棒材軋機機組高速倍尺飛剪系統(tǒng)設(shè)計
2024-03-20 04:18:14楊雄英張永曉
山東冶金 2024年1期
關(guān)鍵詞:設(shè)計
許 鑫,楊雄英,張永曉,趙 輝
(北京首鋼國際工程技術(shù)有限公司,北京 100043)
1 前 言
2001 年酒鋼本部建成全國第一條高速棒材生產(chǎn)線,在此后多年的時間里,國內(nèi)棒線材生產(chǎn)線以降低噸鋼成本為出發(fā)點,大力發(fā)展切分軋制的工藝來提高生產(chǎn)線的產(chǎn)量,進而獲得更高的利潤[1]。隨著GB/T 1499.2—2018《熱軋帶肋鋼筋》的實行,采用傳統(tǒng)切分軋制工藝的產(chǎn)品難以滿足新標(biāo)準(zhǔn)的要求。而高速上鋼系統(tǒng)具有產(chǎn)品負差小、通條平直、性能均勻的特點而備受關(guān)注。高速上鋼系統(tǒng)中難度最高的部分為高速倍尺飛剪與轉(zhuǎn)轍器的動作配合,在高速上鋼系統(tǒng)中最容易引起堆鋼事故,控制極為煩瑣,國內(nèi)能保證穩(wěn)定45 m/s生產(chǎn)速度的廠商屈指可數(shù)[2]。因此,研究倍尺飛剪與轉(zhuǎn)轍器之間的動作配合,對倍尺飛剪與轉(zhuǎn)轍器進行深入設(shè)計就尤為必要。本文概述了高速上鋼系統(tǒng)的控制動作,并對倍尺飛剪進行設(shè)計計算。國內(nèi)相關(guān)單位對飛剪的設(shè)計理論各不相同,本研究詳細提供了連續(xù)式回轉(zhuǎn)剪的設(shè)計思路。
2 高速上鋼系統(tǒng)工作原理
高速棒材生產(chǎn)線與傳統(tǒng)棒材生產(chǎn)線工藝布置基本相同,只是在傳統(tǒng)棒材軋機機組后增加1套高速上鋼系統(tǒng)(運輸導(dǎo)槽、夾送輥、高速倍尺飛剪、轉(zhuǎn)轂系統(tǒng)等設(shè)備)。高速上鋼系統(tǒng)分為單高棒和雙高棒兩種形式,在本次EPC 改造項目中,成套引入國外單高棒高速上鋼系統(tǒng)。本套設(shè)備分岔導(dǎo)槽從精軋二接出,與原線材前進路徑脫離。棒材經(jīng)4#夾送輥、5#夾送輥夾持,保持速度送至轉(zhuǎn)轍器,轉(zhuǎn)轍器布置在倍尺飛剪前,導(dǎo)槽在倍尺飛剪后分成雙通道,轉(zhuǎn)轍器電機通過滾珠絲杠帶動活動導(dǎo)管左右擺動,倍尺飛剪為連續(xù)運轉(zhuǎn)[3]。設(shè)備布置如圖1所示。
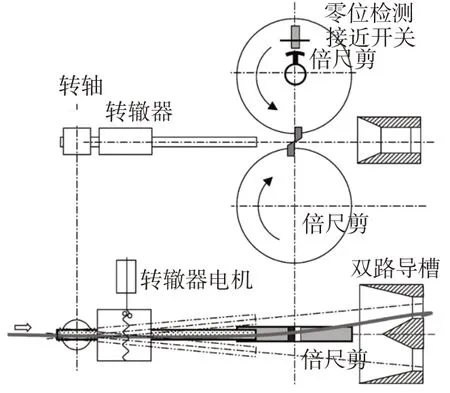
圖1 轉(zhuǎn)轍器與倍尺飛剪工作原理
