曲軸鍛件的質量與成本分析
2024-02-27 08:28:32謝杰鋒李亮群桂林福達重工鍛造有限公司
鍛造與沖壓 2024年3期
文/謝杰鋒,李亮群·桂林福達重工鍛造有限公司
曲軸是汽車發(fā)動機中最重要的核心部件,根據(jù)產品結構的不同,可分為三缸曲軸、四缸曲軸、六缸曲軸等類型;按照曲軸用途的不同,可分為乘用車曲軸、商用車曲軸、船用曲軸等類型。
一根曲軸鍛件從圖紙到實物需要經(jīng)過多個階段:產品評審→開發(fā)設計→模具制造→鍛造生產。每個階段都會影響曲軸鍛件的質量,曲軸鍛件的質量是上述階段的集成,同時每個階段都會產生相應的成本。
質量與成本是密不可分的關系,高質量產品既能增加客戶的滿意度也能提升企業(yè)自身的品牌,低成本能提高企業(yè)的生存能力。當下市場環(huán)境低迷,為了生存和發(fā)展,越來越多的企業(yè)實行高質量低成本的方針也是大勢所趨。
為了使曲軸鍛件具備高質量的同時又能實現(xiàn)降低成本的目標,以提高企業(yè)自身競爭力,本文將從曲軸鍛件產品評審、開發(fā)設計、模具制造、鍛造生產等方面探討質量提升與成本管控的關系。
曲軸鍛件鍛造工藝介紹
目前曲軸鍛件生產多數(shù)使用自由鍛成形工藝和模鍛成形工藝,自由鍛成形工藝鍛件質量差(受鍛造工藝和鍛造工人操作水平的影響)、生產率低、工作環(huán)境較差、模具壽命低;熱模鍛壓力機模鍛成形工藝和自由鍛工藝相比,具有尺寸精度高、鍛件質量穩(wěn)定、加工余量小等優(yōu)點,易于設計成自動化生產線,因此熱模鍛壓力機模鍛成形工藝的生產效率高、工作環(huán)境好,廢液、廢氣等指標也符合環(huán)保的要求,但是設備的投入相對較大,本文將探討熱模鍛壓力機模鍛成形工藝下曲軸鍛件的質量與成本。
產品評審
對于鍛造企業(yè)而言,曲軸鍛件的開發(fā)基于產品圖紙(多數(shù)為二維鍛件圖或成品圖),所有的質量要求都源自于產品圖紙,在產品評審這個階段需要分析產品結構,確認產品的尺寸、性能、外觀等要求,從而確定鍛造工藝、用料等。
曲軸必須是一個平衡件,才能在發(fā)動機內部平穩(wěn)運作。動平衡報廢是曲軸鍛件機加工的一個主要報廢模式,也是客戶反饋投訴較多的項目,在產品評審階段使用動平衡軟件,計算曲軸的成品動平衡,如果發(fā)現(xiàn)曲軸的動平衡角度差、動平衡量大,經(jīng)過評估去重難度大或根本無法去重,則需要在產品開發(fā)設計前與客戶溝通,反饋問題項,同時也提出一些可行性建議,協(xié)同解決問題,提高產品質量,一次開發(fā)成功,降低開發(fā)成本。
合理的鍛造工藝對于成本的管控至關重要,例如一個產品不需要輥鍛工序,但評審分析直接套用其他產品的工藝增加輥鍛工序,這種情況一會產生輥鍛工序費用,二會降低生產節(jié)拍,增加不必要的成本。
用料占整個產品成本的70%以上,是最需要控制的一個項目。用料過多材料利用率低,成本增加;用料過少產品成形困難(如出現(xiàn)鍛件充型不滿等),生產出來的產品質量表現(xiàn)差,輕則批量返工,重則導致產品批量報廢。
從產品評審這個階段開始,曲軸鍛件的質量和成本就開始顯現(xiàn)了,合理的產品結構設計、鍛造工藝、用料是保證高質量和低成本的基礎。產品評審的原則就是具體情況具體分析,實事求是。
開發(fā)設計
曲軸鍛件開發(fā)設計是由圖紙轉換到專業(yè)軟件設計的應用階段,使用二維制圖軟件(如CAD 軟件)繪制產品圖紙,使用三維建模軟件(如CATIA、UG 軟件)設計模具造型,使用專業(yè)的仿真軟件(如FORGE、DEFORM 軟件)模擬分析鍛造過程。
鍛造產品開發(fā)設計是一個集經(jīng)驗與專業(yè)軟件相結合的工作,技術人員的經(jīng)驗可以避免出現(xiàn)過的問題重發(fā);設計是產品的質量源頭,投入運用合理的專業(yè)軟件才能設計出高質量的產品,如專業(yè)的仿真軟件可以模擬曲軸鍛件整個成形過程中金屬的流動情況、模具載荷、溫度場、等效應力應變場等信息,根據(jù)模擬結果對模具結構進行優(yōu)化設計,為實際生產提供理論依據(jù)和指導,增加容錯率。
模具制造
模具是曲軸鍛件從理論設計到產品實物實現(xiàn)的載體,好的模具才能制造出好的產品。模具制造大體分為三個階段:模具模塊處理→模具加工→模具表面處理。
模具可分為一體式模具(圖1,新模具模塊加工出外形與型腔)和組合式模具(圖2,新模具模塊型腔部分掏空,堆焊填充復合材料,再加工出外形與型腔)兩種類型。現(xiàn)在大部分鍛造模具都是組合式模具,因為在鍛造生產過程外形部分與型腔部分受力不同,組合式模具既可以降低模具的成本,又可以提高模具的壽命。

