汽車左上車踏板與電瓶框連接支架沖壓成形工藝參數(shù)的優(yōu)化*
2024-03-22 09:05:36趙博寧韋東琦
南方農(nóng)機 2024年6期
關(guān)鍵詞:分析
趙博寧 ,韋東琦
(1.柳州鐵道職業(yè)技術(shù)學院智能制造學院,廣西 柳州 545616;2.柳州工學院汽車技術(shù)學院,廣西 柳州 545000)
汽車左上車踏板與電瓶框連接支架是汽車零部件中的一類,作為上車踏板與電瓶框之間的連接支架,其沖壓成形的質(zhì)量好壞也關(guān)乎著電瓶與駕駛員和乘客的安全。而左上車踏板與電瓶框連接支架的質(zhì)量好壞受沖壓成形工藝影響,成形過程中的沖壓參數(shù)大小等都會直接影響沖壓件起皺、破裂等不合理結(jié)果的產(chǎn)生與否。本研究針對汽車左上車踏板與電瓶框連接支架的結(jié)構(gòu)進行沖壓工藝的分析,通過分析沖壓成形結(jié)果判斷沖壓工藝的可行性,并完善沖壓工藝,使其符合使用要求[1]。
1 沖壓工序設計
汽車左上車踏板與電瓶框連接支架如圖1 所示,采用冷沖壓成形,在常溫下通過壓力機對料片施加壓力,使料板產(chǎn)生塑性形變,達到所需形狀與尺寸的效果。本文選用的汽車左上車踏板與電瓶框連接支架,材料為SPHE,厚度為2 mm,抗拉強度σb=36 MPa,屈服強度σs=25 MPa,屈服比69%,延伸率δ=31%。
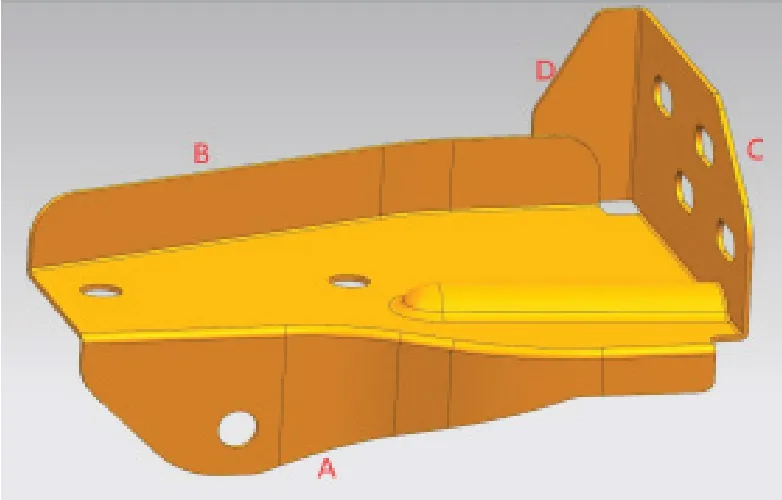
圖1 連接支架
制定沖壓方案時,要求工序要少且簡單明了,不采取增加多余或幾次加工的方案,使用的模具盡量簡單,使用的沖壓設備盡量少,工件經(jīng)過沖壓后符合技術(shù)要求,能正常投入使用,生產(chǎn)周期要短也是要求工序少的原因之一,最重要的是做到安全生產(chǎn)[2]。根據(jù)對汽車左上車踏板與電瓶框連接支架的工藝分析,汽車左上車踏板與電瓶框連接支架主要沖壓工藝有沖孔、翻邊、拉深。
通過觀察,零件所需的成形工藝有翻邊、拉深、沖孔。觀察零件表面結(jié)構(gòu),零件有四處部位需要翻邊,有一處拉深部位,有不同形狀的兩種孔。如圖1所示,設定零件圖該朝向為正,部位B、部位C 的翻邊方向一致為正面,部位A 的翻邊方向則為反面,拉深部位的拉深方向為正面拉深,部位D的翻邊方向則向右。
因為沖壓工序要盡量簡單,可以在落料時沖孔,先部位A翻邊,然后因部位B、部位C與拉深部位沖壓方向相同,可以采用翻邊+拉深的工藝,最后部位D翻邊,并且計算各沖壓部位模具間隙與翻邊力等參數(shù)。
本研究最終采用的沖壓工序為:落料沖孔→翻邊+拉深→翻邊。
2 有限元建模
三維模型根據(jù)圖紙在UG 繪圖軟件中建立后以IGS 格式導出文件,再在DYNAFORM 軟件中導入三維模型的IGS 文件。在DYNAFORM 軟件中,先對模型取中面,步驟為在“前處理”中選擇抽取中面選項,切換至模型的零件層,零件層高亮顯示為已選擇,從而自動生成中面。在“零件層”選項中隱藏模型,只顯示已抽取的模型中面。在“坯料工程”中選擇“生成輪廓線”對工件材料進行定義。定義工件后,網(wǎng)格劃分工件,網(wǎng)格劃分時注意選擇抽取的中面為零件層。網(wǎng)格劃分時最大尺寸與最小尺寸根據(jù)需求選擇,本設計最大尺寸選擇5.20,最小尺寸選擇0.30,最終完成網(wǎng)格劃分[3-4]。
網(wǎng)格劃分以后退出這一步驟,選擇“運行”即可得到工件的輪廓線,在“零件層”中選擇顯示輪廓線,并且隱藏其他零件層就可以很清楚地觀察工件的輪廓線,如圖2 所示。在“工具”中建立沖壓模型,如圖3所示。