軋件未到達倍尺長度時,導(dǎo)管位于左極限位置或者右極限位置,以便順利進入雙路導(dǎo)槽中一路;在棒材達到90.3 m倍尺長度時,導(dǎo)管在擺動過程中位于中位,棒材位于剪刃中心,將其剪切分段,完成一次倍尺剪切。剪斷后,前鋼繼續(xù)前進,經(jīng)6#夾送輥夾持前進至夾尾制動器進行減速,再進入轉(zhuǎn)轂滑槽內(nèi),轉(zhuǎn)轂旋轉(zhuǎn)90°完成拋鋼動作,棒材落到溜板上,再落到冷床矯直板上[4]。如圖2所示。完成剪切后,后續(xù)棒材進入另一路導(dǎo)槽,前進至倍尺長度后進行下一次剪切,重復(fù)以上過程,實現(xiàn)連續(xù)生產(chǎn)的目的。
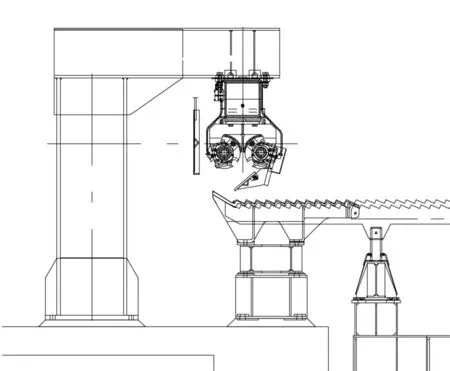
圖2 轉(zhuǎn)轂上鋼系統(tǒng)
每根鋼經(jīng)過精軋二出口熱檢開始計算倍尺長度,完成第一次倍尺計算,控制飛剪進行分段剪切,此時剪體上接近開關(guān)觸發(fā)。同一根鋼的后續(xù)分段剪切通過接近開關(guān)與電機編碼器配合控制,接近開關(guān)觸點設(shè)置在上剪軸,與剪刃呈180°布置,每剪切一次自動清零,通過PLC自動計算剪刃位置,實時調(diào)整電機轉(zhuǎn)速,保證棒材到倍尺長度時即進行剪切。本文將描述設(shè)計高速倍尺飛剪目標(biāo)及設(shè)計過程。
3 高速倍尺飛剪設(shè)計
3.1 設(shè)計目標(biāo)
高速棒材最適合生產(chǎn)棒材成品規(guī)格為Φ8~20,材質(zhì)為20MnSi。本項目設(shè)計9.5 m×108 m冷床,成品棒材定尺長度9 m,倍尺長度為90.3 m。
根據(jù)工藝計算確定,精軋機出口速度處速度及剪切周期見表1。
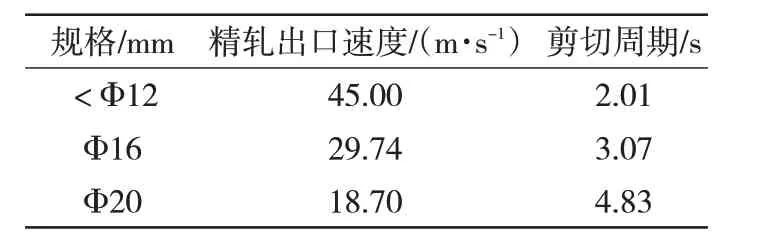
表1 剪切工藝參數(shù)
高速倍尺飛剪處棒材的溫度約750 ℃,由此,針對該規(guī)格產(chǎn)品對倍尺飛剪進行設(shè)計。
3.2 結(jié)構(gòu)確定
由于在日常生產(chǎn)過程中,同一根鋼坯需要連續(xù)多次分段,剪切周期最快為2 s左右,剪刃線速度>45 m/s。飛剪形式為連續(xù)回轉(zhuǎn)式,上下刀盤各有一把刀,無鋼時空轉(zhuǎn),來鋼時與轉(zhuǎn)轍器配合進行剪切[5]。結(jié)合同類飛剪,同時考慮不使用飛輪,為增加箱體的轉(zhuǎn)動慣量,故選用大直徑齒輪,設(shè)計剪臂長度R=355 mm,中心距ɑ=710 mm,使用氣動抱閘在堆鋼時進行緊急制動,且在停機檢修時保證安全。機列圖見圖3。
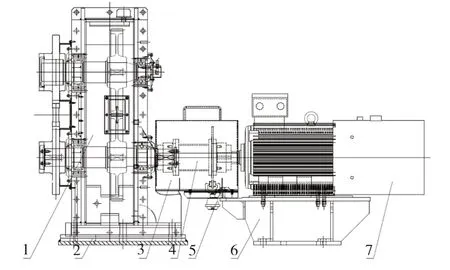
圖3 倍尺飛剪機列圖
3.3 參數(shù)計算
3.3.1 剪切力計算
式中:Fmax為來料截面積,mm2;D為來料直徑,mm。
剪斷軋件需要的最大剪切力
式中:K1為考慮剪刃磨鈍、剪刃間隙增大而使剪切力提高的系數(shù),其數(shù)值可按剪切機公稱能力選取,取1.3;σbt為被剪材料強度限,以750 ℃棒材20MnSi為設(shè)計依據(jù),取120 N/mm2。
3.3.2 剪切力矩計算
剪斷軋件需要的最大剪切力矩為
式中:R為剪刃回轉(zhuǎn)半徑(剪臂長度),此處為355 mm;Z為剪刃重疊量,為0.1 mm。
