某挖掘機動臂焊縫開裂原因
2024-03-18 03:46:30吳信
理化檢驗(物理分冊) 2024年2期
吳 信
[日立建機(中國)有限公司, 合肥 230601]
動臂是工程機械上工作裝置部分重要的結構件,該零件的可靠性直接影響整臺機械的壽命和質量,也是衡量工程機械制造企業設計與制造能力的標桿。某型號液壓挖掘機上的動臂在使用4 100 h后發生動臂開裂事故,開裂位置為該結構件的中部上方與油缸連接的耳板處,斷裂動臂外觀如圖1所示。該動臂為焊接結構件,主要由二氧化碳氣體保護焊工藝將結構鋼Q235B材料焊接而成。

圖1 斷裂動臂外觀
筆者采用宏觀觀察、化學成分分析、掃描電鏡(SEM)分析、力學性能測試、金相檢驗、有限元分析等方法對動臂開裂原因進行分析,以防止該類問題再次發生。
1 理化檢驗
1.1 宏觀觀察
焊接結構件的體積、質量均較大,故對故障件開裂斷口進行保護,再對其進行火焰分割。對照圖紙對故障件進行斷口復原拼接,并檢查了開裂位置,檢查發現共有3處焊縫裂紋。1號裂紋位于內部隔板與上板的角焊縫處;2號裂紋位于耳板與上蓋板的角焊縫處(左右側均發生開裂);3號裂紋位于側板與上蓋板的角焊縫處(左右側均發生開裂)。從變形量方面進行檢查分析,可見1號裂紋無變形拼接且相對完整,2,3號裂紋左右側對稱,但左側塑性變形比右側明顯。當零件有多處斷裂時,有的部位沒有塑性變形,有的部位有塑性變形,則無塑性變形區域為首先斷裂區。故判斷1號裂紋首先出現,2,3號裂紋為后期的擴展裂紋,同時右側裂紋比左側裂紋出現時間早,最終這些裂紋匯集到母材并發生了快速擴展,形成材料最后的完全撕裂變形,并最終斷裂。裂紋宏觀形貌如圖2所示。
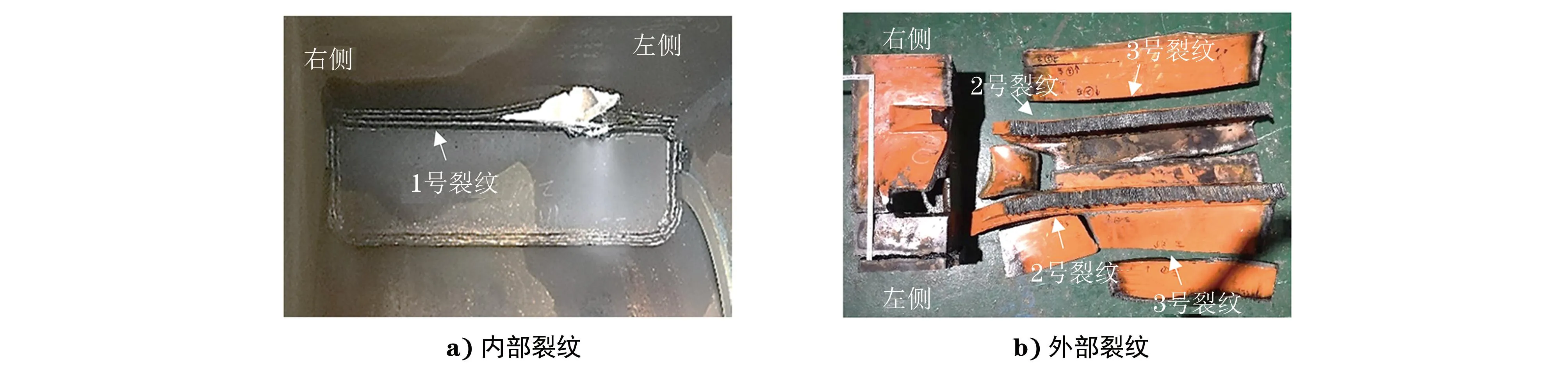
圖2 故障件裂紋宏觀形貌
3個裂紋處斷口宏觀形貌如圖3所示,由圖3可知:1號裂紋斷口表面已經氧化銹蝕,磨損導致斷口平滑,但隱約可見疲勞條紋和脆性斷裂的痕跡;2號裂紋斷面有金屬光澤,大部分為脆性斷口,局部為氧化后的黃黑色;3號裂紋斷口有明顯的扭曲變形,判斷為韌性撕裂,屬于該部件斷裂的擴展區。
