一種烘絲機(jī)蒸汽自動(dòng)管控的設(shè)計(jì)與應(yīng)用
2024-04-15 09:45:40解振山
河南科技 2024年4期
解振山
摘 要:【目的】為降低烘絲機(jī)蒸汽使用單耗,進(jìn)一步提升烘絲機(jī)蒸汽使用效率,設(shè)計(jì)了一種蒸汽自動(dòng)管控模式。【方法】管控模式運(yùn)用建模理論,采用多種分析工具和方法,找出主要因素和實(shí)現(xiàn)目標(biāo)的最優(yōu)路徑;利用PLC控制技術(shù)、人機(jī)界面技術(shù)、數(shù)據(jù)庫(kù)技術(shù),一方面,克服了現(xiàn)場(chǎng)儀表無(wú)法采集累計(jì)值的缺陷,另一方面,建立了基于生產(chǎn)現(xiàn)場(chǎng)關(guān)鍵設(shè)備的能源預(yù)警和提示系統(tǒng)。【結(jié)果】結(jié)果表明:烘絲機(jī)的蒸汽單耗由0.70 kg/kg葉絲下降到0.60 kg/kg葉絲,下降幅度超過(guò)10%,烘絲機(jī)蒸汽單耗指標(biāo)有效下降;使用人員借助自動(dòng)管控模式能夠及時(shí)發(fā)現(xiàn)問(wèn)題。【結(jié)論】該技術(shù)可為能源管理下沉到關(guān)鍵設(shè)備層和提高能源精益管理水平提供支持。
關(guān)鍵詞:自動(dòng)管控;缺陷;現(xiàn)場(chǎng);預(yù)警;精益管理
中圖分類號(hào):TN710? ? ?文獻(xiàn)標(biāo)志碼:A? ? ?文章編號(hào):1003-5168(2024)04-0050-05
DOI:10.19968/j.cnki.hnkj.1003-5168.2024.04.009
Design and Application of Steam Automatic Control for
Tobacco Dryer
XIE Zhenshan
(Fuyang Cigarette Factory, China Tobacco Anhui Industrial Co., Ltd., Fuyang 236000, China)
Abstract: [Purposes] To reduce the steam unit consumption of tobacco dryer ,and further improve the efficiency of the steam use of tobacco dryer, this paper designs an automatic steam management and control mode. [Methods] The mode uses modeling theory and a variety of analysis tools and methods to identify the main factors and the optimal path to achieve the goal; by using PLC control technology, man-machine interface technology and database technology, on the one hand, the defect that the field instrument can not collect the cumulative value is overcome, and on the other hand, the energy early warning and prompt based on the key production equipment at the production site is established. [Findings] The results indicate:the steam unit consumption of tobacco dryer is reduced from 0.70 kg/kg cut tobacco to 0.60 kg/kg cut tobacco, the reduction range is more than 10%, and the steam unit consumption index of the tobacco dryer is effectively reduced;the user can find the problem in time by means of the automatic control mode. [Conclusions] This technology can provide support for energy management sinking to the key equipment layer and improve the level of energy lean management.