3.3.3 剪切功計算
需要的剪切功為:
式中:ɑ為單位剪切功,60 N/mm2。計算結(jié)果見表2。
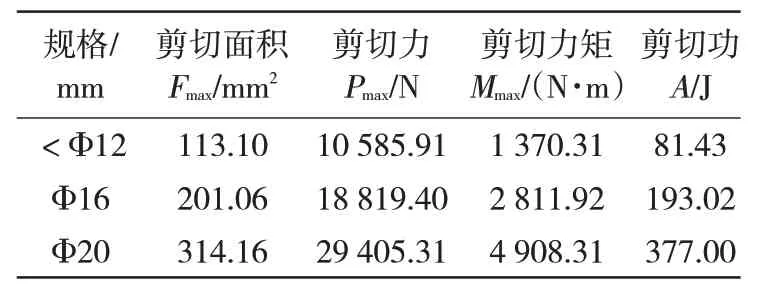
表2 剪切參數(shù)
3.4 電機選擇
剪刃同步于軋件速度時的電機轉(zhuǎn)速:
式中:υ為軋件速度,mm;i為速比,本設(shè)計為1。
剪刃空轉(zhuǎn)時的電機轉(zhuǎn)速:
式中:u為超前系數(shù),范圍1.03~1.1,此處按最惡劣情況,取最大1.1。電機同步速度與空轉(zhuǎn)速度見表3。

表3 電機轉(zhuǎn)速 r/min
根據(jù)表3 需要的電機轉(zhuǎn)速,初選功率132 kW,額定轉(zhuǎn)速1 480 r/min,過載系數(shù)K為2的4級變頻調(diào)速電機,箱內(nèi)配對齒輪速比為1。
電機轉(zhuǎn)矩:
最大電機轉(zhuǎn)矩Tmax=1 703.6 N·m。
3.5 剪體設(shè)計
剪體采用下剪軸傳動,通過齒輪傳動帶動上下刀盤做相對連續(xù)回轉(zhuǎn)運動,在轉(zhuǎn)動過程中將軋件剪斷。
剪體主視圖及剖視圖見圖4(潤滑管路圖中未示)。
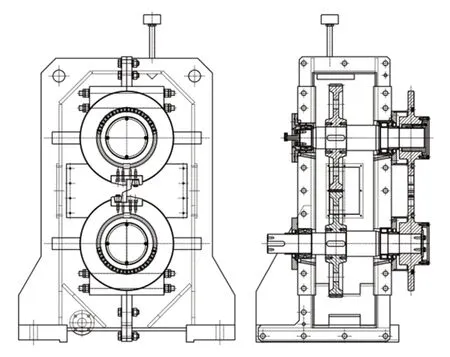
圖4 倍尺飛剪裝配圖
3.5.1 齒輪設(shè)計
由于本飛剪速度較高,采用斜齒輪傳動。材質(zhì)選用17Cr2Ni2Mo,調(diào)質(zhì)處理HB 241~286,齒面滲碳淬火HRC 56~62,滲碳深度0.4~0.6 mm,5 級精度,設(shè)計使用壽命200 000 h。
經(jīng)過計算,初定齒輪參數(shù):模數(shù)6;齒寬90;齒數(shù)116;中心距710;壓力角20°;螺旋角11°;總變位系數(shù)0.16;對齒輪接觸強度校核,計算得到SH1=SH2=6.43;對齒輪彎曲強度校核,計算得到SF=51.56。安全系數(shù)遠大于規(guī)定的可靠度,齒輪滿足使用要求。
3.5.2 軸設(shè)計
傳動軸材質(zhì)選用42CrMo,調(diào)質(zhì)處理,初選最小軸徑d=110 mm。按照彎扭合成強度計算,軸徑滿足使用要求。斜齒輪與軸采用過盈配合,依靠過盈配合承受斜齒輪傳動產(chǎn)生的力。計算得到,傳遞載荷所需最小過盈量0.004,考慮到高速倍尺飛剪使用溫度較高,必須保證較大的冗余,查公差配合表,最終選定軸與齒輪配合尺寸為
3.5.3 軸承選擇
固定端軸承采用配對單列圓錐滾子軸承用以承受斜齒輪帶來的軸向力,游動端采用滿裝圓柱滾子軸承承受剪切時帶來的徑向沖擊,圓柱滾子軸承有2 mm 間隙,防止軸在使用過程中熱膨脹將軸承擠死,進而損壞。
輸入軸。固定端軸承:32026X/DF(Φ130/Φ200×90)。游動端軸承:NCF3028V(Φ140/Φ210×53)。