圖2 板料輪廓線

圖3 有限元模型
3 數(shù)值模擬
汽車左上車踏板與電瓶框連接支架三維模型不具規(guī)則性且十分復雜,沖壓成形質(zhì)量受到各種因素的影響,要想得到一件高品質(zhì)的沖壓件,應該比較和選擇沖壓成形過程中的幾種主要的影響因素,制定出一套合理的加工工藝方案,達到工件成形質(zhì)量的要求。而工藝參數(shù)的優(yōu)化,則是利用有限元方法,調(diào)整各種影響因素,獲得適合沖壓加工實踐的最優(yōu)工藝參數(shù)。利用數(shù)值仿真技術(shù)與正交試驗相結(jié)合的方式,對各工藝參數(shù)進行單獨的數(shù)值仿真,并對四種主要的工藝參數(shù)進行對比分析,得到一套最優(yōu)的工藝參數(shù)[5-6]。
3.1 單因素分析
3.1.1 沖壓速度分析
金屬材料都具有一定的應變率效應,所以在不同的沖壓速度下零件成形的效果不一致,不同的沖壓速度會影響沖壓成形的效果[7]。進行沖壓速度分析,沖壓速度為變量,設定壓邊力為60 kN,板料厚度為2.0 mm,模具間隙為1.1t mm(本文中出現(xiàn)的t 都是代表板料厚度,單位為mm),摩擦系數(shù)為0.125。
沖壓速度分析如表1所示,由表1可知,不同沖壓速度下,最小厚度和最大減薄率在1 000 m/s~2 000 m/s速度下差距不大,但是沖壓速度在3 000 m/s 以上時,最小厚度和最大減薄率都快速變化,最小厚度減小0.203 mm,最大減薄率增大約10%。