Keywords: automatic control; defect; field; early warning; lean management
0 引言
安徽中煙工業(yè)有限責(zé)任公司阜陽(yáng)卷煙廠的能源種類主要有蒸汽、天然氣、水、電、壓縮空氣等五種類型,排在首位的能源消耗量為蒸汽消耗量,約占總能耗的70%,其中烘絲筒類設(shè)備的蒸汽耗用量占比約76%,占比最大。在蒸汽使用過(guò)程中,傳統(tǒng)技術(shù)只能依靠人工對(duì)蒸汽系統(tǒng)的異常情況進(jìn)行判斷識(shí)別,導(dǎo)致蒸汽消耗數(shù)值異常波動(dòng)時(shí),不能及時(shí)發(fā)現(xiàn),從而影響管控效果。為此,本研究設(shè)計(jì)一種烘絲機(jī)蒸汽自動(dòng)管控模式。該自動(dòng)管控模式,以車間蒸汽最大消耗主機(jī)設(shè)備烘絲機(jī)為突破口,運(yùn)用PDCA原理,借助PLC自動(dòng)控制技術(shù)采集數(shù)據(jù)、編寫(xiě)程序,在預(yù)熱和生產(chǎn)階段實(shí)現(xiàn)蒸汽數(shù)據(jù)采集、趨勢(shì)跟蹤、預(yù)熱時(shí)間管理、異常預(yù)警等功能,形成了一個(gè)標(biāo)準(zhǔn)化的蒸汽消耗管控模式,有利于排查蒸汽異常原因,實(shí)現(xiàn)對(duì)蒸汽能源的精益管理。
1 自動(dòng)管控模式
1.1 問(wèn)題分析
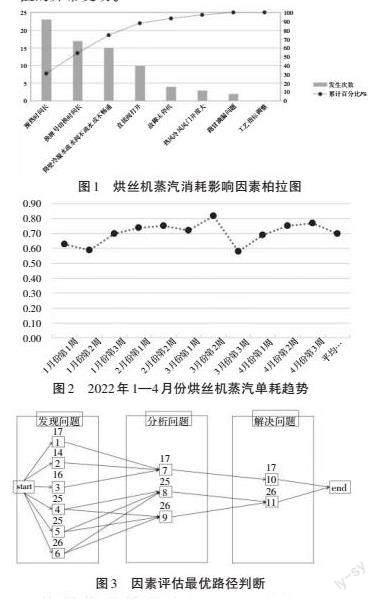
通過(guò)對(duì)目前烘絲機(jī)的蒸汽影響因素進(jìn)行統(tǒng)計(jì)分析,建立蒸汽消耗影響因素柏拉圖。按照次序進(jìn)行排序,得到柏拉圖,如圖1所示。采用ABC分類法進(jìn)行分類,累計(jì)百分比80%以內(nèi)的因素有預(yù)熱時(shí)間長(zhǎng)、切換牌號(hào)時(shí)間長(zhǎng)、筒壁冷凝水閥疏水不暢,為主要因素。這三種因素導(dǎo)致的結(jié)果直觀反映為蒸汽消耗數(shù)值的異常變動(dòng)。
經(jīng)統(tǒng)計(jì)2022年1—4月蒸汽消耗,如圖2所示,以烘絲機(jī)進(jìn)料前的葉絲秤重量為參考數(shù)據(jù),烘絲機(jī)的蒸汽消耗值平均為0.70 kg/kg葉絲。
1.2 模型建立
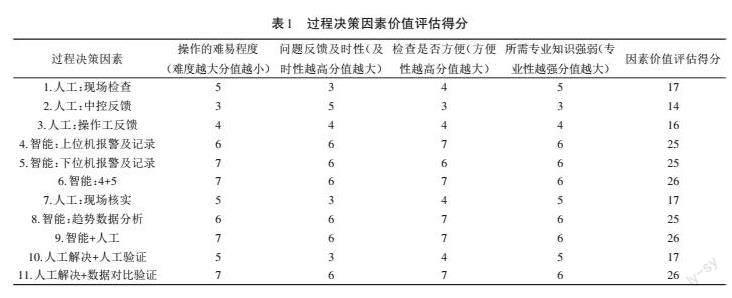
根據(jù)操作的難易程度、問(wèn)題反饋及時(shí)性、檢查是否方便、所需專業(yè)知識(shí)強(qiáng)弱等四個(gè)維度對(duì)過(guò)程因素進(jìn)行評(píng)價(jià)[1],最終得出發(fā)現(xiàn)問(wèn)題、分析問(wèn)題和解決問(wèn)題的因素價(jià)值評(píng)估得分,見(jiàn)表1。
在因素評(píng)估得分的基礎(chǔ)上,找出關(guān)鍵路徑(最優(yōu)方案):start—6—9—11—end,總長(zhǎng)度為78,數(shù)值最大,價(jià)值最高,如圖3所示。