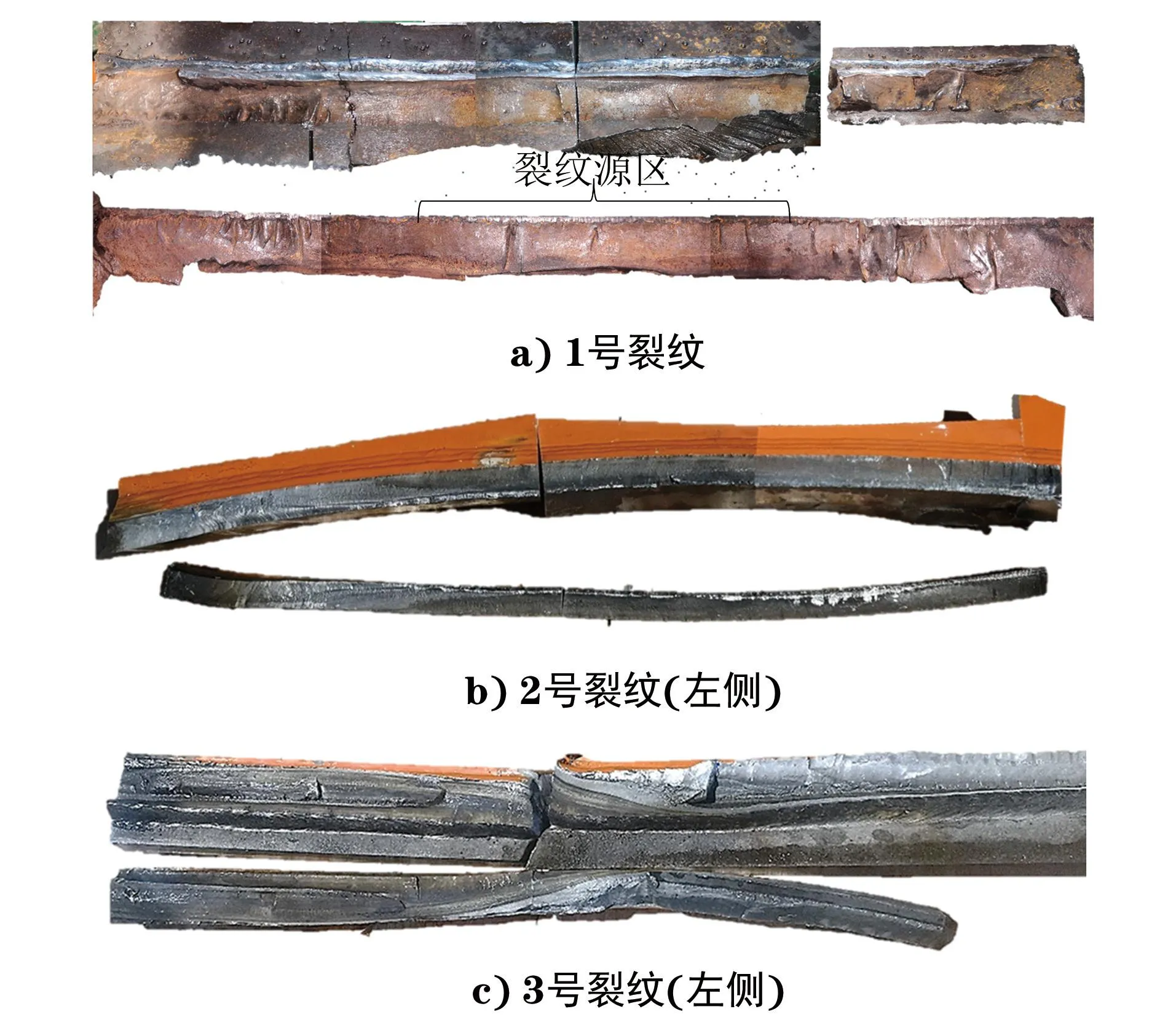
圖3 3個裂紋處斷口宏觀形貌

圖4 1號裂紋源區SEM形貌
1.2 掃描電鏡分析
使用JSM-6510型掃描電鏡對1號裂紋的裂紋源區進行觀察,結果如圖4所示。由圖4可知:焊縫底部存在少量未熔合的孔洞,這些缺陷是疲勞源產生的主要原因;裂紋源邊緣有多處疲勞臺階或脊棱,擴展區有明顯的疲勞條紋和疲勞擦傷痕跡[1]。
1.3 化學成分分析
對開裂動臂原材料進行取樣,將試樣置于直讀光譜儀下觀察,結果如表1所示。由表1可知:開裂動臂原材料的化學成分符合GB/T 700—2006 《碳素結構鋼》對Q235B鋼的技術要求。
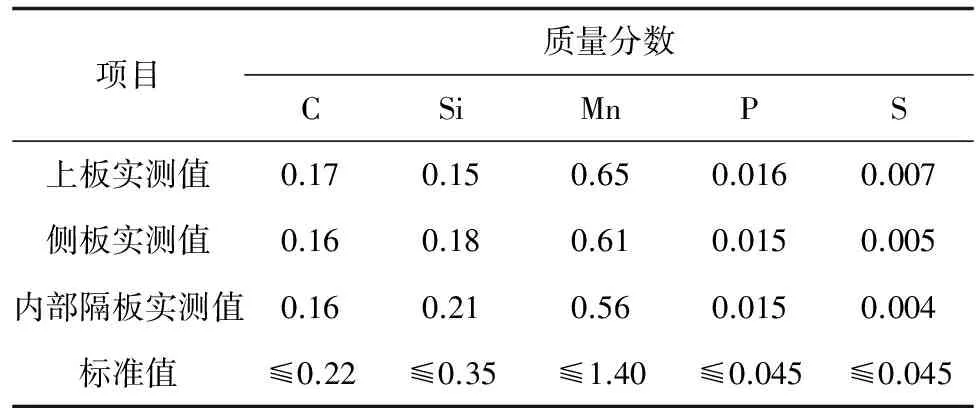
表1 開裂動臂原材料的化學成分分析結果 %
1.4 力學性能測試
從開裂的動臂原材料上取樣,對試樣進行拉伸試驗,結果如表2所示。由表2可知:原材料的各項拉伸性能均符合GB/T 700—2006對Q235B鋼的技術要求。
