K644 鈷基合金釬焊接頭組織與性能
2024-03-01 03:27:02劉保俠
焊接 2024年2期
劉保俠
(國家管網(wǎng)集團(tuán)北方管道有限責(zé)任公司壓縮機(jī)組維檢修中心,河北 廊坊 065000)
0 前言
K644 鈷基鑄造高溫合金具有較高的高溫強(qiáng)度、良好的抗蠕變性能和優(yōu)異的抗熱疲勞、耐熱腐蝕性能,被廣泛用于制作工作溫度900 ℃以下的燃?xì)廨啓C(jī)導(dǎo)向葉片[1]。作為承受溫度最高的發(fā)動機(jī)部件,導(dǎo)向葉片在使用過程中長期受到熱沖擊、燃?xì)飧g及振動載荷的作用,易出現(xiàn)燒蝕及裂紋等缺陷,這嚴(yán)重影響了發(fā)動機(jī)的使用壽命[2]。真空釬焊具有操作簡單,形狀和尺寸適應(yīng)性好,可實(shí)現(xiàn)批量修復(fù)等優(yōu)點(diǎn)[3-5],其通過在真空環(huán)境中對裝填釬料的葉片進(jìn)行加熱,利用真空環(huán)境的去膜等作用,使釬料潤濕鋪展,最終形成致密的焊縫[6],已被應(yīng)用于單晶、定向、等軸晶高壓渦輪導(dǎo)向葉片的連接及修復(fù)[7-10]。該研究采用Co-Cr-Ni-W-Al-Ti 系釬料對K644 合金進(jìn)行了釬焊試驗(yàn),對釬焊接頭的顯微組織進(jìn)行了觀察與分析,并研究了保溫時(shí)間對釬焊接頭組織及性能的影響,為實(shí)現(xiàn)K644 合金的優(yōu)質(zhì)連接及燃機(jī)導(dǎo)向葉片釬焊修復(fù)提供數(shù)據(jù)參考和試驗(yàn)基礎(chǔ)。
1 試驗(yàn)材料、方法與設(shè)備
試驗(yàn)材料為K644 鈷基鑄造高溫合金,其主要成分見表1。該合金以碳化物為主要強(qiáng)化相,其鑄態(tài)微觀組織為γ 固溶體基體上分布著骨架狀和塊狀的M23C6,M3C2,M7C3等碳化物相,其中初生碳化物相M3C2和M7C3在高溫下不穩(wěn)定,會轉(zhuǎn)變?yōu)榧?xì)小的顆粒狀M23C6相,同時(shí)有微量的M6C 碳化物析出,而M23C6相會與γ 基體形成共晶結(jié)構(gòu),在高溫下較為穩(wěn)定,會對基體產(chǎn)生沉淀強(qiáng)化作用[11]。采用的釬料為Co-Cr-Ni-W-Al-Ti 系釬料,該釬料添加有Al,Ti,W,Mo 和Ta等強(qiáng)化元素,僅以B 元素為降熔元素,不含Si 元素,熔化溫度為1 148~1 180 ℃。

