泵控液壓墊預加速階段最優控制策略
2024-04-25 10:58:44董志奎安會江張勇斌
液壓與氣動 2024年4期
何 松,董志奎,安會江,王 翟,張勇斌
(1.燕山大學 機械工程學院,河北 秦皇島 066004; 2.北自(北京)檢測科技發展有限公司,北京 100032)
引言
電液伺服泵控液壓拉伸墊(泵控液壓墊)是襯托在模具下方,用于增加拉伸阻尼以保證材料均勻流動的沖壓設備。隨著航空航天以及汽車領域的迅速發展,拉伸成型產品對液壓墊系統在制造工藝和可靠性上提出了更高的要求[1-2]。傳統閥控液壓墊系統的構型設計和控制策略已經發展較為成熟[3],但是其存在能量利用率不高、系統組成復雜等缺點[4],因此采用結構緊湊、能量利用率高的泵控系統替代閥控系統構成新型泵控液壓墊[5-7],將有助于提高液壓墊的產品競爭力。
目前泵控系統的速度、位置、壓力等單一控制策略得到了迅速的發展,并且針對不同的工況形成了更加完備的解決方案[8-9]。然而,泵控液壓墊預加速階段對響應速度和精度要求較高,需要將單一的速度控制策略和位置控制策略相結合,探索高效可靠的速度位置復合控制策略。針對速度位置復合控制策略,國內外學者進行了大量研究。何建海等[10]針對風帆液壓控制過程中液壓沖擊對風帆系統的影響,提出了油缸速度前饋和風帆轉角位移綜合協調控制方案,減小了風帆控制過程中的速度沖擊。ZHANG Xiaogang等[11]針對挖掘機在危險環境中對位置控制和速度控制的高精度問題,提出一種結合速度前饋的位置控制策略,使挖掘機臂同時實現位置和速度控制,保證了挖掘機臂的平穩移動和快速定位。HUANG Weinan等[12]針對傳統大型慣性液壓回轉系統生產效率低、重復定位精度差等問題,提出了一種基于獨立計量控制系統的速度位置復合控制策略,提高了系統的動態特性及生產效率。喬志剛等[13]針對快鍛液壓機的控制精度與響應速度問題,提出快鍛液壓機速度位置復合控制策略,使鍛壓機的活動橫梁能夠無滯后地實現高精度定位。上述研究為泵控液壓墊最優控制策略研究奠定了良好的基礎。
本研究針對泵控液壓墊預加速階段的工藝要求,從速度位置復合控制策略出發,提出了一種基于S型曲線規劃的泵控液壓墊預加速階段最優控制策略,使得泵控液壓墊在滿足工藝要求的前提下,降低工作過程中的沖擊和振動,提高拉伸成型產品的質量并延長設備的使用壽命。
1 系統組成
泵控液壓墊系統原理如圖1所示,包括伺服電機、定量柱塞泵、蓄能器、單向閥、溢流閥、液壓缸等元件組成。其中,柱塞泵輸出的流量取決于伺服驅動器控制伺服電機的轉速,流量傳遞至液壓缸,進而實現液壓墊的速度、位置控制。
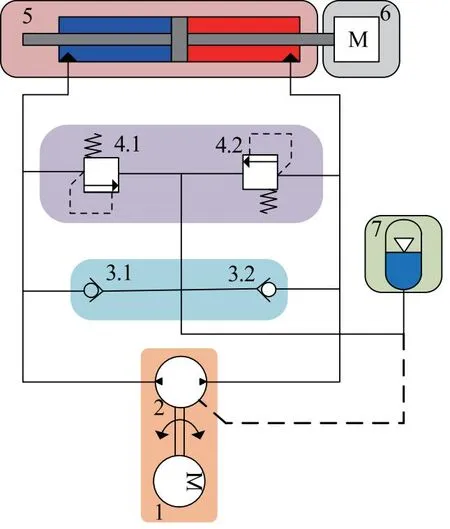
1.伺服電機 2.定量柱塞泵 3.單向閥 4.溢流閥 5.對稱液壓缸 6.負載 7.蓄能器
泵控液壓墊伺服控制系統主要包括電氣控制系統、伺服驅動系統、液壓執行系統。
電氣控制系統又分為上位機數據采集系統和伺服控制系統,可對采樣數據實時監控與處理。伺服驅動系統包含伺服驅動器和永磁同步交流伺服電機。液壓執行系統則由定量柱塞泵、對稱液壓缸等元件組成。泵控液壓墊控制系統組成如圖2所示。