輸出軸。固定端軸承:32022X/DF(Φ110/Φ170×76)。游動端軸承:NCF3028V(Φ140/Φ210×53)。
此處速比為1,輸入軸軸承承載力大于輸出軸,不考慮傳動精度的影響,直接對輸出軸軸承進行校核即可。由以上計算得知,剪切Φ20棒材時剪切力最大。因此以剪切Φ20 棒材進行受力計算即可。徑向力由剪切力和齒輪傳動產(chǎn)生的徑向力兩部分組成。根據(jù)受力分析,游動端軸承收到的徑向力遠大于固定端徑向力,軸向力可忽略不計。
對游動端軸承壽命進行計算為142 187 h。
經(jīng)過計算,所選擇軸承均滿足使用條件。到此,剪體上基本設(shè)計參數(shù)已經(jīng)確定。
配對齒輪達到5級及以上精度,與軸裝配采用冷裝。軸承及齒輪均使用集中稀油潤滑,箱體內(nèi)設(shè)潤滑油管對齒輪齒面直噴,箱壁留有潤滑孔直接注入軸承潤滑孔,保證潤滑充分且溫度正常。上刀盤使用液壓漲緊套固定在上刀軸上,便于裝配時對刀。上下刀盤均設(shè)計配重塊,設(shè)備出廠前進行動平衡試驗,保證設(shè)備啟停響應(yīng)迅速,不允許出現(xiàn)爬行現(xiàn)象。上刀軸兩處軸承位設(shè)置偏心套,與液壓漲緊套配合使用,保證剪刃間隙滿足設(shè)計及使用要求,進而得到良好的剪切斷面。
3.6 電機校核
軸系具有一定的轉(zhuǎn)動慣量,在剪切時降速釋放能量,有利于剪切。在剪切后需要快速提速到空轉(zhuǎn)速度,這也對電機有著一定要求,因此有必要對其進行計算。電機軸總的轉(zhuǎn)動慣量J,經(jīng)過計算約為37J。
設(shè)定剪切間隔的1/4~1/3從同步速度升速到空轉(zhuǎn)轉(zhuǎn)速,余下時間處于剪體調(diào)整同步轉(zhuǎn)速時間,由表3可知,Φ12棒材時,速度差最大,電機提供的轉(zhuǎn)矩最大,只需計算此規(guī)格棒材升速期間需要的電機轉(zhuǎn)矩,此處取間隔時間Δt=0.5 s。
平均角加速度ε:
回轉(zhuǎn)運動轉(zhuǎn)矩T:
經(jīng)計算T=945.41 N·m<Tmax,由此得到電機具備在0.5 s 時間內(nèi)將同步轉(zhuǎn)速提升到空轉(zhuǎn)轉(zhuǎn)速的能力。
此外還必須對剪切過程進行計算校核,判斷力矩和功是否滿足條件。在飛剪剪切過程中會引起速降,剪體飛輪矩釋放能量,有必要對其進行計算。
剪切角為:
剪切過程持續(xù)的時間Δt由剪切過程中的經(jīng)過弧度除以平均速度得到:
根據(jù)將計算結(jié)果,代入到公式(9)及(10)中,得到表4數(shù)據(jù)。

表4 剪切力能
對剪切功進行計算:
式中:ΔE1為慣性釋放的能量,J。
電機功:
現(xiàn)對進行求和,見表5。
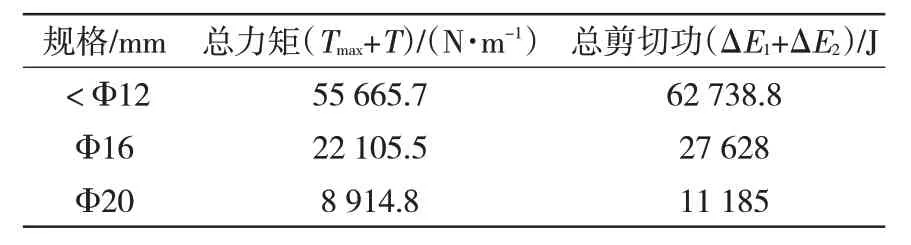
表5 電機校核
與表2比較,三種規(guī)格棒材總力矩均大于需要的剪切力矩,電機力矩滿足剪切要求;三種規(guī)格棒材總剪切功均大于需要的剪切功,滿足剪切要求。