表1 沖壓速度分析
3.1.2 摩擦系數(shù)分析
摩擦系數(shù)的大小體現(xiàn)出摩擦力的大小,在板料沖壓成形過程中,摩擦力作為一種阻力,一直影響著材料的形變,摩擦力太大會增加零件拉裂的風險,但是太小的摩擦力又沒辦法起到控制板料流動的作用,也會增加起皺的風險[8]。
對摩擦系數(shù)進行分析,摩擦系數(shù)為變量,設定壓邊力為60 kN,板料厚度為2.0 mm,沖壓速度為1 000 m/s,模具間隙為1.1t mm。
摩擦系數(shù)分析如表2 所示,由表2 可知,摩擦系數(shù)在0.075~0.15 范圍內(nèi)時,最小厚度變化范圍在1.577 mm~1.602 mm,變化不大;最大減薄率范圍也變化不大。
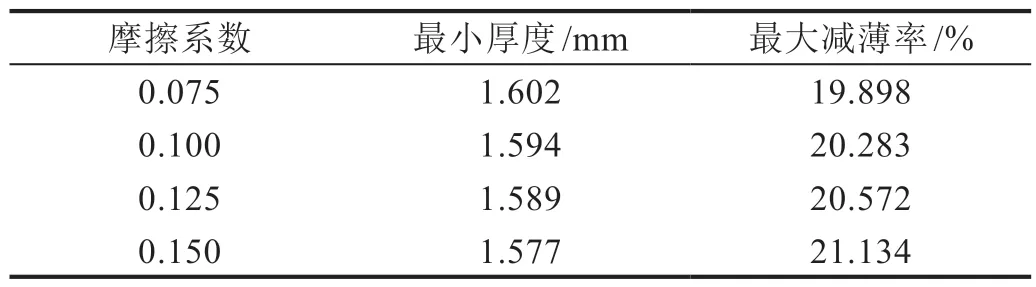
表2 摩擦系數(shù)分析
3.1.3 模具間隙分析
模具間隙的大小會影響板料在凸模和凹模之間的流動狀態(tài),進而影響零件成形質(zhì)量,過小的模具間隙可能會導致零件變薄嚴重,甚至拉裂,過大的模具間隙會引起零件的起皺。一般模具間隙取值為板料厚度的1.1倍[9]。
對模具間隙進行分析,模具間隙為變量,設定壓邊力為60 kN,沖壓速度為1 000 m/s,摩擦系數(shù)為0.125。
模具間隙分析如表3 所示,由表3 可知,在不同模具間隙下,最小厚度范圍變化不大;最大減薄率在不同模具間隙下變化較大,最大減薄率在1.1t mm 與1.2t mm時相差約5%。
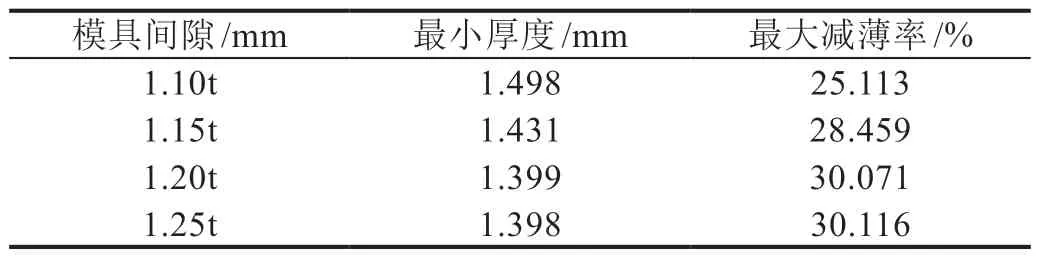
表3 模具間隙分析
3.1.4 壓邊力分析
對壓邊力進行分析,壓邊力為變量,所以只改變壓邊力大小,摩擦系數(shù)為0.125,板料厚度為2.0 mm,沖壓速度1 000 m/s,模具間隙1.1t mm。
壓邊力分析如表4所示,由表4可知,從40 kN開始至100 kN,最小厚度都在1.569 mm~1.601 mm 范圍內(nèi),最大減薄率也相差不大。

表4 壓邊力分析
3.2 正交試驗分析
本次模擬試驗屬于4 因素4 水平的試驗,具備分散性均衡性和整齊可比性的特征,其因素和水平如表5 所示,由前面的單因素分析,確定沖壓速度、摩擦系數(shù)、壓邊力、模具間隙的范圍。