圖1 一體式模具示意圖

圖2 組合式模具示意圖
曲軸鍛件的尺寸直接與模具加工精度相關,模具加工精度越高曲軸鍛件的質量也會有一定程度的提高,但高精度加工意味著高加工成本,因此在模具制造過程中需要同時兼顧質量與成本,在滿足鍛件質量要求前提下降低加工成本。
熱模鍛模具工作條件極其惡劣,在承受冷熱交替的復雜工況下,模具表面會出現(xiàn)磨損、疲勞裂紋等老化狀況。為了提高模具本身質量,模具需要進行表面處理(如QPQ),增加耐磨層可以大幅度提高模具表面的耐磨性、抗蝕性,而模具型腔幾乎不發(fā)生變形(不影響精度),在保證鍛件質量的同時大幅度增加模具的壽命,達到降低成本的目的。
鍛造生產
曲軸鍛件熱模鍛壓力機模鍛成形工藝流程具體為原材料入庫檢驗→下料→加熱→去氧化皮→輥鍛→模鍛(壓彎、預鍛、終鍛)→切邊→熱校正→調質(控溫冷卻)→初拋丸→探傷→外觀修整→終檢→復拋丸→防銹→包裝→入庫→出庫。
上述工藝過程需要特別說明的是:
⑴輥鍛工序、模鍛壓彎工序和熱校正工序不是必須工序,部分曲軸鍛件鍛造成形不需要,主要是與產品結構、要求相關;
⑵調質鋼選擇調質工序,非調質鋼適用控溫冷卻工序,要根據(jù)曲軸鍛件的材質選擇適合的工藝。
鍛造生產過程管控
鍛造生產的關鍵在于過程管控,過程不管控,員工操作無規(guī)定、無標準,設備參數(shù)無標準,物料使用混雜,檢測方法不一致,產品質量無法保證,也就意味著成本的不可控。
所以要想不斷提升產品的質量,就必須從過程開始管控,包括設計質量、采購質量、生產質量、倉儲質量、運輸質量等,設計部門相當于立法部門,采購、生產、倉儲、運輸部門相當于執(zhí)行部門,質量部門相當于執(zhí)法監(jiān)督部門,產品質量取決于過程的管控而不是等到事后檢驗控制,即使事后全檢,也只能是判斷符合與不符合而已,完全提升不了產品的質量,對降低成本也毫無幫助。
曲軸鍛件的鍛造生產涵蓋很多道工序,從原材料的入庫檢驗直到曲軸鍛件的出庫,每道工序都關乎著產品的質量,與產品成本直接掛鉤,以下列舉一些鍛造生產過程需要注意的事項(包括但不僅限于),供參考探討。
⑴原材料成分偏差不合格直接影響曲軸鍛件的性能,性能不滿足要求可能會導致斷軸(圖3),造成嚴重的質量事故,因此不合格的原材料禁止使用。

圖3 曲軸斷軸
⑵使用錯誤材質的原材料生產輕則造成批量產品報廢(圖4),重則產品發(fā)給客戶加工裝機,流轉至市場,涉及批量召回,造成嚴重的經(jīng)濟損失。

圖4 曲軸批量報廢
⑶去氧化皮工序是控制曲軸鍛件表面質量的重要工序,去氧化皮工序失控或無效都會降低鍛件表面質量,而形成各種表面缺陷(如氧化坑,見圖5),輕微表面缺陷的鍛件需要返工處理合格才能正常流轉,表面缺陷嚴重的鍛件有可能因加工余量不足(圖6)而導致報廢。為提高產出效率和控制生產成本,鍛造生產過程必須定期定量檢查工件表面,確認去氧化皮工序的有效性。

