網(wǎng)狀系桿拱橋異形截面鋼箱拱建造線形控制技術(shù)
2024-04-02 08:25:04巨創(chuàng)
山西建筑 2024年7期
巨 創(chuàng)
(中鐵長安重工有限公司,陜西 西安 721006)
交通作為社會經(jīng)濟(jì)的一條重要紐帶,能夠有效的實現(xiàn)各地區(qū)間經(jīng)濟(jì)、物資的有機(jī)聯(lián)系。橋梁是促進(jìn)交通發(fā)展的核心組成部分,近年來在國家宏觀政策[1]的影響下,我國橋梁建設(shè)取得了前所未有的發(fā)展。鋼橋梁因其施工便捷、綠色環(huán)保,設(shè)計自身跨度大、造型獨特優(yōu)美,建造后可作為一個地方的地標(biāo)性建筑,越來越受到橋梁設(shè)計者和建設(shè)者的青睞[2]。拱橋作為跨越江河的重要結(jié)構(gòu)體系之一,在橋梁建設(shè)過程中得到廣泛應(yīng)用,可作為標(biāo)志性建筑提升地區(qū)或城市形象。
鋼拱橋按主拱圈截面形式可分為鋼箱拱、鋼管拱和桁架式拱。鋼箱拱橋充分發(fā)揮了建筑美學(xué),其外觀富于變化,給人以力度感和建筑形式美的享受。網(wǎng)狀吊桿系桿拱橋[3]由于吊桿網(wǎng)狀布置,具有獨特的景觀效果、良好的受力性能及經(jīng)濟(jì)性能[4]。在我國京滬高鐵以及滬寧城際高鐵建設(shè)過程中,網(wǎng)狀吊桿系桿拱橋得到了一定的應(yīng)用[5],隨著我國橋梁建設(shè)的進(jìn)一步發(fā)展,這種結(jié)構(gòu)體系在公路大橋也開始得到應(yīng)用[6],例如濟(jì)南齊魯黃河大橋。
1 網(wǎng)狀系桿拱橋異形截面鋼箱拱結(jié)構(gòu)設(shè)計
以濟(jì)南齊魯黃河大橋網(wǎng)狀系桿拱橋為例,濟(jì)南齊魯大道北延工程南起齊魯大道與濟(jì)齊路交叉口,項目全長10 559.2 m,其中,跨黃河大橋主橋為網(wǎng)狀吊桿拱橋,主橋全長1 170 m,跨徑布置為(95+280+420+280+95) m,主橋420 m跨主拱水平投影矢高為69.5 m[7],拱軸線為二次拋物線,拱肋沿中軸線內(nèi)傾3.0°。主拱包含拱肋、拱肋連接、橫撐三部分,拱肋通過拱肋連接和橫撐聯(lián)結(jié)為整體。建成后的山東齊魯黃河大橋見圖1。
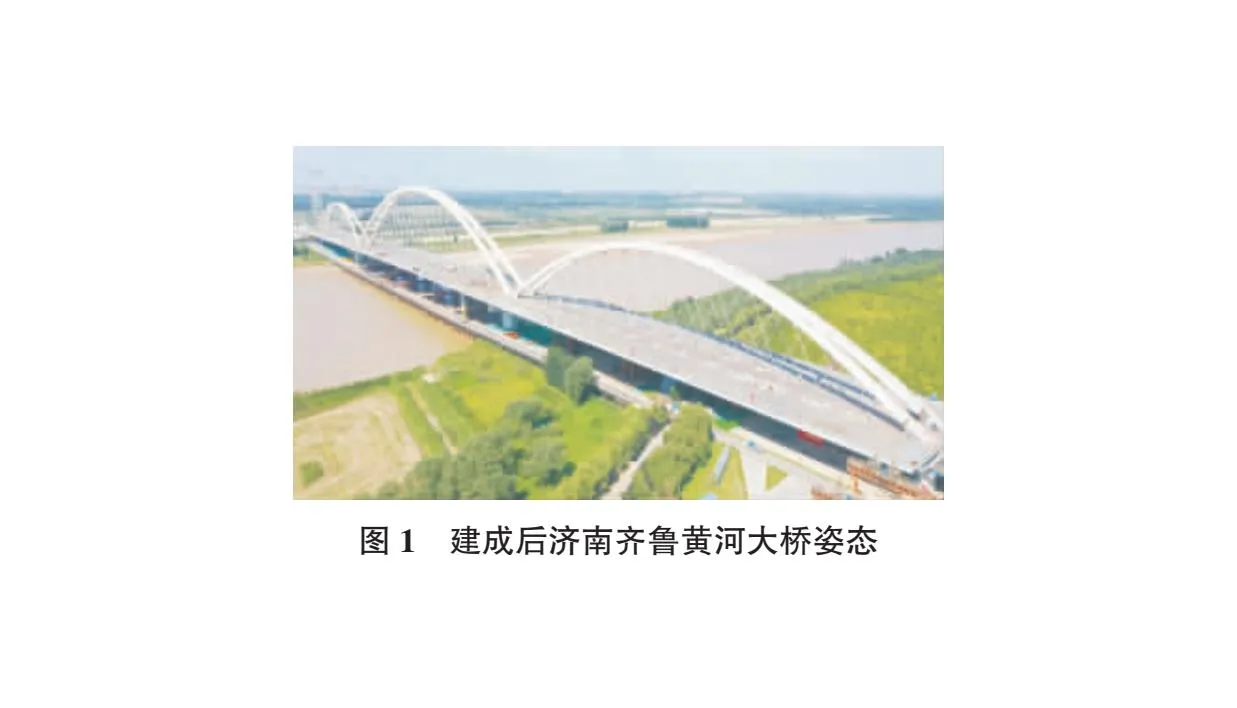