表5 水平與因素
通過水平因素表對模型重新進行計算,將水平因素表內(nèi)相應數(shù)據(jù)代入正交試驗表內(nèi)對模型進行數(shù)值成型模擬,得出最大減薄率和最大增厚率的數(shù)據(jù),如表6所示。把數(shù)據(jù)匯總起來計算極差R,計算結(jié)果在表7中。
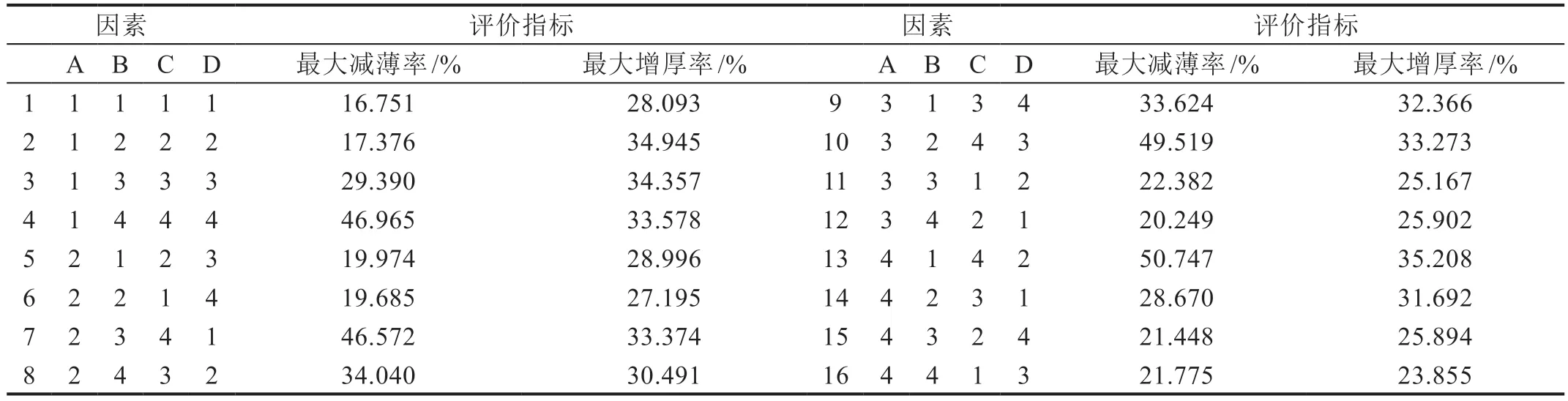
表6 通過正交試驗獲得的最大增厚率和最大減薄率數(shù)據(jù)

表7 最大增厚率和最大減薄率數(shù)據(jù)組合與計算
通過計算對比出最佳組合可以知道優(yōu)化最大減薄率的最佳組合為A1B2C2D1,最大增厚率的最佳組合為A4B4C1D4。判斷沖壓成形后零件質(zhì)量好壞最主要的根據(jù)是破裂和起皺,通常以厚度減薄率和增厚率來衡量破裂和起皺[10]。因此通過對比分析表7 最大減薄率和最大增厚率優(yōu)化后的數(shù)值模擬,以最大減薄率和最大增厚率最小為評價標準,優(yōu)化后A1B2C2D1 組合的減薄率為16.935%,最小厚度為1.661 mm;優(yōu)化后A4B4C1D4 組合的減薄率為35.122%,最小厚度為1.298 mm。減薄率分布如圖4所示,厚度分布如圖5所示。

圖4 減薄率分布

圖5 厚度分布
4 總結(jié)
對兩種方案進行對比,發(fā)現(xiàn)A1B2C2D1組合成形效果比A4B4C1D4組合成形效果好,所以最終方案選擇A1B2C2D1 組合,即壓邊力為50 kN,摩擦系數(shù)為0.1,沖壓速度為2 000 m/s,模具間隙為2.2 mm。雖然本設計已經(jīng)完成,但是還不夠完善,一方面是技術(shù)水平不夠,另一方面是對沖壓成形工藝的了解不夠,仍有多處不夠合理,也有許多方面沒有考慮。希望后續(xù)研究設計能考慮更多問題,完善設計。
猜你喜歡
現(xiàn)代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
當代經(jīng)濟研究(2016年5期)2016-12-01 03:12:05
現(xiàn)代農(nóng)業(yè)(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫(yī)藥現(xiàn)代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06