按照管理循環(huán)法(Plan-Do-Check-Action,PDCA)的原則,結(jié)合處理問(wèn)題的工作流程,以自動(dòng)化為基礎(chǔ),通過(guò)控制技術(shù)和人機(jī)界面數(shù)據(jù)趨勢(shì)記錄,達(dá)到自動(dòng)采集數(shù)據(jù)、實(shí)現(xiàn)預(yù)警功能以及記錄數(shù)據(jù)的目的,最終實(shí)現(xiàn)HMI數(shù)據(jù)分析、IFIX數(shù)據(jù)分析、IFIX數(shù)據(jù)對(duì)比等三方面功能,如圖4所示。
1.3 程序設(shè)計(jì)
烘絲機(jī)蒸汽消耗在設(shè)備上分為熱風(fēng)蒸汽消耗和筒壁蒸汽消耗,在工藝上分為預(yù)熱階段和生產(chǎn)狀態(tài)階段。通過(guò)烘絲機(jī)熱風(fēng)蒸汽管道和筒壁蒸汽管道上的流量計(jì)[2],利用PLC實(shí)時(shí)采集的蒸汽流量,在PLC內(nèi)通過(guò)積分方程的方法把實(shí)時(shí)蒸汽流量對(duì)時(shí)間進(jìn)行積分,得到烘絲機(jī)熱風(fēng)蒸汽管道和筒壁蒸汽管道的累計(jì)蒸汽使用量[3]。
①設(shè)備預(yù)熱階段的蒸汽管控。在PLC中利用編制算法計(jì)算出預(yù)熱每批次蒸汽流量均值、預(yù)熱完成條件判斷、預(yù)熱時(shí)間和預(yù)熱蒸汽使用總量記錄、預(yù)熱階段預(yù)警報(bào)警的數(shù)值。
②批次生產(chǎn)狀態(tài)階段的蒸汽管控。在PLC中利用編制算法計(jì)算生產(chǎn)每批次蒸汽流量均值、生產(chǎn)完成判斷、生產(chǎn)時(shí)間和生產(chǎn)蒸汽使用總量記錄、生產(chǎn)階段預(yù)警報(bào)警。
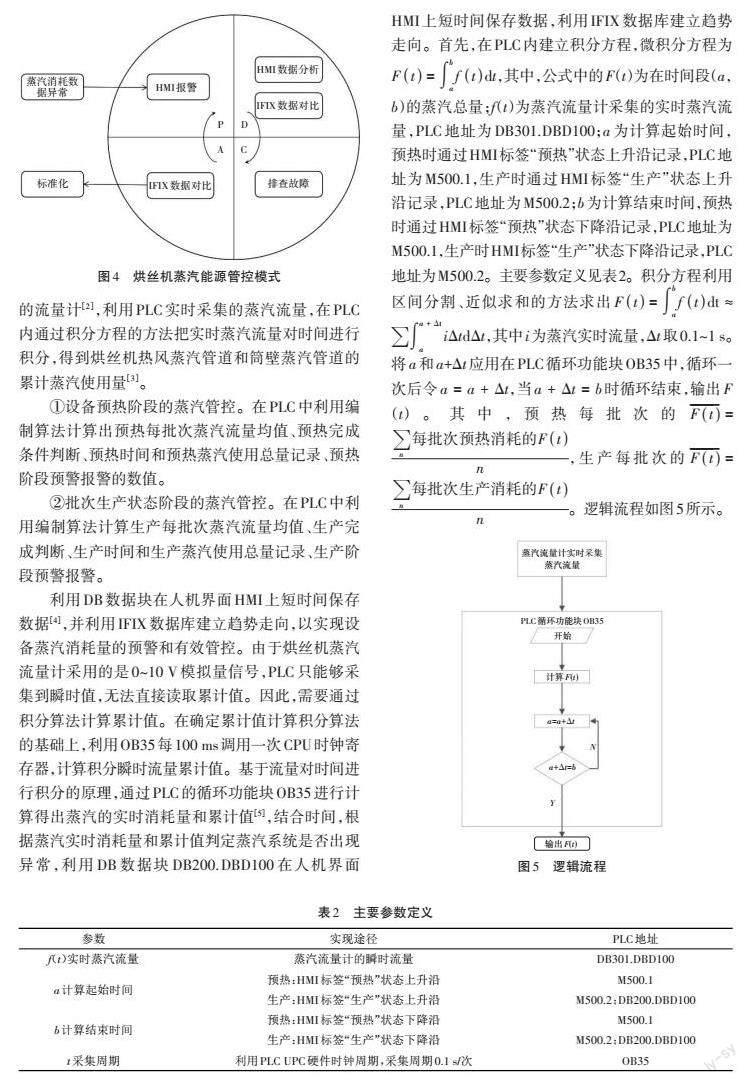
利用DB數(shù)據(jù)塊在人機(jī)界面HMI上短時(shí)間保存數(shù)據(jù)[4],并利用IFIX數(shù)據(jù)庫(kù)建立趨勢(shì)走向,以實(shí)現(xiàn)設(shè)備蒸汽消耗量的預(yù)警和有效管控。由于烘絲機(jī)蒸汽流量計(jì)采用的是0~10 V模擬量信號(hào),PLC只能夠采集到瞬時(shí)值,無(wú)法直接讀取累計(jì)值。因此,需要通過(guò)積分算法計(jì)算累計(jì)值。在確定累計(jì)值計(jì)算積分算法的基礎(chǔ)上,利用OB35每100 ms調(diào)用一次CPU時(shí)鐘寄存器,計(jì)算積分瞬時(shí)流量累計(jì)值。基于流量對(duì)時(shí)間進(jìn)行積分的原理,通過(guò)PLC的循環(huán)功能塊OB35進(jìn)行計(jì)算得出蒸汽的實(shí)時(shí)消耗量和累計(jì)值[5],結(jié)合時(shí)間,根據(jù)蒸汽實(shí)時(shí)消耗量和累計(jì)值判定蒸汽系統(tǒng)是否出現(xiàn)異常,利用DB數(shù)據(jù)塊DB200.DBD100在人機(jī)界面HMI上短時(shí)間保存數(shù)據(jù),利用IFIX數(shù)據(jù)庫(kù)建立趨勢(shì)走向。