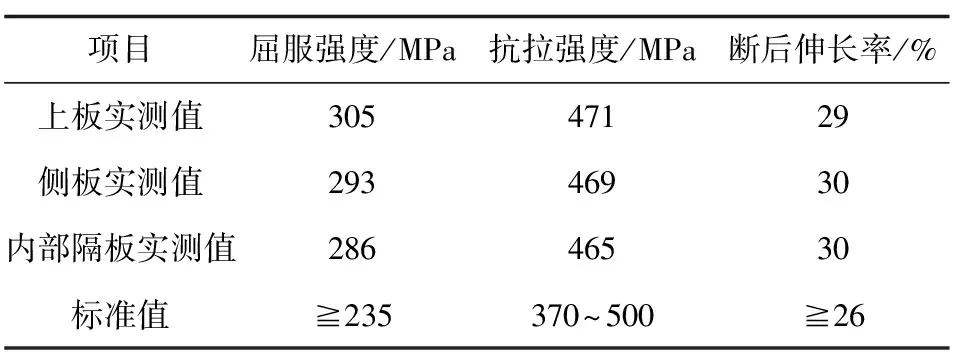
表2 開裂動臂原材料的力學性能測試結果
1.5 金相檢驗
分別在主裂紋(1號裂紋)的裂紋源區截面處截取試樣,再利用體積分數為4%的硝酸乙醇溶液對其進行腐蝕。將試樣置于光學顯微鏡下觀察,結果如圖5所示。由圖5可知:開裂的起始位置為角焊縫底部,且底部存在未熔合缺陷,深度約為4 mm,長度約為15 mm。未熔合缺陷位于焊接母材的坡口邊。
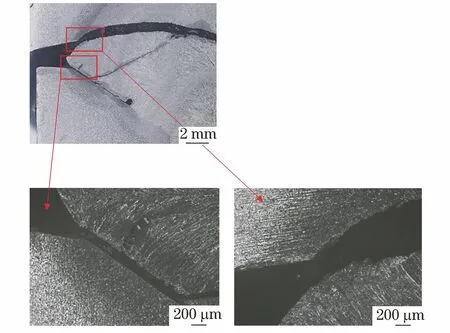
圖5 焊縫顯微組織形貌
根部未焊透缺陷處有尖銳夾角,夾角使該位置具有程度較大的應力集中,該區域容易產生裂紋源[2]。焊縫顯微組織為晶界先共析鐵素體+針狀鐵素體+珠光體,是典型的凝固枝晶狀組織。母材熱影響區組織為帶狀鐵素體+珠光體,整體焊接組織未見異常[3]。
2 有限元模擬