圖5 曲軸鍛件氧化坑

圖6 加工余量不足
⑷石墨是鍛造生產不可缺少的輔材,在模鍛工序過程使用。石墨濃度過小會影響工件的脫模效果,也不利于金屬流動造成鍛件充型不滿(圖7)等缺陷,同時也會加快模具磨損(圖8),降低模具壽命,因此石墨的配比非常重要。
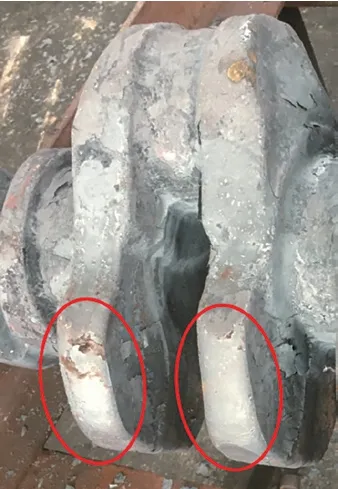
圖7 充型不滿

圖8 模具磨損
⑸拋丸工序也是控制曲軸鍛件表面質量的一環(huán),拋丸質量差會影響曲軸鍛件的防銹效果(鍛件易生銹導致客戶投訴,見圖9)。拋丸設備運行是否正常、鋼丸大小是否合適、拋丸時間是否合理,都需要明確的規(guī)范和監(jiān)控。
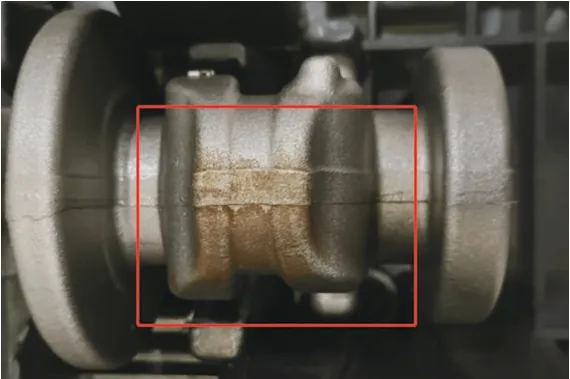
圖9 曲軸生銹
⑹曲軸鍛件厚度尺寸一致性差,機加工容易出現(xiàn)黑皮(圖10)導致報廢;直線度一致性差,機加工容易出現(xiàn)動平衡無法去重報廢(圖11);縱向尺寸一致性差,機加工容易出現(xiàn)平破(去重孔鉆穿平衡塊)報廢(圖12)。平穩(wěn)的中頻加熱溫度、適用的工裝夾具、健康的生產設備都是保證鍛件尺寸一致性的前提。
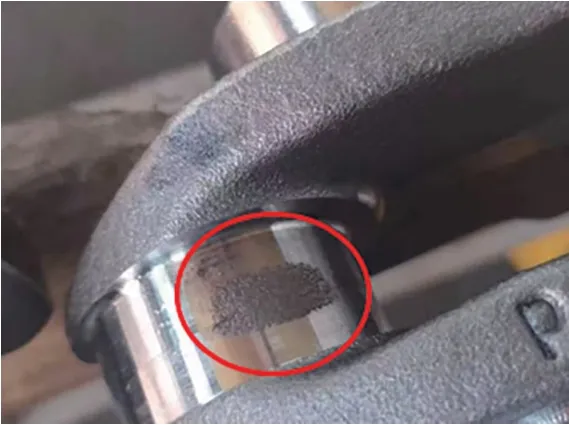
圖10 曲軸加工黑皮

圖11 曲軸動平衡超重
結束語
對于任何企業(yè)來說,滿足產品質量要求是前提,如果產品應該保證的質量都達不到,必然會產生修復或整改費用,低成本就成為了一句空談;反過來說,過度、無休止的追求質量會提高成本,就違背了成本控制的最初目標。最優(yōu)解應是在追求合格產品的基礎上,做好成本控制,減少浪費,達到企業(yè)和社會效益的最佳狀態(tài)。
本文對熱模鍛壓力機模鍛成形工藝下曲軸鍛件的質量與成本進行了探討,希望其中的一些觀點能為該領域的鍛造企業(yè)提供新思路,并以此不斷開拓創(chuàng)新,做品質卓越的領航者。
猜你喜歡
河南電力(2021年5期)2021-05-29 02:10:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電影(2018年12期)2018-12-23 02:18:48
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
俄羅斯問題研究(2012年1期)2012-03-25 09:54:48
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
