比例定義。
如果供應商建立工具參照系統(TRS),可以使用校驗過的坐標系來確定初始值。使用TRS 進行最佳擬合時應包含采用合格的配合公差和校驗標尺。審查最佳擬合結果以及適用的公差,加權最佳擬合以及標尺校驗準確度。
原始的通過操縱桿控制測量機運動,使寶石球接近坐標系原點,觀察軟件中的坐標值變化判斷坐標系的建立正確與否的方法不適用于測量與檢驗的認證。
三坐標驗證檢查
三坐標操作和精度需要驗證檢查,就是確認三坐標測量的精度不確定值在允許的要求范圍內。可以用模擬零件定期檢查(并在控制表上繪制出測試結果曲線)或使用驗證測量區域范圍的標定量規,見表2。如果驗證檢查不滿足要求,三坐標的操作員應該知道如何處理。
提供證據證明檢驗人員會評估三坐標的測量方法并決定其是否能滿足產品測量要求,為了確定三坐標測量系統的精度(capability),需要將測量設備的測量不確定度和被測產品的公差做對比。每個零件的測量值都用自己的測量精度比率(Test accuracy ratio)。
TAR=產品公差/三坐標測量設備的不確定度,供應商必須建立一個最小TAR 值,以便決定測量設備的精度能力,行業標準的最小TAR 值是4:1, 供應商可以決定自己的最小TAR 比率值。
還需要掌握測量系統分析Gage R&R,一致性分析或者其他證明設備符合使用要求的方法。
結束語
隨著生產規模日益擴大,產品種類增多,加工精度要求更高,三坐標測量技術和管理水平也需要不斷進步;NADCAP 作為一套系統、科學的過程認證評價體系,理解并實施三坐標NADCAP 認證標準要求的過程,研究其中需要注意的技術要點,對供應商內部測量與檢驗系統進行全面的梳理;識別出從體系文件到操作流程方法以及設備硬件軟件等的差異性和瓶頸,逐步完善提高精密測量檢驗技術,加強對產品加工過程的嚴格把控,這對有效促進產品質量提升,增加供應商市場競爭力具有重大深遠的意義。另一方面,受疫情時期影響,目前審核認證頻次提高到每3 月一次的視頻認證,要求供應商提供記錄證據的準確性和有效性并定期保持更新,更加要求供應商認真梳理測量檢驗流程,掌握測量檢驗技術要點。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
電子制作(2018年11期)2018-08-04 03:26:08
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
工業設計(2016年12期)2016-04-16 02:52:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