首先,在PLC內(nèi)建立積分方程,微積分方程為[Ft=abftdt],其中,公式中的F(t)為在時(shí)間段(a,b)的蒸汽總量;f(t)為蒸汽流量計(jì)采集的實(shí)時(shí)蒸汽流量,PLC地址為DB301.DBD100;a為計(jì)算起始時(shí)間,預(yù)熱時(shí)通過(guò)HMI標(biāo)簽“預(yù)熱”狀態(tài)上升沿記錄,PLC地址為M500.1,生產(chǎn)時(shí)通過(guò)HMI標(biāo)簽“生產(chǎn)”狀態(tài)上升沿記錄,PLC地址為M500.2;b為計(jì)算結(jié)束時(shí)間,預(yù)熱時(shí)通過(guò)HMI標(biāo)簽“預(yù)熱”狀態(tài)下降沿記錄,PLC地址為M500.1,生產(chǎn)時(shí)HMI標(biāo)簽“生產(chǎn)”狀態(tài)下降沿記錄,PLC地址為M500.2。主要參數(shù)定義見(jiàn)表2。積分方程利用區(qū)間分割、近似求和的方法求出[Ft=abftdt≈aa+ΔtiΔtdΔt],其中i為蒸汽實(shí)時(shí)流量,[Δt]取0.1~1 s。將a和a+[Δt]應(yīng)用在PLC循環(huán)功能塊OB35中,循環(huán)一次后令[a=a+Δt],當(dāng)[a+Δt=b]時(shí)循環(huán)結(jié)束,輸出F(t)。其中,預(yù)熱每批次的[Ft=n每批次預(yù)熱消耗的Ftn],生產(chǎn)每批次的[Ft=n每批次生產(chǎn)消耗的Ftn]。邏輯流程如圖5所示。
利用烘絲機(jī)蒸汽流量計(jì)自身顯示屏上的累計(jì)值,選取10批次進(jìn)行試驗(yàn),通過(guò)對(duì)比每批次蒸汽流量計(jì)的累計(jì)值和算法計(jì)算的累計(jì)值進(jìn)行比較,可以看出,偏差百分比為2.72%,累計(jì)值計(jì)算誤差較小,計(jì)算合理,見(jiàn)表3。
根據(jù)實(shí)際生產(chǎn)過(guò)程,預(yù)熱完成判斷條件為烘絲機(jī)的熱風(fēng)溫度在時(shí)間t1≤15 min內(nèi)達(dá)到工藝設(shè)定值T1=130 ℃且滾筒溫度在時(shí)間t2≤20 min內(nèi)達(dá)到T2=150 ℃,預(yù)熱完成,在IFIX上顯示“烘絲機(jī)預(yù)熱完成”,方便中控人員進(jìn)行操作進(jìn)料或調(diào)整工藝參數(shù)。當(dāng)T1和T2都達(dá)到設(shè)定值時(shí),t1或t2超過(guò)正常時(shí)間且超過(guò)3 min,則判斷蒸汽異常[6],在IFIX上顯示“烘絲機(jī)預(yù)熱異常,請(qǐng)檢查”。與過(guò)去一周內(nèi)預(yù)熱平均時(shí)間比較,時(shí)間超過(guò)5 min,且工藝條件滿足,判斷蒸汽消耗量異常。