根據(jù)以上計算結(jié)果,選用電機功率132 kW,額定轉(zhuǎn)速1 480 r/min,過載系數(shù)為2 的變頻調(diào)速電機滿足設(shè)計要求。
4 使用情況
鑒于本設(shè)備已經(jīng)在項目現(xiàn)場投入使用,實際使用情況可由數(shù)據(jù)采集軟件得出。此處根據(jù)實際使用數(shù)據(jù),驗證本套設(shè)備的設(shè)計合理性。
本數(shù)據(jù)由項目現(xiàn)場使用的倍尺飛剪采集數(shù)據(jù)得到,體現(xiàn)了實際生產(chǎn)情況。受限于建設(shè)單位精軋機軋制能力限制,為了達到穩(wěn)定生產(chǎn)的目的,并未使用Φ12規(guī)格最高速度45 m/s的設(shè)計速度。
由Φ12棒材生產(chǎn)數(shù)據(jù)可以看出,剪刃線速度即軋件速度與電機轉(zhuǎn)速波形完全一致,在完成剪切提速到空轉(zhuǎn)速度階段,電流增大,電機轉(zhuǎn)矩增大,與前述計算完全相符。提速到同步速度后保持,等待下次剪切。剪體立體圖如圖5所示。
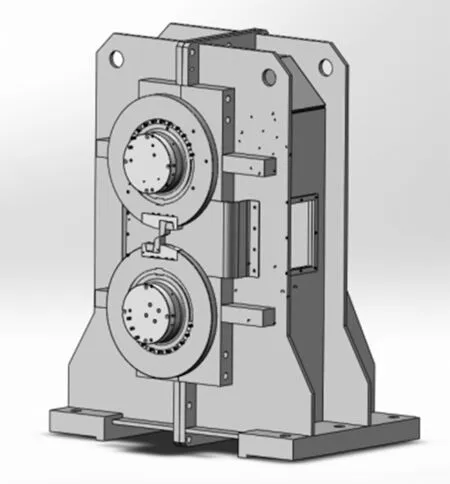
圖5 高速倍尺飛剪立體圖
5 結(jié) 語
(1)轉(zhuǎn)轍器與高速倍尺飛剪的配合是高速上鋼系統(tǒng)控制最難的部分,對設(shè)備的要求較高。保證每次倍尺剪切時,活動導(dǎo)管恰好處在剪刃位置,且到達倍尺長度時,剪刃恰好進行剪切,這就對自動化控制提出了極為嚴苛的要求[6]。
(2)在剪體已經(jīng)確定的情況下,意味著轉(zhuǎn)動慣量一定。在剪切Φ12及以下棒材時,剪切過程中電機做功很小,幾乎可忽略不計。但是由于軋件速度高,剪切完成后提速時間短,克服轉(zhuǎn)動慣量同步轉(zhuǎn)速加速到空轉(zhuǎn)轉(zhuǎn)速所需要的力矩決定了電機功率。
(3)在剪切大規(guī)格棒材時,由于剪切速度降低,提速時間相對長,同步轉(zhuǎn)速加速到空轉(zhuǎn)轉(zhuǎn)速所需要的力矩小。但是由于截面增加,轉(zhuǎn)動慣量釋放的力矩不足以剪斷軋件,電機必須提供更大的剪切力矩,此時電機功率取決于剪斷軋件所需要的力矩。
(4)在軋制大規(guī)格棒材時,由于同步轉(zhuǎn)速較低,剪體本身和電機產(chǎn)生的轉(zhuǎn)動力矩較小,使得剪切力矩降低。但是,從電機的特性和控制方式考慮,可以將空轉(zhuǎn)速度提高,采用較高速降的方式得到較大的慣性力矩,有利于充分挖掘電機的潛力。但是,對電機的傳動控制也提出了更高的要求。
(5)飛剪電機的選擇是個極為繁復(fù)的過程,需要綜合考慮軋件規(guī)格、軋制工藝、剪體設(shè)計等因素。只有平衡好影響電機功率的各種相關(guān)因素,才能達到最高的經(jīng)濟適用型[7-10]。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04