表1 K644 合金化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
采用線切割在母材上切取45 mm×25 mm×3 mm的試板,對試板進(jìn)行機(jī)械打磨直至露出清潔的待焊表面,使用丙酮清洗待焊表面后將2 塊試板對接放置,中間采用0.1 mm 厚的純鎳箔作為間隙片對試板接頭間隙進(jìn)行控制,使用儲能點(diǎn)焊機(jī)將試板點(diǎn)焊固定后,在接頭處裝填膏狀釬料。裝配完畢后,將試板放置于HHVB669S 型真空釬焊爐中進(jìn)行真空釬焊,以10 ℃/min 的升溫速率升至1 220 ℃,保溫時(shí)間分別為15 min,30 min,60 min 和120 min,保溫結(jié)束后隨爐冷卻至200 ℃以下出爐,爐內(nèi)真空度全程優(yōu)于5×10-2Pa。釬焊結(jié)束后,將試板加工成圖1 所示試樣進(jìn)行高溫持久性能測試,試驗(yàn)標(biāo)準(zhǔn)為HB 5150—1996《金屬高溫拉伸持久試驗(yàn)方法》。釬焊接頭經(jīng)線切割、拋磨和腐蝕后采用掃描電鏡和能譜分析儀進(jìn)行微觀組織觀察與物相成分分析。

圖1 接頭持久壽命試樣
2 結(jié)果與分析
2.1 釬焊接頭顯微組織
在1 220 ℃保溫15 min 條件下獲得的釬焊接頭的顯微組織如圖2 所示,通過對其背散射形貌進(jìn)行觀察可以發(fā)現(xiàn),Co-Cr-Ni-W-Al-Ti 系釬料實(shí)現(xiàn)了K644 合金的良好連接。釬縫為典型的共晶組織形貌,主要由灰色的固溶體、淺灰色及白色的粗大骨架狀化合物相、白色的不規(guī)則狀化合物相和釬縫與母材界面處彌散分布的白色顆粒狀化合物相組成。這是由于選擇的釬料與母材的成分近似,釬焊過程以元素的相互擴(kuò)散和母材向釬料的熔解為主。在保溫過程中,釬料中的降熔元素B 在濃度梯度的作用下向母材中擴(kuò)散,導(dǎo)致臨近釬料的母材熔點(diǎn)降低,隨著母材的不斷熔解,釬料中的B 元素占比不斷減小,當(dāng)B 元素減小至一定比例后,釬料液相線的溫度超過釬焊溫度,釬料開始凝固,由于接近母材的釬料所含的B 元素最少,所以,釬料首先沿母材表面形核,最終形成峰巒狀的固溶體初晶,而過飽和的金屬及非金屬元素如Cr,W,B,C 等被排擠到釬縫中央及晶界上,形成了大量具有復(fù)雜形貌的化合物相。
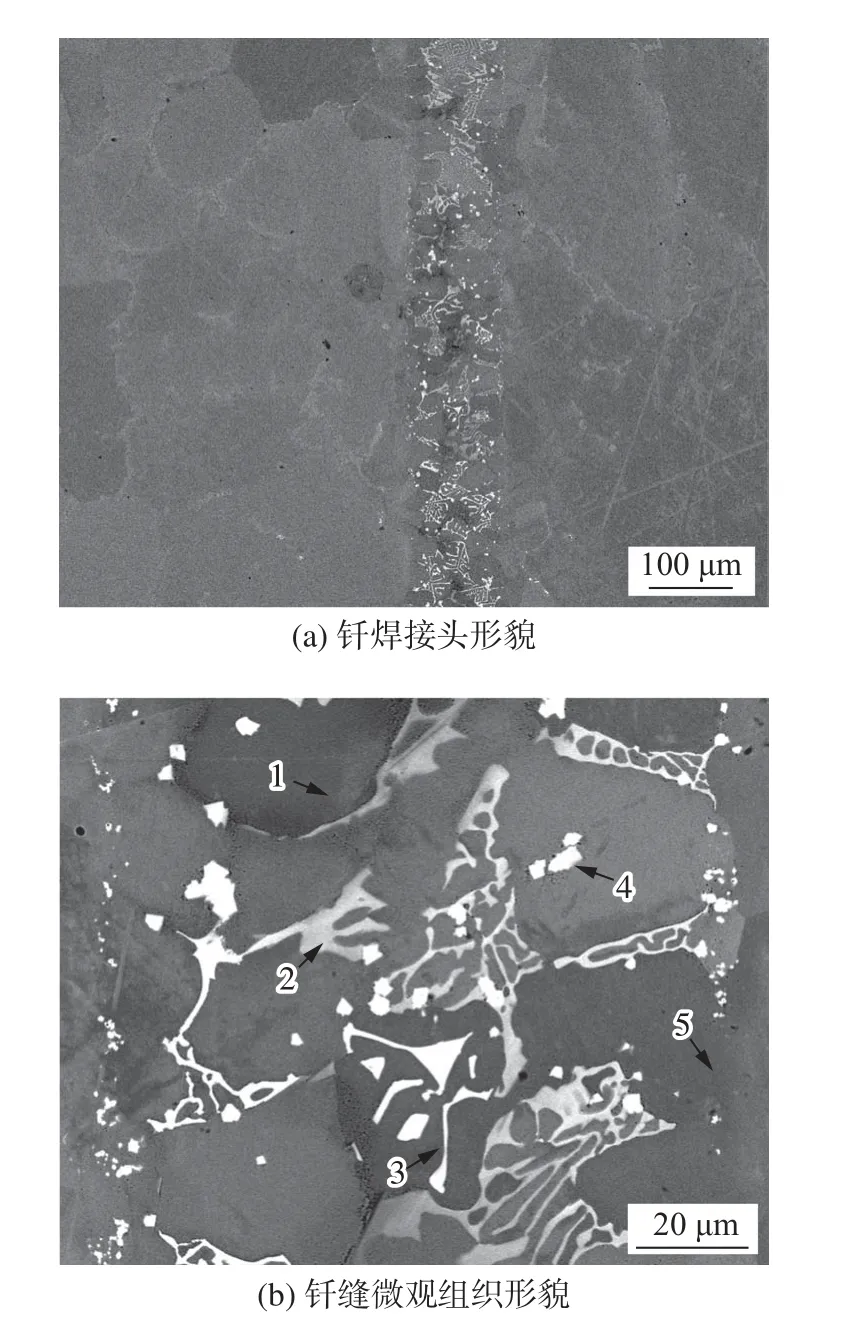
圖2 1 220 ℃/15 min 釬焊接頭背散射形貌
