大凸緣法蘭成形方案和模具設計
2024-03-13 08:58:48劉五一郭喜祿
模具工業 2024年2期
劉五一,郭喜祿
(陜西烽火通信集團有限公司,陜西 寶雞 721006)
0 引言
一般帶凸緣法蘭零件的傳統成形方案為拉深、脹形和鐓壓,能否采用與傳統成形方案相反的成形即縮口,成形滿足要求的零件,以下介紹2種成形工藝方案的模具結構并進行對比,以確定其應用范圍。
1 零件結構
某車型安裝法蘭如圖1 所示,三維結構如圖2所示,直徑為φ82.5 mm 的圓柱面,零件底部有φ96 mm 的大凸緣,屬于典型的脹形拉深件,零件的主要成形工序為拉深、脹形和沖孔。

圖1 法蘭結構

圖2 三維結構
零件材料為DC04,料厚為1.5 mm,抗拉強度σb≥270 MPa,屈服強度σs為130~210 MPa,含碳量≤0.08%,材料綜合性能較好。零件的尺寸公差要求一般,未注公差為GB/T 13914-2013,成形沖壓件尺寸公差為FT9,精度屬于中等。
零件成形的難點是拉深和脹形,這2 道工序成形后零件如圖3所示。

圖3 法蘭沖孔前結構
2 零件成形工藝方案
成形法蘭零件的傳統方案是按圓筒外徑φ82.5 mm 拉深,然后脹形和鐓壓,現嘗試用相反的工藝方案成形,即按法蘭凸緣最大外徑略小的外圓進行拉深,然后縮口和鐓壓。
2.1 傳統成形工藝方案
傳統成形工藝方案:①拉深成形為與零件圓柱面直徑相同的圓筒形件,如圖4(a)所示;②脹形,如圖4(b)所示;③鐓壓和整形,如圖4(c)所示。

圖4 傳統成形工藝
2.2 新成形工藝方案
新成形工藝方案:①拉深成形為比零件圓柱面大但比凸緣直徑小的圓筒形件,如圖5(a)所示;②縮口,如圖5(b)所示;③縮口整形,如圖5(c)所示;④鐓壓和整形(見圖4(c))。

圖5 新成形工藝
3 模具設計
3.1 傳統成形工藝模具設計
3.1.1 拉深模設計
傳統成形工藝拉深模結構如圖6所示。
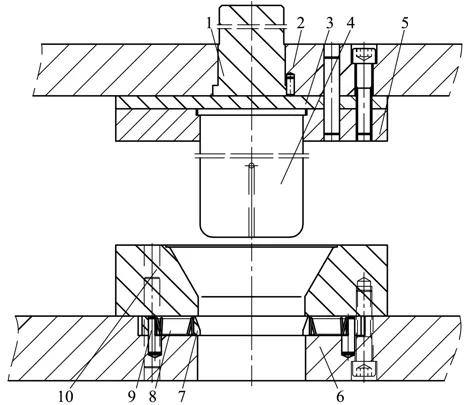
圖6 拉深模結構
法蘭零件經計算拉深毛坯尺寸為φ134 mm,公差±0.1 mm,厚度為1.5 mm。
材料相對厚度為:
其中,t為材料厚度,mm;D為毛坯外徑,mm。
根據材料相對厚度查《冷壓沖模設計》:低碳鋼不使用壓邊圈時第1 次拉深系數:當t/D×100=1 時,m1=0.75;當t/D×100=1.5 時,m1=0.65,法蘭拉深系數為=0.6,小于低碳鋼不使用壓邊圈時第1 次拉深系數0.65,所以該拉深模要設計壓邊圈。
采用壓邊圈的拉深模第1 次拉深系數:當1 由上述分析可知,原則上通用圓柱面凹模結構的拉深模必須設置壓邊圈(壓板)。在拉深前和拉深過程中,首先通過拉深凹模和壓邊圈給毛坯的兩大面施加適當的壓邊力,防止毛坯起皺及拉深時底部開裂。 如果采用錐形凹模結構的拉深模,當d1/d2=0.6,t/D×100=1 時,m1=0.58;當d1/d2=0.6,t/D×100=1.5 時,m1=0.56,其中,d1為凹模錐形部分下端直徑,mm;d2為凹模錐形部分上端直徑,mm。 由上述分析可知,如采用錐形凹模的拉深模可以不設置壓邊圈,即可一次拉深完成,為了簡化模具結構,采用錐形凹模結構。成形法蘭的拉深模采用正裝結構,拉深完成后拉深凸模4 繼續向下運動使拉深件的口部低于卸料板7 的下端面,這時拉深件包裹住拉深凸模4,壓力機滑塊返程時拉深凸模4向上運動,拉深件被卸料板7 擋住而從拉深凸模4上卸下。 3.1.2 脹形模設計 圖7 脹形模結構 3.1.3 鐓壓與整形模設計 鐓壓與整形模結構如圖8 所示,將脹形后的工序件放在定位塊5 上,對工序件鼓肚進行鐓壓與整形,使2 個料厚的材料重疊。鐓壓與整形結束后推件塊4將成形零件從定位塊5上推出脫模。 圖8 鐓壓與整形模結構 新成形工藝的拉深模結構與傳統成形工藝的拉深模結構相同,其拉深系數比傳統成形工藝的拉深系數大,拉深成形可行。 3.2.1 縮口模設計 圖9 縮口模結構 3.2.2 縮口整形模設計 縮口整形模結構如圖10所示,因為縮口后的工序件縮口根部有較長的錐面,縮口未達到圖紙要求的圓柱面長度,所以需要將一部分錐面繼續縮口整形變為圓柱面。 圖10 縮口整形模結構 該方案的鐓壓與整形模與傳統成形工藝方案的結構一樣。 上述2 種成形法蘭凸緣的方案都可行,傳統成形工藝方案適合于凸緣尺寸較小的零件,新成形工藝方案適合凸緣尺寸較大的零件,2 種方案的成形工藝相反,新成形工藝方案的模具結構相對復雜,比傳統的脹形工序多了一道整形工序,生產成本較高,但相對傳統成形方案模具使用壽命要長。2 種方案的模具都是一次試模成功,成形零件尺寸符合圖紙要求,零件成形質量穩定,生產效率高,取得了良好的經濟效益。

3.2 新成形工藝模具設計


4 結束語
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