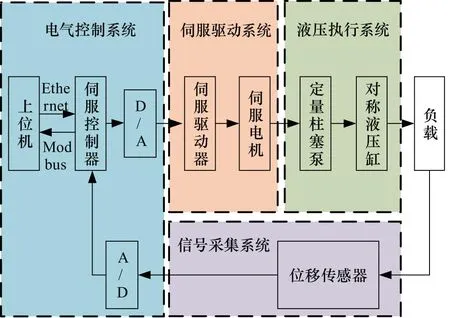
圖2 泵控液壓墊伺服控制系統組成
2 系統建模
2.1 伺服電機模型
為了簡化建立伺服電機數學模型的難度,通常忽略其鐵芯飽和、鐵耗、轉子阻尼等對伺服運動的影響,在d-q坐標系下建立伺服電機的數學模型。
伺服電機的轉矩方程:
(1)
式中,Tm——電磁轉矩
pn——轉子磁極對數
ψf——永磁體在定子繞組上產生的磁鏈
i——定子電流
Kt——電磁轉矩系數
(2)
式中,E0——空載狀態下伺服電機的反電動勢
f——交流電頻率
ω——伺服電機角速度
r——同步電機轉速
伺服電機拖動系統的運動方程:
(3)
式中,Jm——折算到電機軸上的轉動慣量
Bm——摩擦阻尼
TE——負載力矩
在伺服電機等效電樞回路中,根據基爾霍夫電壓定律,得出電壓平衡方程:
(4)
式中,Us——定子電壓
Ke——反電動勢系數
Ls——定子電感
R——定子電阻
2.2 定量柱塞泵模型
由于定量柱塞泵在工作狀態下,存在內泄漏和外泄漏的現象,故建立數學模型時需要考慮此因素的影響,泵正向運轉時流量和壓力關系如圖3所示。
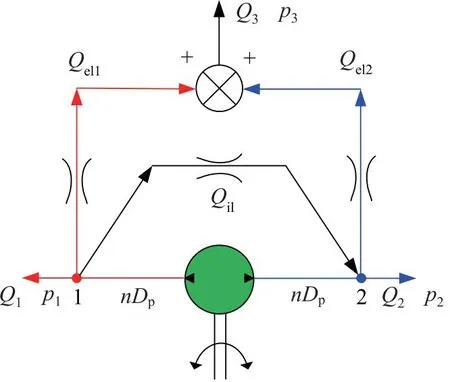
圖3 定量柱塞泵流量與壓力關系圖
定量柱塞泵1口流量方程:
Q1=nDp-Qil-Qel1
(5)
定量柱塞泵2口流量方程:
Q2=nDp-Qil+Qel2
(6)
式中,Dp——柱塞泵排量
n——柱塞泵轉速
Qel1——柱塞泵1口處外泄漏流量
Qel2——柱塞泵2口處外泄漏流量
Qil——柱塞泵內泄漏流量
2.3 液壓缸模型
液壓缸作為泵控液壓墊系統的執行元件,其結構如圖4所示,建立液壓缸的流量連續性方程如下所示。
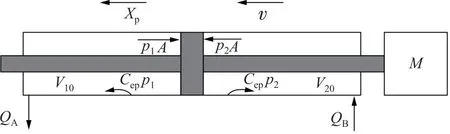
圖4 液壓缸結構
流量連續性方程:
(7)
(8)
式中,QA——液壓缸左腔流量
QB——液壓缸右腔流量
Cip——液壓缸內泄漏系數
Cep——液壓缸外泄漏系數
p1——液壓缸左腔壓力
p2——液壓缸右腔壓力
V10——回油腔的初始容積
V20——進油腔的初始容積
βe——有效體積彈性模量
3 復合控制策略
本研究將從位置控制和速度控制策略出發,對泵控液壓墊預加速階段的速度位置復合控制策略進行研究,提出基于曲線規劃的速度位置復合控制原理。首先,采用S型加減速曲線規劃方法對泵控液壓墊的速度曲線進行規劃;其次,基于泵控液壓墊系統狀態空間模型,設計速度狀態觀測器;最后,結合最優控制思想,設計速度位置切換最優控制策略,來完成泵控液壓墊的預加速控制算法研究。
3.1 S型加減速曲線規劃
泵控液壓墊預加速階段要求位置動態跟隨的快速性和準確性較高,因此選用7段S型曲線中的前4段,降低系統在預加速階段的沖擊和振動。S型加減速曲線相比于傳統的曲線規劃方法,可使此系統在開始階段和結束階段均為平滑過渡,并且運行過程中不存在加速度躍變現象[14-16],其加減速曲線規劃如圖5所示。