采用能譜分析儀對上述釬焊接頭進(jìn)行了元素面分布分析,結(jié)果如圖3 所示,可以看出Ti,Cr,Mo,Ta和W 元素呈明顯的區(qū)域性分布,其中灰色固溶體的主要成分為Co,Ni 和Cr 元素,淺灰色骨架狀化合物相的主要成分為Cr 元素,白色骨架狀化合物相的主要成分為Mo 和W 元素,白色不規(guī)則狀和顆粒狀化合物相的主要成分為Ti,Ta 和W 元素。

圖3 釬焊接頭元素面分布
為了進(jìn)一步分析化合物相的成分,采用能譜分析儀對圖2(b)所示的化合物相進(jìn)行了分析,結(jié)果見表2。可以看出,灰色固溶體1 的主要元素為Co,Ni 和Cr元素,由于Co 和Ni 元素可以無限固溶,因此應(yīng)為富Cr 的Ni-Co 固溶體;淺灰色骨架狀化合物相2 含有較多的Cr 元素,應(yīng)為富Cr 的硼化物相,結(jié)合之前的研究[12],推測其為CrB 相;白色骨架狀化合物相3 的Cr元素含量同樣較高,且含有較多的Co 和W 元素,應(yīng)為富Cr 的(Cr,Co,W)3B2相[13],由于其Co,W 元素的比例增加,所以呈白色;白色不規(guī)則狀化合物相4 的主要元素為Ti,Ta 和W 元素,應(yīng)該是Ti,Ta,W 元素和母材中的C 元素反應(yīng)生成的MC 型碳化物相[14-15],釬縫與母材界面處彌散分布的白色顆粒狀化合物相5的元素含量與白色不規(guī)則狀化合物相4 類似,應(yīng)同樣為富含Ti,Ta 和W 元素的MC 型碳化物相,但是由于Ta 和W 元素的擴(kuò)散能力較弱,因此,其Ta,W 元素比例較低。
2.2 不同釬焊保溫時(shí)間下的接頭組織演變
在1 220 ℃保溫30 min,60 min 和120 min 條件下獲得的釬焊接頭的顯微組織如圖4 所示。可以看出不同保溫時(shí)間下釬縫的組織與形貌特征相似,均由固溶體初晶、骨架狀化合物相和不規(guī)則狀化合物相組成。當(dāng)保溫時(shí)間較短時(shí),釬縫中化合物相的比例較高,且骨架狀化合物相的尺寸粗大;隨著保溫時(shí)間的延長,元素的熔解與擴(kuò)散能力增強(qiáng),釬縫變寬,化合物相的總量減少,骨架變細(xì)。當(dāng)保溫時(shí)間達(dá)到120 min 時(shí),釬縫兩側(cè)部分區(qū)域的固溶體初晶生長至相互連接,接頭處出現(xiàn)了明顯的元素?cái)U(kuò)散區(qū),此外,釬縫中的淺灰色骨架狀化合物相基本消失。