與過(guò)去一周內(nèi)預(yù)熱蒸汽消耗量平均值比較,超過(guò)平均值15%,判斷蒸汽消耗量異常。若與過(guò)去一周內(nèi)同牌號(hào)生產(chǎn)平均時(shí)間比較,時(shí)間超過(guò)10 min,且滿足工藝條件,判斷蒸汽消耗量異常。與過(guò)去一周內(nèi)同牌號(hào)生產(chǎn)蒸汽消耗比較,超過(guò)平均值20%以上,判斷蒸汽消耗量異常,程序算法邏輯見(jiàn)表4。
在人機(jī)交互界面,針對(duì)不同對(duì)象實(shí)現(xiàn)不同的功能[7]。由于生產(chǎn)崗位是發(fā)現(xiàn)問(wèn)題和解決問(wèn)題的第一現(xiàn)場(chǎng),因此,在下位機(jī)HMI上界面設(shè)計(jì)上,需要實(shí)現(xiàn)上料提醒、實(shí)時(shí)數(shù)據(jù)顯示功能、超值預(yù)警、數(shù)據(jù)對(duì)比分析等功能,目的是能夠自動(dòng)發(fā)現(xiàn)蒸汽異常狀態(tài)和便于人工及時(shí)處置。在上位機(jī)IFIX界面設(shè)計(jì)上[8],借助歷史數(shù)據(jù)庫(kù)可以更長(zhǎng)久地保存數(shù)據(jù),實(shí)現(xiàn)數(shù)據(jù)交互,對(duì)象為中控員和能源管理人員,主要有數(shù)據(jù)記錄、趨勢(shì)分析等功能,便于查看歷史數(shù)據(jù),對(duì)比排查改善效果。
根據(jù)不同的蒸汽異常類別,設(shè)置不同的控制目標(biāo),采取不同的管控措施,最終形成閉環(huán)的完整分析和解決問(wèn)題的管控措施,見(jiàn)表5。
2 應(yīng)用效果
自動(dòng)管控模式實(shí)施后,經(jīng)統(tǒng)計(jì)2022年5—10月蒸汽單耗數(shù)據(jù),烘絲機(jī)蒸汽單耗為0.60 kg/kg葉絲,蒸汽消耗下降幅度超過(guò)10%,如圖6所示。使用中發(fā)現(xiàn)問(wèn)題的頻次比以往增多,如圖7所示。該系統(tǒng)提高了能源管理全員參與度,建立了數(shù)據(jù)可視化和報(bào)警信息,便于崗位人員及時(shí)查看能源數(shù)據(jù),進(jìn)一步提高了能源精益管理的水平。
3 結(jié)語(yǔ)
該自動(dòng)管控模式,結(jié)合故障分類特征及模型分析,主要實(shí)現(xiàn)了預(yù)熱和批次階段實(shí)現(xiàn)蒸汽的消耗統(tǒng)計(jì)、分析及預(yù)警功能,算法邏輯主要解決蒸汽耗用是否超過(guò)理想值的邏輯判定。預(yù)熱階段,通過(guò)預(yù)熱時(shí)間、預(yù)熱筒壁蒸汽消耗量、預(yù)熱熱風(fēng)蒸汽消耗量的計(jì)算值和理想值的計(jì)算比較,可判斷預(yù)熱時(shí)間和預(yù)熱蒸汽消耗量是否超標(biāo),若超標(biāo),給出判斷信息和報(bào)警提示。