鋼拱肋采用不規(guī)則五邊形鋼箱截面,420 m跨主拱箱形斷面高度4.1 m,寬度3.5 m,280 m跨主拱箱形斷面高度2.9 m,寬度3.0 m,主拱箱沿拱軸線保持等高等寬,標(biāo)準(zhǔn)節(jié)段鋼箱拱示意圖見圖2。
2 線形控制難點分析
網(wǎng)狀吊桿系桿拱橋鋼箱拱具有單向網(wǎng)狀系桿受力的特點,需保證拱(梁)的線形、受力以及觀感,鋼箱拱在施工過程有以下難點需要解決:
1)體系轉(zhuǎn)換時鋼箱拱單向受力,技術(shù)準(zhǔn)備階段需通過計算確定鋼箱拱系桿錨拉索受拉載荷滿足要求后鋼箱拱各拉索部位的位移,加工制造及安裝階段根據(jù)這些部位的位移量反向預(yù)偏,準(zhǔn)確的確定吊桿部位位移量是設(shè)計階段的難點。
2)為了保證成橋后鋼箱拱滿足設(shè)計及規(guī)范要求,線形平滑美觀,制定合理的加工工藝和試拼裝方案是鋼箱拱加工制造階段的重點和難點。
3)本項目420 m跨主拱采用低位拼裝,整體提升的安裝方案,鋼箱拱需要在位于橋面的臨時支架上首先進(jìn)行低位拼裝,然后整體提升35 m達(dá)到設(shè)計標(biāo)高,如何確保各加工節(jié)段拼焊至提升大節(jié)段的過程中的拱軸線精度,以及如何確保整體提升至設(shè)計標(biāo)高合攏后的拱軸線精度,是橋位安裝階段的難點。
3 鋼箱拱線形控制
為了確保鋼箱拱線形平滑美觀,符合設(shè)計和規(guī)范要求,項目在實施過程中需從技術(shù)準(zhǔn)備、加工制造、廠內(nèi)試拼裝、橋位大節(jié)段拼焊以及整體提升等環(huán)節(jié)分別對鋼箱拱線形進(jìn)行嚴(yán)格控制[8]。
3.1 鋼箱拱預(yù)偏量確定
在技術(shù)準(zhǔn)備階段,技術(shù)人員首先要根據(jù)運輸條件和吊裝條件對鋼箱拱進(jìn)行合理的節(jié)段劃分,然后通過軟件計算分析確定拱肋節(jié)段加載后的位移量,在設(shè)計線型的基礎(chǔ)上反向預(yù)偏形成新的預(yù)偏線形,此反向預(yù)偏后的線形將作為后期制造、安裝過程線形控制的依據(jù)。
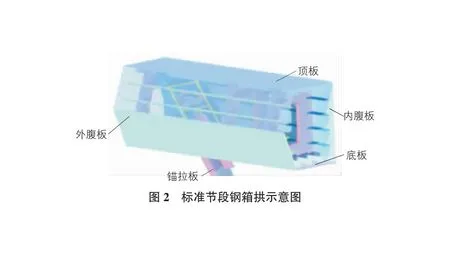