對保溫120 min(圖4(f))時(shí)白色骨架狀化合物相的成分進(jìn)行了分析,發(fā)現(xiàn)其組成元素主要為Cr,Co 和W 元素,應(yīng)為富Cr 的(Cr,Co,W)3B2相(見表3)。但與保溫15 min 時(shí)的化合物相相比,其元素含量出現(xiàn)了明顯的變化,其中Cr,W 元素的含量介于淺灰色骨架狀化合物相2 和白色骨架狀化合物相3 之間,Co 元素的含量出現(xiàn)了升高。這主要是因?yàn)楸貢r(shí)間較短時(shí),Cr,W 等元素來不及擴(kuò)散即在冷卻過程中析出,導(dǎo)致釬縫內(nèi)形成了成分相差較大的2 種化合物相;隨著保溫時(shí)間的增加,液相中的Cr,W 等元素發(fā)生了充分的均勻化擴(kuò)散,各區(qū)域化合物相的成分趨于一致,且降熔元素B 的持續(xù)擴(kuò)散使得Co 元素含量較高的母材大量熔解并參與到均勻化擴(kuò)散中,釬縫內(nèi)各區(qū)域的骨架狀化合物相最終轉(zhuǎn)變?yōu)槌煞只疽恢碌?Cr,Co,W)3B2相。

圖4 1 220 ℃下不同保溫時(shí)間的釬縫組織

表3 1 220 ℃/120 min 釬焊接頭組織化學(xué)成分(原子分?jǐn)?shù),%)
對不同保溫時(shí)間下釬縫內(nèi)的γ′相進(jìn)行了觀察,結(jié)果如圖4(f)和圖5 所示。可以發(fā)現(xiàn),保溫15 min 時(shí),接頭僅化合物相附近的固溶體初晶內(nèi)存在少量γ′相,其尺寸與分布較不均勻;當(dāng)保溫時(shí)間延長至120 min時(shí),固溶體初晶內(nèi)和化合物相骨架間的γ′相含量出現(xiàn)了明顯的升高,γ′相的尺寸輕微增大,且形狀與分布更加均勻。這主要是由于γ′相的含量和形態(tài)與γ′形成因子Σ(Al+Ti+Nb+Ta+V+Zr+Hf+1/2W)%(原子分?jǐn)?shù))相關(guān);當(dāng)保溫時(shí)間較短時(shí),釬料中的Al,Ti 等元素來不及擴(kuò)散,僅在化合物相附近的固溶體初晶內(nèi)形成了少量γ′相;隨著保溫時(shí)間的延長,元素的擴(kuò)散能力增強(qiáng),固溶體初晶內(nèi)和化合物相骨架間的Al,Ti 等元素的含量不斷增加,γ′相的形成因子增大,且隨著擴(kuò)散時(shí)間的增加,Al,Ti 等元素的濃度梯度減小,所以,在保溫120 min 下,接頭固溶體初晶內(nèi)和化合物相骨架間的γ′相含量明顯升高,形狀與尺寸變得更加均勻。