對動臂斷裂部位內部焊縫進行有限元分析,應力分布如圖6所示,模擬結果與1號裂紋部位的應力分析結果相符。當動臂耳板受力時,該位置角焊縫底部應力最大,在循環附加載荷的作用下,這個位置最先出現疲勞裂紋,如果角焊縫存在尖角或缺陷,就會縮短疲勞壽命。
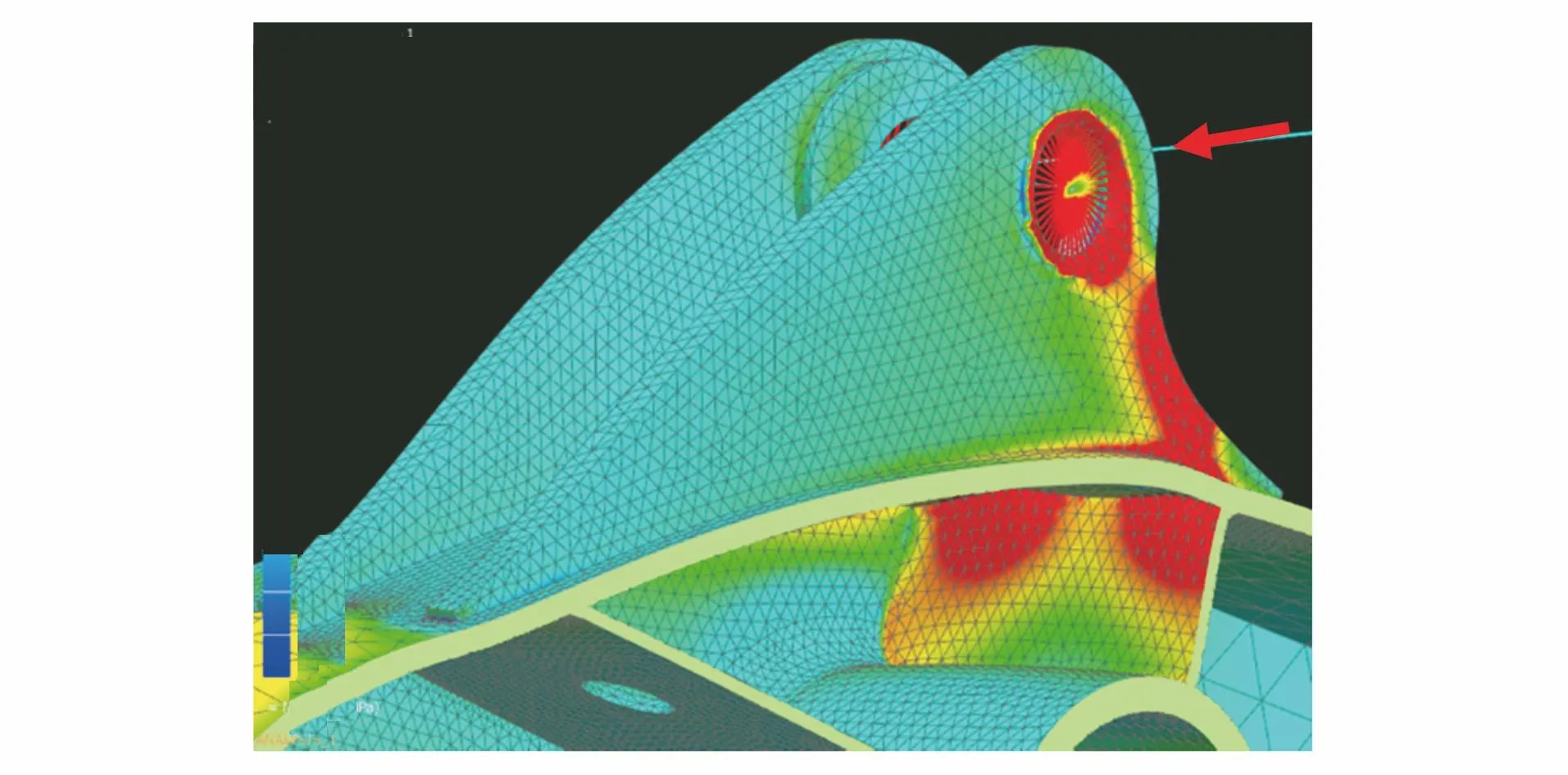
圖6 動臂內部焊縫應力分布
3 焊縫應力測試
通過了解,發現客戶使用的是自行改造的超標準大鏟斗,在使用大鏟斗的情況下,對同批次生產的動臂表面焊縫(2號裂紋)位置進行應力測試。動臂外部焊縫應力測試點位置如圖7所示,測試方法參照GB/T 33941.1—2017 《土方機械結構件應力測試方法 第1部分:通則》。 用動態測試方法采集挖掘機復合動作狀態下角焊縫腳趾兩側的應力數據,發現使用大鏟斗時負載增加,焊縫的腳趾位置應力增大(見圖8),故推斷在循環附加載荷的作用下焊縫處具有開裂風險,且開裂起點位于焊縫腳趾端表面,同故障件2號裂紋開裂起點位置一致。
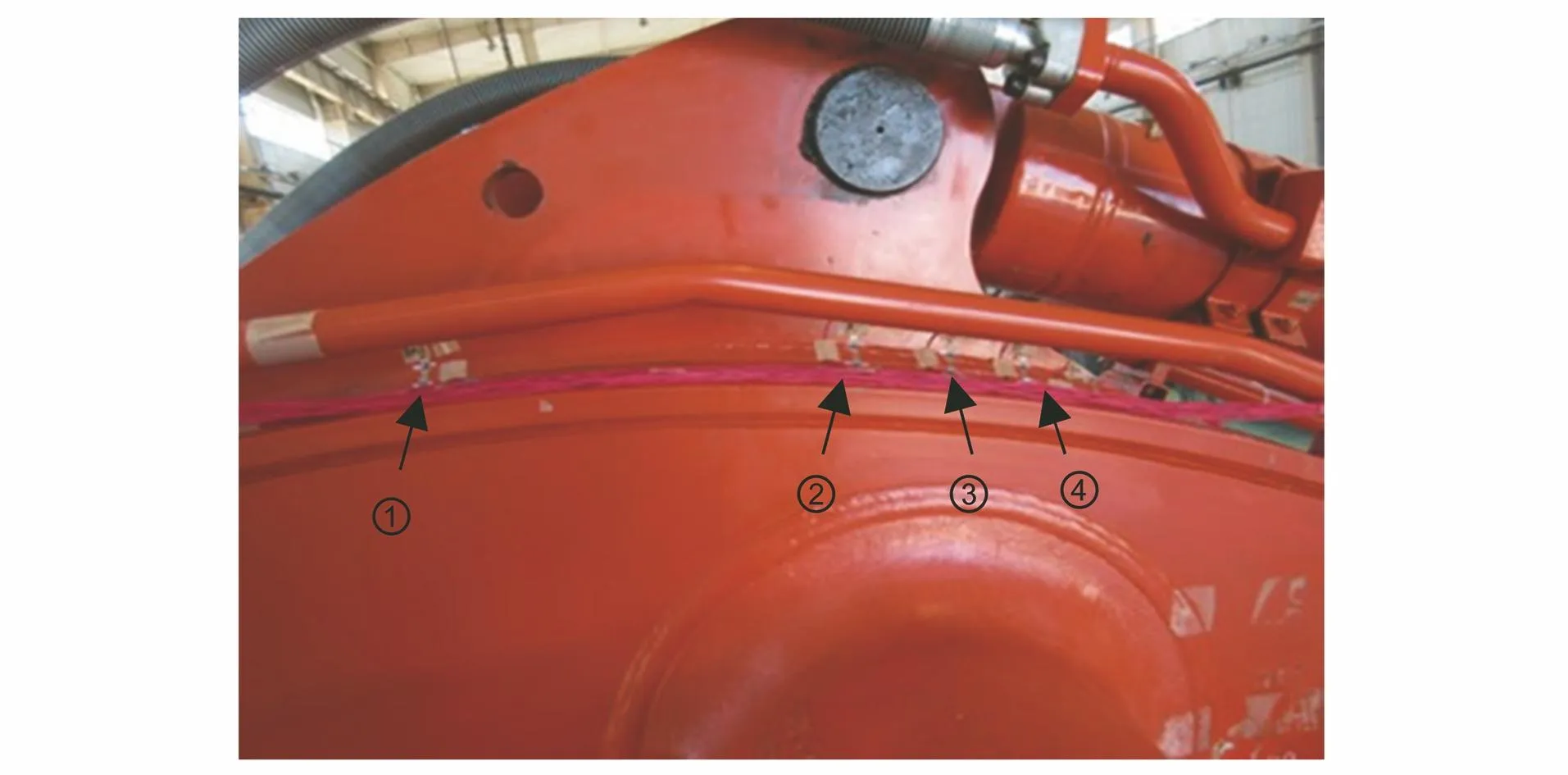
圖7 動臂外部焊縫應力測試點位置