1)分析:以主跨420 m為例,主跨280 m同理,420 m鋼箱拱共劃分為43個吊裝單元,采用MIDAS軟件建模后加載并進(jìn)行受力分析,按照鋼箱拱投影均等分為14段,均等30 m,計算出每一個點拱軸線與錨索交點位移A0,A1,A2,…,A7,…,A2,A1,A0,以其中一側(cè)鋼箱拱為例,圖3為鋼箱拱加載位移分析示意圖,表1為位移分析結(jié)果。

表1 鋼箱拱加載位移分析結(jié)果 mm
2)反向預(yù)偏并驗算:按照第1步計算結(jié)果,重新建模,疊加每一段鋼箱拱的反向預(yù)偏,表1數(shù)據(jù)的反向向上位移A0,A1,A2,…,A7,…,A2,A1,A0并重新使用MIDAS軟件計算加載后的鋼箱拱線形,若加載后的線形與原設(shè)計線形重合,說明預(yù)偏量無誤,疊加上預(yù)偏量的預(yù)偏線形將作為鋼箱拱后期工廠加工制造、橋位拼裝、安裝的理論依據(jù)。
3.2 鋼箱拱加工、制造精度控制
濟(jì)南齊魯黃河大橋鋼箱拱拱截面為不規(guī)則的五邊形,加工、制造階段線形控制要以技術(shù)準(zhǔn)備階段預(yù)偏線形為依據(jù),總體加工方案主要包括鋼板下料、板單元加工、吊裝節(jié)段加工,控制板單元和吊裝節(jié)段的輪廓尺寸是確保鋼箱拱線形的關(guān)鍵,廠內(nèi)加工過程中主要從板單元加工、吊裝節(jié)段加工及節(jié)段預(yù)拼裝三個主要方面進(jìn)行控制。
1)板單元加工。單個鋼箱拱吊裝節(jié)段由拱頂(底)板單元、拱腹板單元及隔板單元三部分構(gòu)成。吊裝節(jié)段長度取決于頂(底)板單元、腹板單元長度,截面輪廓尺寸取決于隔板單元的輪廓尺寸。
吊裝節(jié)段的長度主要是通過控制頂(底)板和腹板的下料長度尺寸以及板單元加工過程中的焊接變形來實現(xiàn),采用數(shù)控火焰切割機(jī)精切下料,頂(底)板、腹板縱橫向預(yù)留焊接收縮量及加工余量。在板單元劃線平臺上,劃頂(底)板、腹板縱橫基準(zhǔn)線,然后以縱橫基準(zhǔn)線為基準(zhǔn)劃縱肋安裝位置線、隔板安裝位置線,按線組裝縱肋,在板單元反變形胎形上進(jìn)行縱肋的焊接,為了減少焊接變形,焊接方法選擇線能力較小的二氧化碳?xì)怏w保護(hù)焊施焊[9],并采用兩臺焊接小車對稱焊接,圖4為拱頂板單元焊接。