其中,在蒸汽累計(jì)量的設(shè)置上,采用輸入/輸出相結(jié)合的方法,理想值可以人工輸入數(shù)據(jù),通過(guò)計(jì)算預(yù)熱條件來(lái)滿足要求時(shí)的理論值判斷和一周內(nèi)預(yù)熱累計(jì)平均值,三者中取最小值為理想值,超過(guò)理想值一定數(shù)量則判定為超標(biāo),預(yù)熱條件滿足即提示“滿足上料條件,可以上料”。生產(chǎn)階段(批次階段),以累計(jì)一周平均值或輸入值作為理想值,超過(guò)理想值一定數(shù)量則判定為超標(biāo)。該設(shè)計(jì)不需要改變?cè)械脑O(shè)備結(jié)構(gòu),技術(shù)可靠性高,極大地降低了生產(chǎn)改造成本,能夠更好地統(tǒng)計(jì)設(shè)備運(yùn)行時(shí)所需要的蒸汽總量和進(jìn)行蒸汽異常判斷分析,實(shí)現(xiàn)了設(shè)備蒸汽消耗量的預(yù)警和有效管控,為能源管理下沉到關(guān)鍵設(shè)備層和提高能源精益管理水平提供了技術(shù)支持。
參考文獻(xiàn):
[1]文放懷.精益生產(chǎn)入門(mén)[M].廣州:廣東經(jīng)濟(jì)出版社,2006.
[2]陳良元.卷煙生產(chǎn)工藝技術(shù)[M].鄭州:河南科學(xué)技術(shù)出版社,2002.
[3]侯志林.過(guò)程控制與自動(dòng)化儀表[M].北京:機(jī)械工業(yè)出版社,1999.
[4]王永華.現(xiàn)代電氣控制及PLC應(yīng)用技術(shù)[M].北京:航空航天大學(xué)出版社,2007.
[5]崔堅(jiān).西門(mén)子工業(yè)網(wǎng)絡(luò)通信指南[M].北京:機(jī)械工業(yè)出版社,2005.
[6]廖常初.S7-300/400PLC[M].北京:機(jī)械工業(yè)出版社,2013.
[7]霍志紅.網(wǎng)絡(luò)化控制系統(tǒng)故障診斷與容錯(cuò)控制[M].北京:中國(guó)水利水電出版社,2009.
[8]翟天嵩,劉尚爭(zhēng).iFIX基礎(chǔ)教程[M].北京:清華大學(xué)出版社,2013.
猜你喜歡
中國(guó)科技博覽(2016年24期)2016-12-28 23:33:04
中小學(xué)德育(2016年12期)2016-12-22 19:16:38
法制與社會(huì)(2016年33期)2016-12-15 11:01:59
時(shí)代金融(2016年27期)2016-11-25 18:45:30
價(jià)值工程(2016年30期)2016-11-24 14:41:48
企業(yè)技術(shù)開(kāi)發(fā)·下旬刊(2016年9期)2016-11-23 03:15:52
財(cái)會(huì)學(xué)習(xí)(2016年19期)2016-11-10 03:36:04
中國(guó)市場(chǎng)(2016年36期)2016-10-19 04:28:06
中國(guó)市場(chǎng)(2016年35期)2016-10-19 03:05:16
環(huán)球時(shí)報(bào)(2014-02-17)2014-02-17 23:50:59