圖5 S型加速減速曲線速度與時間的關系
3.2 速度狀態觀測器
為了對控制系統實現狀態反饋,根據系統的輸入變量和輸出變量的實測值得出狀態變量估計值的動態系統,稱為狀態觀測器。
本研究采用龍伯格狀態觀測器,其主要包含觀測器模擬部分和修正部分:
(9)
式中,A——狀態矩陣
B——輸入矩陣
C——輸出矩陣
L——觀測器增益矩陣

圖6 速度狀態觀測器
3.3 最優控制策略
由于系統對速度、位置均有精度要求,故根據泵控液壓墊的速度位置復合控制構建最優控制二次型函數:
J=XTQdrdX+XTRruX+XTQvrvX
(10)
式中,Qd——位置控制模式權重矩陣
Qv——速度控制模式權重矩陣
R——能量輸入權重矩陣
rd——位置控制權重系數
ru——能量輸入權重系數
rv——速度控制權重系數
最優控制策略通過對位置控制權重系數rd和速度控制權重系數rv的切換,可實現泵控液壓墊預加速階段速度位置的平穩切換。本研究選取液壓缸的運行速度作為切換條件,當運行速度小于速度設定值時,為位置控制模式;運行速度等于速度設定值時,位置控制模式無沖擊地切換至速度控制模式。
權重系數切換方程:
(11)
基于S型曲線規劃的最優控制如圖7所示。

圖7 基于S型曲線規劃的最優控制
4 試驗驗證
為進一步驗證最優控制策略的可靠性,搭建泵控液壓墊模擬試驗臺如圖8所示,試驗臺通過電氣控制系統對液壓伺服部分實現閉環控制,采用上位PC機與伺服控制器進行實時數據通訊,完成對泵控液壓墊速度和位置的監控及存儲。

圖8 泵控液壓墊模擬試驗臺
基于泵控液壓墊模擬試驗臺,對S型曲線規劃的最優控制策略和PID控制效果進行對比驗證。設定泵控液壓墊運行速度9 mm/s,加速度15 mm/s2,加加速度1 mm/s3,在該工況下進行試驗驗證,泵控液壓墊試驗主要參數如表1所示。試驗結果如圖9、圖10所示。

表1 液壓墊主要參數

圖10 給定速度9 mm/s,加速度15 mm/s2時的實驗速度
觀察圖9b位移誤差ey對比曲線和圖10b速度誤差ev對比曲線,泵控液壓墊模擬試驗臺從1 s起開始動作,系統在整個起步階段會出現位移突變和速度突變的現象。該現象產生的原因是泵控液壓墊試驗臺需要突然加速,克服靜摩擦力和黏性阻尼力,導致液壓缸會產生一定的壓力。系統的長軟管在低壓力下內壁彈性模量具有較嚴重的非線性,因此導致起動時系統壓力突變,進而產生速度和位移突變。然而,當泵控液壓墊在預加速階段開始時,上模和下模尚未接觸,在1~1.5 s的突變現象不會對整個系統的控制產生影響。系統在2 s以后逐漸趨于平穩,能夠滿足控制要求。
由圖9可以看出,最優控制與PID控制相比,最優控制的位置控制效果較好。最優控制位移響應曲線與理論位移曲線基本重合,2 s以后穩態位置偏差控制在0.02 mm以內。PID控制誤差波動較大,最高達0.5 mm,且難以達到穩定狀態,不能滿足高精度的控制要求。
由圖10可以看出,最優控制的實際運行速度接近理論速度,2 s后達到速度設定值9 mm/s。最優控制穩態速度偏差在0.17 mm/s以內,控制效果較好。PID控制速度偏差在0.7 mm/s以內,難以滿足高精度的控制要求。
雖然在實際實驗過程中,泵控液壓墊模擬試驗臺容易受到外部干擾等因素的影響,但是最優控制策略的控制效果在誤差允許的范圍內滿足預加速階段的工藝要求。
5 結論
通過對液壓墊系統進行分析得出預加速控制的關鍵在于液壓墊預加速過程中的速度和位置控制。針對泵控液壓墊預加速階段控制方法展開研究,通過理論研究和試驗分析,主要得到以下結論:
(1) 針對泵控液壓墊系統,提出了S型加減速曲線規劃方法,使其在預加速階段運行過程中不存在加速度躍變現象;
(2) 對泵控液壓墊預加速階段的速度、位置控制進行研究,提出了基于S型曲線規劃的最優控制策略;
(3) 對泵控液壓墊系統預加速階段的最優控制策略進行了理論和試驗研究。結果表明,最優控制策略相比于傳統的PID控制具有良好的控制效果,且滿足泵控液壓墊的工藝需求。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
能源工程(2020年6期)2021-01-26 00:55:22
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
山東冶金(2019年3期)2019-07-10 00:54:04
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
消費導刊(2018年10期)2018-08-20 02:57:02
家庭影院技術(2017年9期)2017-09-26 03:41:45
通信電源技術(2016年1期)2016-04-16 04:57:26