2.3 釬焊保溫時(shí)間對接頭性能的影響
對不同保溫時(shí)間下的釬焊試樣及隨爐母材試樣進(jìn)行了高溫持久性能測試,試驗(yàn)溫度為815 ℃,釬焊試樣的初始應(yīng)力為60 MPa,持久壽命每增加100 h,試驗(yàn)應(yīng)力增加15 MPa,直至試樣斷裂,母材試樣的試驗(yàn)應(yīng)力為150 MPa,持久壽命超過100 h 后加力拉斷,每種參數(shù)均選取了3 個(gè)釬焊試樣和3 個(gè)母材試樣進(jìn)行試驗(yàn),試驗(yàn)結(jié)果如圖6 所示。所有釬焊試樣均斷裂在釬縫位置,所以釬縫仍為接頭的薄弱區(qū)域。可以看出,當(dāng)保溫時(shí)間為15 min 時(shí),試樣的平均高溫持久壽命為116 h 56 min;隨著保溫時(shí)間的增加,試樣的高溫持久壽命先輕微降低至101 h 1 min 然后持續(xù)增加;當(dāng)保溫時(shí)間增加至120 min 時(shí),試樣的高溫持久壽命達(dá)到了該試驗(yàn)的最佳值,平均值為487 h 21 min,相當(dāng)于母材(815 ℃/150 MPa/100 h)的78.74%。而母材試樣的平均高溫持久壽命在保溫時(shí)間達(dá)到60 min 時(shí),出現(xiàn)了明顯的降低;當(dāng)保溫時(shí)間增加至120 min 時(shí),母材的高溫持久壽命進(jìn)一步降低至87 h 50 min,這表明釬焊熱循環(huán)對母材的高溫持久壽命產(chǎn)生了一定的不良影響,因此釬焊保溫時(shí)間不宜進(jìn)一步延長。釬縫內(nèi)脆性化合物相的含量,尺寸及分布是影響接頭力學(xué)性能的主要因素,脆性化合物相的含量越高,尺寸越大,分布越連續(xù),則接頭的性能越低。在高溫持久過程中,由于化合物相的線膨脹系數(shù)與硬度等與基體相差較大,兩者間的變形無法協(xié)調(diào),因此在溫度及應(yīng)力的作用下,化合物相與基體界面處易成為裂紋的萌生與擴(kuò)展區(qū)域,且釬縫中硼化物的初熔溫度較低,容易出現(xiàn)熱脆,這導(dǎo)致釬縫在高溫下易成為接頭的薄弱部位。當(dāng)保溫15 min 時(shí),由于保溫時(shí)間較短,脆性化合物相形成元素B 來不及擴(kuò)散,在釬縫中心形成了大量富Cr,Co 和W 的粗大骨架狀硼化物相,與塊狀或條狀的化合物相相比,骨架狀化合物相更易產(chǎn)生應(yīng)力集中,促使共晶界面處微孔萌生,大量微孔聚集長大形成裂紋,將加速持久過程中的失效斷裂。