熱軋高強結構鋼折彎開裂原因分析及對策
2024-03-20 04:18:06賈崇雪楊西亞單修迎趙統國
山東冶金 2024年1期
關鍵詞:裂紋
賈崇雪,楊西亞,單修迎,趙統國
(山東鋼鐵集團日照有限公司,山東 日照 276800)
1 前 言
熱軋高強結構鋼包括汽車結構鋼、橋梁結構鋼、低合金高強度結構鋼等,折彎是其常見的一種加工方式。該類產品在使用時偶爾出現折彎開裂現象,造成了質量損失。通過檢測和研究發現造成折彎開裂的機理基本一致,以熱軋Q355B 為例,開展相關研究和分析。Q355B 作為應用非常普遍的熱軋結構鋼,以其良好的物理性能,廣泛應用于橋梁、車輛、船舶、建筑和機械工件加工等領域。根據GB/T 1591—2018 標準的要求,該產品在出廠前都進行了180°冷彎檢驗,但用戶在使用過程中仍然不時出現折彎開裂的情況,2020年該類型缺陷異議率為1.0‰左右。為減少質量損失,對開裂原因進行了分析并提出了相應對策。
2 缺陷試樣檢測
2.1 缺陷概況
Q355B發生的幾起折彎開裂質量異議,其鋼卷厚度規格分別為2.75、5.75、7.75 和11.9 mm 等,在進行90°折彎加工時,隨機發生開裂現象,裂紋深度淺則0.5 mm、深則基本貫穿整個鋼板厚度方向。其裂紋外觀形貌見圖1。
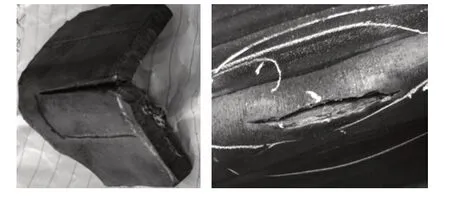
圖1 裂紋宏觀形貌
2.2 理化檢驗結果
對上述缺陷試樣進行了成分、力學性能、金相組織檢驗和電鏡掃描,結果如下。
(1)成分檢驗。在缺陷樣板未開裂部位取樣,用直讀光譜儀對試樣進行成分檢測,并與出廠檢驗成分進行了對比,結果見表1。
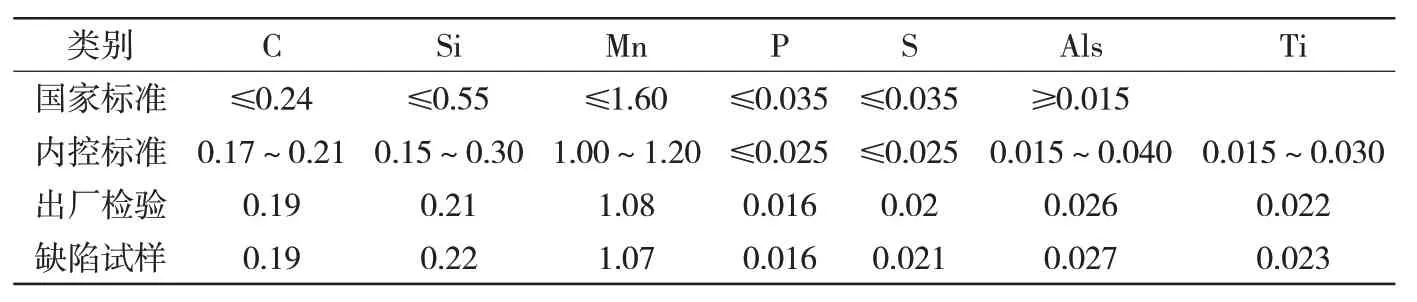
表1 缺陷試樣化學成分(質量分數)%
Q355B采用中碳、中錳和微鈦成分設計。加入少量的鈦,一方面是可以細化晶粒,提高強度;另一方面是可以固氮,降低鋼材的時效性能[1]。由表1數據可以看出,缺陷試樣成分控制符合GB/T 1591—2018和公司內控要求,也與出廠時檢驗成分基本一致,可以判定出現缺陷的產品為本公司產品;但是從兩次檢驗結果看,硫含量控制偏內控標準的中上限。
(2)性能檢測。在缺陷卷上取樣,分別做橫向拉伸、冷彎和縱向沖擊檢驗,檢驗后結果見表2。
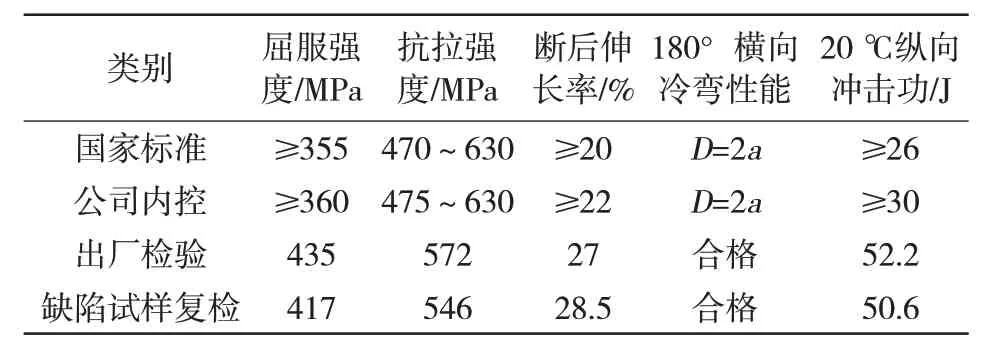
表2 缺陷試樣性能檢測結果
從檢測結果可以看出,出廠時檢驗和缺陷試樣復檢的力學性能、冷彎性能、沖擊功等均符合GB/T 1591—2018和公司內控要求。復檢拉伸頸縮明顯、伸長率較高;復檢強度較初檢有所降低,推測與取樣部位、檢驗誤差等有關。
2.3 金相檢驗
金相主要為鐵素體+珠光體組織,有少量貝氏體,未發現帶狀組織偏析現象。按ASTM E112晶粒度評級標準,1/4處晶粒度評級為10級左右。缺陷樣金相組織見圖2。
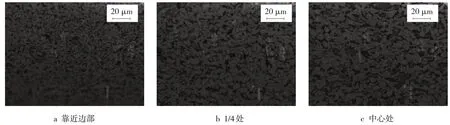
圖2 缺陷樣金相組織
2.4 電鏡掃描
用Gemini SEW 3000型場發射掃描電子顯微鏡對上述金相樣品進行SEM分析,發現存在數量較多的長條狀和點狀夾雜物及少量孔洞,其夾雜物形貌如圖3所示。

圖3 折彎開裂試樣條狀夾雜物、點狀夾雜物和孔洞缺陷