隔板下料及拼焊精度是保證鋼箱拱吊裝節(jié)段斷面尺寸精度的重要環(huán)節(jié)。首先在數(shù)控火焰切割機(jī)上精切下料,檢查隔板輪廓尺寸,有加工工藝量要求的按照要求預(yù)留加工余量,下料后若隔板平整度超差應(yīng)對其進(jìn)行修整,其次按縱橫基線拼裝隔板單元加勁,并進(jìn)行焊縫的焊接,為減小焊接變形,隔板加勁板的焊接均采用二氧化碳?xì)怏w保護(hù)焊,最后在焊縫探傷合格后,修整焊接變形,并再次檢測輪廓尺寸,有加工工藝量要求的按照要求進(jìn)行加工,表2為板單元最大偏差檢測數(shù)值[10]。

表2 板單元檢測最大偏差數(shù)值表
2)吊裝節(jié)段制造和試拼裝。保證鋼箱拱整體線形應(yīng)首先確保單個吊裝塊體輪廓加工精度;其次要確保以預(yù)偏線形為依據(jù),不少于4個相鄰吊裝節(jié)段組成的試拼裝大節(jié)段的線形滿足設(shè)計和規(guī)范要求,最后還要保證兩個相鄰吊裝塊體箱口之間的匹配精度滿足要求,保證整體線形平滑美觀。
控制單個吊裝節(jié)段輪廓加工精度主要通過控制單個吊裝節(jié)段長度、節(jié)段矢高、吊桿等重要位置坐標(biāo)以及箱口截面精度來實現(xiàn)。單個吊裝節(jié)段長度及矢高受頂(底)板單元和腹板單元加工精度影響較大,有必要時在板單元加工階段適當(dāng)加量,節(jié)段制造階段方有調(diào)整余量。箱口截面為不規(guī)則五邊形設(shè)計,加工精度主要受隔板精度影響,節(jié)段組裝完成后截面輪廓尺寸也很難調(diào)整,必須在隔板單元加工階段進(jìn)行嚴(yán)格控制,頂(底)板、腹板之間的焊縫收縮、變形也是影響單個吊裝節(jié)段輪廓精度、箱口截面精度的主要因素之一,為了減小主要棱角焊縫焊接變形,通過計算并與設(shè)計師溝通,僅箱口500 mm范圍采用熔透焊縫,其余均改為部分熔透角焊縫。為了保證兩相鄰塊體箱口間組裝精度,節(jié)段組拼必須在專用胎架上進(jìn)行,胎架剛度需滿足要求,胎架設(shè)計按照節(jié)段臥式姿態(tài)布設(shè),依次拼裝內(nèi)腹板單元、隔板單元、頂(底)單元、錨拉板單元和外腹板單元,吊裝節(jié)段拼裝精度控制要求見表3。

表3 吊裝節(jié)段拼裝精度控制要求
試拼裝是解決相鄰吊裝節(jié)段箱口匹配、確保鋼箱拱整體線形最有效的解決方案[11-12]。濟(jì)南齊魯黃河大橋鋼箱拱在專用胎架上采用“臥式1+4” 模式進(jìn)行拱肋節(jié)段試拼裝,拱肋連接及橫撐不參與試拼裝,圖5為吊裝節(jié)段試拼裝過程。