因此,保溫15 min 時(shí),釬焊接頭的高溫持久壽命較低;當(dāng)保溫時(shí)間延長至30 min 時(shí),B 元素僅向母材中少量擴(kuò)散,脆性化合物相的含量基本沒有減少,且由于脆性化合物相合并長大,其分布變得連續(xù),為裂紋的擴(kuò)展提供了沿晶通道,反而導(dǎo)致接頭的性能出現(xiàn)降低。隨著保溫時(shí)間的進(jìn)一步增加,B 元素向母材中擴(kuò)散的量逐漸增加,釬縫中化合物相的含量明顯降低,組織均勻程度增加,且釬縫兩側(cè)部分區(qū)域的固溶體初晶生長至相互連接,形成“隔離島”,阻礙了裂紋的擴(kuò)展,因此接頭的高溫持久壽命不斷提高。此外,隨著保溫時(shí)間的增加,Al,Ti,Co,Ni 等元素出現(xiàn)了不同程度的擴(kuò)散,其中Al 和Ti 的擴(kuò)散使得釬縫內(nèi)形成了大量彌散分布的規(guī)則γ′相,對釬縫起到了高溫強(qiáng)化作用[16],而隨著高Co/Ni 比的基體中Co 和Ni 向釬縫中的擴(kuò)散,釬縫內(nèi)的Co/Ni 比不斷提高,不僅提高了接頭的強(qiáng)度、塑性及抗氧化性,還降低了裂紋的生長速率[17],進(jìn)一步提高了接頭的高溫持久壽命。
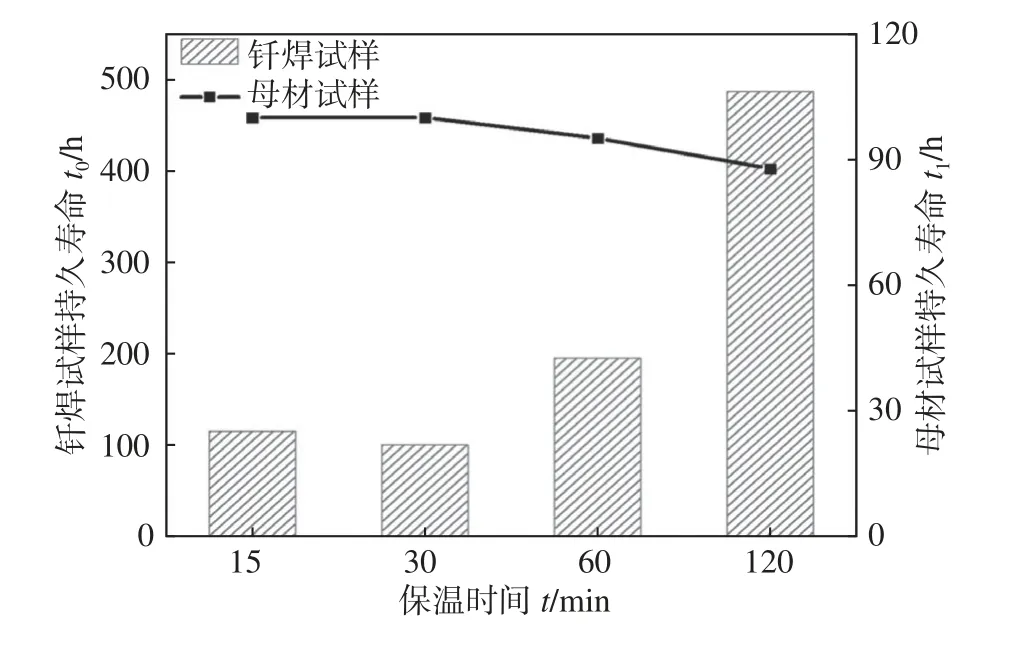
圖6 不同保溫時(shí)間下釬焊及母材試樣的高溫持久壽命
3 結(jié)論
(1)采用Co-Cr-Ni-W-Al-Ti 系釬料可實(shí)現(xiàn)K644合金的良好連接,1 220 ℃/15 min 工藝條件下獲得的釬縫主要由灰色的Ni-Co 固溶體、淺灰色的CrB 型骨架狀硼化物相,白色的(Cr,Co,W)3B2型骨架狀硼化物相,白色的富Ti,Ta 和W 的不規(guī)則狀和彌散分布顆粒狀的MC 型碳化物相組成。
(2)隨著保溫時(shí)間的增加,釬焊接頭的元素?cái)U(kuò)散能力增強(qiáng),釬縫變寬,化合物相的總量減少,骨架變細(xì),各區(qū)域的組織成分趨于一致,淺灰色的CrB 相與白色的(Cr,Co,W)3B2相轉(zhuǎn)變?yōu)橥环N化合物相,固溶體初晶內(nèi)和化合物相骨架間的γ′相含量升高,形狀與尺寸更加均勻。
(3)在1 220 ℃/120 min 釬焊工藝下獲得的接頭性能最佳,其815 ℃/60 MPa 初始應(yīng)力條件下的持久壽命平均值達(dá)到了487 h 21 min。