折彎開裂的夾雜物試樣,經超聲波清洗干凈后進行腐蝕,對其進行能譜分析,典型夾雜物的成分見圖4。
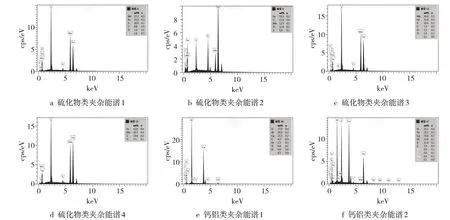
圖4 能譜分析結果
分析結果表明,長條狀夾雜物主要是硫化物,點狀夾雜物主要含O、Al、Ca、Ti、Si等元素。圖像中的夾雜物級別在1~2級,個別夾雜物長度達到500 μm左右介于2~2.5級。而且存在孔洞等缺陷。
3 原因分析及改進措施
由以上檢驗可知,出現折彎開裂的Q355B熱軋卷,其化學成分、力學性能和彎曲性能的檢測數值均滿足標準要求,金相組織存在嚴重的長條狀的MnS 夾雜和點狀的Ca、Al 復合夾雜。鋼板中的夾雜,會降低鋼的機械性能,特別是降低塑性、韌性及疲勞極限[2]。裂紋擴展附近存在尺寸較大的MnS夾雜和數量較多的鋁酸鈣夾雜,這些夾雜破壞了金屬基體的連續性,在彎折過程中,存在夾雜物的地方容易發生應力集中[3]。夾雜物受應力作用而破碎出現空隙,產生裂紋源,促進了鋼板內微裂紋的形成,這樣在彎曲的過程中一旦有裂紋形成會迅速得以擴展,造成冷加工開裂。因此,鋼板折彎開裂是因為鋼板局部存在嚴重硫化物偏聚和較多的點狀鈣鋁夾雜所致,其中硫化物偏聚是主因。
3.1 硫化物夾雜
試樣成分中S含量偏高,是產生硫化物夾雜聚集的主要原因。經查,該卷對應的鋼水爐次是采用的CAS 直上工藝,未經LF 精煉處理。因CAS 直上工藝受制于鋼水溫度和生產節奏,處理時間有限,脫硫能力較弱,此為造成成品鋼材硫含量偏高進而導致硫化物夾雜較多的主要原因。
3.2 鋁酸鈣夾雜
鋼中存在鋁酸鈣夾雜,主要是鋼中脫氧產物未去除干凈。該爐鋼水鈣線喂入量和軟吹氬時間均未達到工藝要求,導致夾雜物未充分上浮。
3.3 控制鋼中硫含量
為了減少硫化物夾雜,將該鋼種的成品硫含量控制在0.015%以內。采取措施如下:鐵水進行預脫硫處理并將脫硫渣扒除干凈、使用低硫廢鋼等,降低入爐原料中的硫含量;優化轉爐造渣制度、溫度制度和出鋼渣洗工藝,盡可能將鋼水中的硫去除;出鋼后如果鋼水硫含量高于0.020%,在節奏允許的情況下,可將鋼水吊至LF進行脫硫處理。
3.4 優化脫氧制度
根據終點鋼水氧含量調整出國過程脫氧劑加入量,確保CAS 站到站鋼水中[Als]含量達到0.030%以上,并一次命中,避免后期補加脫氧劑,為脫氧產物創造充足的上浮時間。
3.5 控制好生產節奏和CAS站鋼水到站溫度
確保鋼水在CAS站處理時間不低于20 min,以使鋼水有充足的造渣時間;CAS處理完畢至鋼水開澆之間鎮靜時間不得低于12 min,使夾雜物有充足的上浮時間;為了彌補CAS處理和鎮靜造成的鋼水溫降,鋼水到站溫度不宜低于1 595 ℃。
3.6 優化夾雜物變性制度和鋼包底吹制度
通過喂入鈣鋁線改變Al2O3性態,使之變為12CaO·7Al2O3,為確保變性效果,鋼中[Ca]/[Al]控制在0.08 以上;喂線后鋼水軟吹氬時間不低于10 min,吹氬強度以不裸露鋼液面為準。
4 結 語
通過分析Q355B鋼板開裂部位金相形貌,確定鋼板發生折彎開裂的原因是局部存在嚴重的硫化物偏聚和較多的鋁酸鈣夾雜,根據折彎板開裂原因制定合理的冶煉工藝,近年來未再發生類似的質量問題。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38