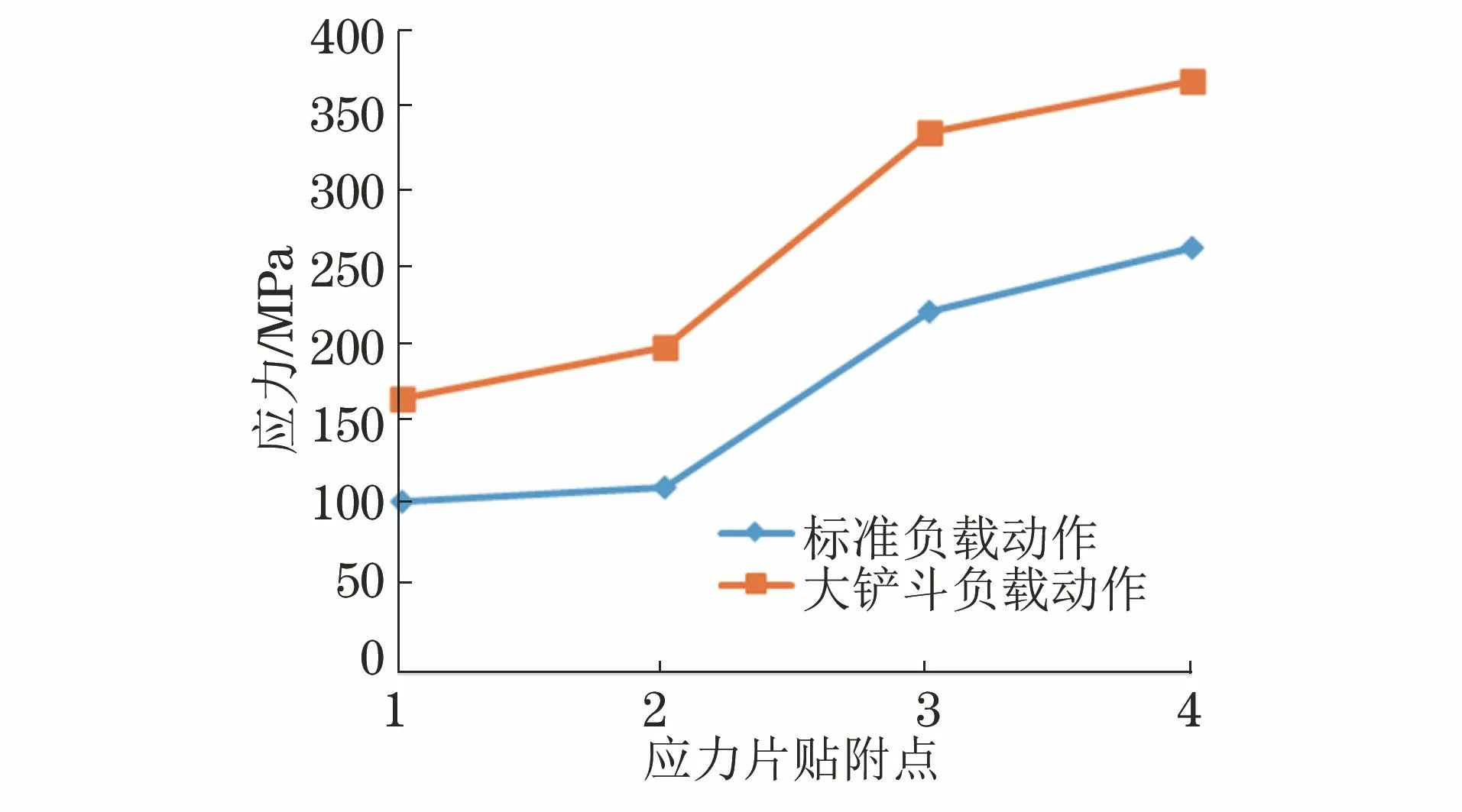
圖8 不同負載下的應力曲線
4 綜合分析
原材料化學成分、力學性能、焊縫外觀尺寸的分析結果均符合相關技術要求。排除原材料本身的問題,由于首先開裂的裂紋在動臂的內部角焊縫上,該焊接位置深,同時35°的坡口較小,焊接人員使用焊槍時的角度擺動空間較小,焊槍位置不準確。在焊接過程中,焊工觀察位置、焊槍角度的變化在電弧擺動中心和坡口焊縫中心不重合,使電弧在坡口的一側燃燒不到位,焊絲熔化后的鐵水快速降溫后覆蓋在坡口上,產生單側未熔合或未焊透的缺陷[3]。
從焊縫金屬的形成特征看,焊縫是在母材半熔化晶粒的界面上,而非自發晶核依附在這個表面,并以柱狀晶的形態不斷長大的。柱狀晶交界面處雜質較多,力學性能相對較差。在疲勞載荷作用下,未焊透缺陷會沿著尖端向外擴展[3]。
另外,客戶使用了非標準大鏟斗,使結構件焊縫承受的工作應力突然增加,縮短了裂紋的生成周期,裂紋擴展速率隨著工作應力的增加而明顯加快。當持續承受交變載荷、沖擊載荷時,結構件的抗疲勞性能明顯降低,導致裂紋快速疲勞擴展,直到最終發生脆性斷裂和韌性撕裂。
5 結論及建議
動臂焊縫開裂的主要原因是:內部角焊縫底部存在未熔合缺陷,形成了尖角應力集中;同時客戶使用機器時自行改造了大鏟斗,當挖掘負載增加時,焊縫應力隨之增加。在大載荷循環應力的作用下,內部和表面焊縫處出現裂紋源,最終導致動臂上多條焊縫發生快速疲勞開裂。
建議在改善內部焊縫焊接質量時,調整坡口角度,讓焊接熔合更加充分,減小尖角應力集中的風險。同時建議客戶使用標準型鏟斗,以小量多次的方式實施挖掘作業。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
電子制作(2018年18期)2018-11-14 01:48:24
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:22
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