試拼裝以技術(shù)準(zhǔn)備階段預(yù)偏線形為依據(jù),按照鋼箱拱分塊在整體預(yù)偏線形上截取相應(yīng)節(jié)段,為了提高預(yù)拼精度,取前一輪最后一節(jié)段作為后一輪的基準(zhǔn)節(jié)段參與后一輪試拼,基準(zhǔn)節(jié)段鋼箱拱擺放在專用試拼胎架上作為檢測基準(zhǔn),在基準(zhǔn)節(jié)段上選取三個特征點,建立坐標(biāo)系,基準(zhǔn)節(jié)段擺放時檢測其他節(jié)段拱軸線與箱口截面的交點坐標(biāo),滿足要求時鋼箱拱與胎架或平臺點固,依次定位其他節(jié)段。一輪的所有試拼裝節(jié)段擺放完成后,通過經(jīng)緯儀和鋼卷尺測量每個節(jié)段特征點的矢高,與預(yù)偏線形的理論矢高對比,驗證試拼裝線形的準(zhǔn)確性。
試拼裝線形驗收合格后,檢測箱口匹配性,箱口匹配性是保證輪廓線形的重點控制項點,外輪廓需順滑,避免出現(xiàn)冷彎、局部突變現(xiàn)象,若出現(xiàn)此現(xiàn)象,需通過火焰矯正調(diào)整或修補的方式予以調(diào)整。
3.3 鋼箱拱安裝線形控制
濟(jì)南齊魯黃河大橋420 m跨主拱采用低位拼裝,整體提升的方式進(jìn)行鋼箱拱的安裝,將支架設(shè)在鋼箱拱下方拱投影的位置,在支架上完成所有吊裝節(jié)段的拼焊,將臥拼段采用專用設(shè)備提升到設(shè)計位置,完成與拱腳的焊接。
1)支架設(shè)計。支架設(shè)計時,根據(jù)鋼箱拱預(yù)偏線形確定支架標(biāo)高,根據(jù)分段方案確定支架鋼箱拱環(huán)口操作平臺位置,根據(jù)鋼箱拱安裝工況,采用MIDAS軟件對支架加載后各部位受力及變形情況進(jìn)行分析驗算,選取合適的支架材料級別及規(guī)格尺寸。支架的設(shè)置必須滿足鋼箱拱安裝線形要求和承受載荷要求。
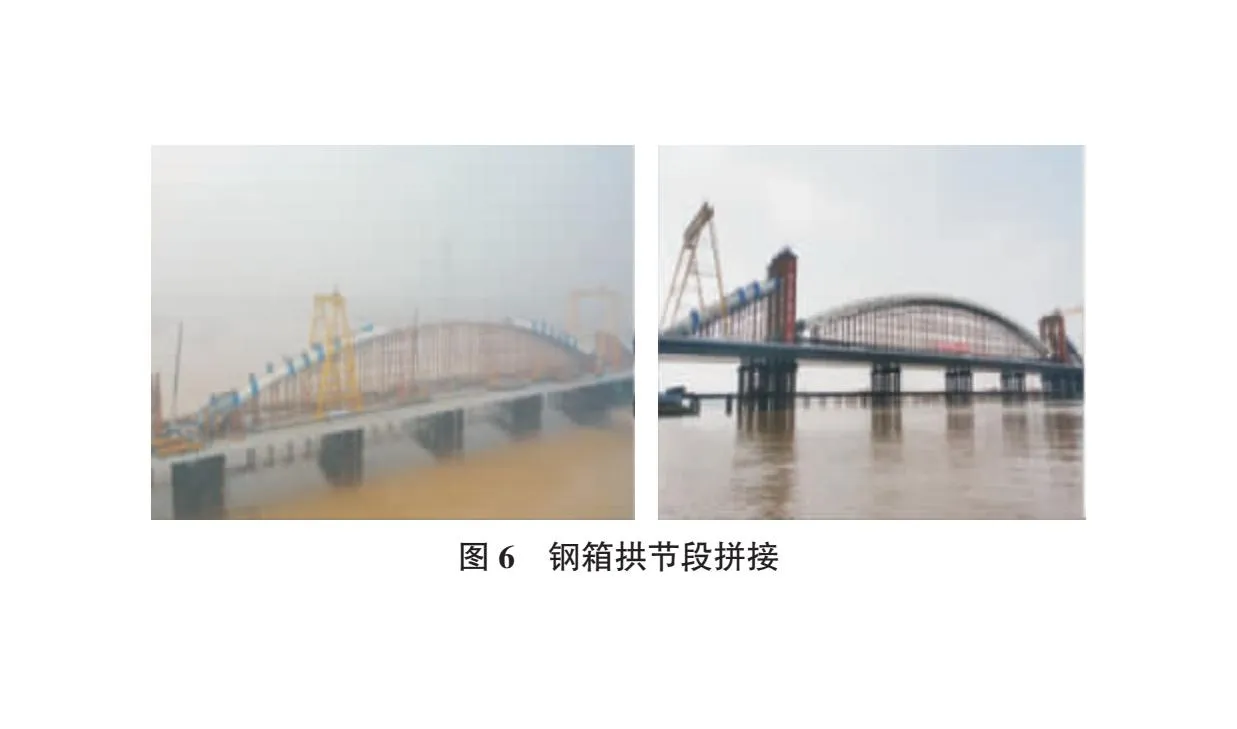
2)鋼箱拱整體節(jié)段組拼。吊裝節(jié)段采用設(shè)置于橋面的龍門吊進(jìn)行吊裝,鋼箱拱在廠內(nèi)制造時,在每個節(jié)段布設(shè)3個測控點,控制點位于每個吊裝節(jié)段上口頂板距離焊縫中心100 mm位置,中心點位于頂板縱基線上,兩側(cè)點橫向距離中心點1 200 mm。安裝前根據(jù)預(yù)偏線形,計算出控制點的空間坐標(biāo),吊裝節(jié)段吊裝就位后,測量人員使用全站儀對控制點坐標(biāo)進(jìn)行測量,節(jié)段下口不需進(jìn)行重點測量,與前一節(jié)段完成匹配即可,上口進(jìn)行鋼箱拱塊體的精確定位,考慮到溫度變化對安裝精度的影響,由于齊魯黃河大橋420 m主拱在冬季施工,測量時間定在每天上午7點—9點,安裝精度要求為:偏距、里程偏差不大于20 mm,標(biāo)高偏差不大于10 mm。圖6為鋼箱拱節(jié)段拼接過程。
3)鋼箱拱提升安裝。鋼箱拱節(jié)段在支架上拼焊完成、檢測合格后,進(jìn)入整體提升階段,提升只是位置發(fā)生變化,空中姿態(tài)不得發(fā)生變化[13-14]。兩端各布置一組提升設(shè)備,由于鋼箱拱為對稱設(shè)計,要求提升設(shè)備提升過程功率基本相同,提升速度一致,過程需嚴(yán)格監(jiān)控,避免出現(xiàn)整體扭曲或者過程姿態(tài)改變。圖7為建成后的濟(jì)南齊魯黃河大橋概貌。

4 結(jié)語
網(wǎng)狀系桿拱橋異形截面鋼箱拱建造線形控制不是一個簡單的過程,影響因素較多,需從以下三個階段進(jìn)行嚴(yán)格控制:
1)技術(shù)準(zhǔn)備階段:根據(jù)鋼箱拱加載后的受力情況及安裝方法,通過采用MIDAS軟件計算,確定鋼箱拱的制造安裝線形,根據(jù)預(yù)偏線形、現(xiàn)場運輸?shù)缆贰⒌跹b設(shè)備等情況確定鋼箱拱最終的分塊方案。
2)加工階段:分別從鋼板下料工序、板單元組焊工序、吊裝塊體拼焊工序控制鋼箱拱加工精度,通過吊裝節(jié)段實體預(yù)拼裝工序檢查鋼箱拱制造線形精度及箱口匹配度,若出現(xiàn)偏差,分析原因后應(yīng)予以調(diào)整。
3)安裝階段:安裝支架的搭設(shè)及鋼箱拱拼焊以預(yù)偏線形為依據(jù),節(jié)段安裝過程中重點控制各節(jié)段控制點偏距、里程及標(biāo)高偏差均處于允許偏差范圍;整體提升過程中確保各提升點同步提升,避免發(fā)生扭曲,影響鋼箱拱整體線形。
以濟(jì)南齊魯黃河大橋為例的網(wǎng)狀系桿異形截面鋼箱拱橋通過設(shè)計、加工、安裝三個階段的控制,大橋的建造取得了良好效果。通過研究與實踐,大橋整體線形滿足設(shè)計要求,全面驗證了該線形控制方法的可行性,為今后類似工程建造提供參考。