智能壓濾系統在新疆某選煤廠的應用研究
2024-05-07 02:44:48包國強尉維潔
自動化儀表 2024年4期
齊 健,包國強,尉維潔,劉 峰,周 南
(國家能源集團新疆能源有限責任公司洗選中心,新疆 烏魯木齊 830000)
0 引言
煤泥水處理是選煤廠生產的重要環節。煤泥壓濾指將高濃度煤泥漿通過過濾、壓榨等處理過程[1],生成可利用的煤泥以及可循環使用的循環水。目前,某選煤廠使用的壓濾機為單機自動化設備。在生產過程中,崗位人員需要定期巡視,通過現場控制柜進行設備的操作與控制。同時,在濃縮機往壓濾系統補料的環節、壓濾機進料結束過程控制以及系統內壓濾機排隊卸料過程都依賴崗位人員手動操控,存在人員依賴性強、系統處理效率低的問題。
近幾年,不少的學者對壓濾機的智能化升級進行研究。雷汝海[2]對控制精煤壓濾機濾餅水分進行了研究,通過入料性質和目標水分來控制過濾時間。段斌[3]提出開發智能壓濾模塊,并將壓濾機可編程邏輯控制器(programmable logic controller,PLC)的Modbus信號轉為ModbusTCP信號后接入服務器后臺。該方法通過引入智能邏輯,自動判斷壓濾機進料結束和智能排隊卸料;通過智能壓濾模塊,讀取壓濾機狀態信息以及對壓濾機進行控制。王建美[4]針對選煤廠煤泥壓濾控制系統存在的智能化程度低、系統穩定性差、通信系統不完善的問題,設計基于控制器局域網(controller area network,CAN)總線通信的煤泥壓濾智能控制系統,實現了壓濾系統的集中數采及智能控制。但是以上研究都未經過工業生產現場的廣泛應用。針對不同的洗選現場,由于每個選煤廠的洗選工藝不完全相同,則不同選煤工藝的研究方案會有差異。
借助以上研究成果,本文選取的選煤廠煤泥水處理工藝采用兩段濃縮回收的流程。具體流程為:脫泥篩篩下水及稀介磁選尾礦經濃縮旋流器濃縮,底流進入煤泥離心機脫水,脫水后的煤泥摻入混煤中;旋流器溢流和弧形篩篩下水進入濃縮機濃縮,濃縮機底流經壓濾機脫水回收細煤泥。濃縮機溢流和壓濾機的濾液作為循環水重復使用,以實現煤泥廠內回收、洗水閉路循環。
本文針對選煤廠煤泥壓濾系統生產作業現狀,開展智能壓濾系統的研究。本文從底流泵自動補料、壓濾機的自動進料、進料結束自動識別、自動排隊卸料、卸料過程視頻跟蹤監控、濃縮機與壓濾機聯動啟停控制等多個方面進行試驗研究,以實現多工序智能管控、提升各環節智能化水平、減輕崗位勞動強度、提高壓濾整體效率[5]。本文研究對煤泥水處理過程的連續、穩定運行具有重要意義。
1 選煤廠壓濾系統現狀
本文研究的選煤廠設計生產能力為800萬噸/年。該廠采用2臺景津自動化程控隔膜壓濾機進行煤泥回收。來料為3個濃縮機底流。每臺濃縮機對應2臺底流泵。底流泵將煤泥漿打入壓濾機入料桶。煤泥漿通過2臺壓濾機入料泵分別向2臺壓濾機供料。當前壓濾機均為單機自動化設備,只能通過現場控制機柜進行操作。
目前,壓濾系統生產崗位人員兼職管理地銷裝車環節,壓濾系統的整體負荷不大,因此壓濾系統的生產開始及結束過程比較隨意。在壓濾機的進料環節,需要崗位人員手動啟動壓濾機入料泵。在進料期間,崗位人員通過觀察壓濾機濾液水狀態判斷進料結束時機,在現場操作柜手動觸發進料結束指令。在卸料環節,崗位人員要同時兼顧2臺壓濾機的卸料順序和時機,手動控制操作壓濾機的卸料。在煤泥轉運環節,崗位人員需要例行巡檢,確保下游設備正常運行,避免出現壓刮板事故。單臺壓濾機全部卸料完成后,下游轉載設備仍處于空轉狀態,崗位人員需及時停止下游設備。整個過程人工依賴性強,會造成能源浪費。
生產期間,壓濾系統需要崗位人員巡視。在勞動強度大且卸料時機判斷不準的情況下,這會一定程度影響壓濾系統的工作效率。因此,人員操作是制約壓濾系統處理效率和能力的主要影響因素,也間接影響洗煤系統的入洗能力。壓濾系統設備聯系如圖1所示。

圖1 壓濾系統設備聯系圖
2 智能化壓濾系統的研究內容
選煤廠的智能化系統主要包括服務器系統、無線網絡系統、PLC、監測儀表以及智能終端等,通過服務器與交換機實現各系統間通信。智能化壓濾系統在現有壓濾機自動化控制的基礎上,通過增加生產數據采集系統、數據傳輸與存儲系統、后臺算法服務系統,在客戶端應用程序、工業設備和系統之間實現精確通信,并在移動端實時推送設備的監控信息[6]。這在保證安全的前提下極大地方便了崗位人員對生產系統的監管。
智能壓濾控制系統將現場生產工藝與工業物聯網平臺相互融合,搭建了5層工業智能化系統架構。該架構以設備及傳感器作為基礎設備層、各類通用數據接口和協議路由引擎作為物聯網層、數據接口和數據組件作為組件工具層、智能控制與智能管理作為智能應用層、智能終端作為展示層。通過特殊場景的計算算例及控制算法,可以實現壓濾系統智能化升級的落地及應用。智能壓濾系統架構如圖2所示。

圖2 智能壓濾系統架構圖
3 智能壓濾系統的應用
結合現場生產工藝及規劃的智能系統架構,本文在智能壓濾系統中增加通信模塊、濃度計、流量計、液位計、智能軌道機器人等儀器設備,用于采集與壓濾機工作進程相關的濃度、流量、液位等關鍵數據,并將其融入現有工控系統。選煤廠工控系統之間通過工業以太網協議進行相關設備狀態的獲取和命令下發[7]。崗位人員首先通過現場搭建的無線網絡,連接現場服務;然后通過移動智能終端,實時、全面地監控壓濾系統設備運行狀態、生產工藝參數,并實現設備的遠程操控;最后通過工業網關+無線網絡+智能終端的搭配,打破了數據孤島,真正地實現了人機互聯。
3.1 壓濾系統遠程監控
通過工業網絡的建設,可以將壓濾機及上下游設備通過各類數據通信網關遠程接入智能化系統,打破原有的數據孤島。這可以實時獲取系統內相關設備的運行狀態,同時也可以通過智能終端遠程監測與控制壓濾機的手動/自動、程序啟動、進料、進料結束、壓緊、松開、拉板/取板、壓榨、吹風、系統復位、刮板聯鎖等狀態及控制信號[8]。通過智能化系統將各類數據進行可視化展示并分發至智能壓濾系統終端,能夠為生產崗位提供實時生產信息。通過閾值設定,可以實現參數報警。報警信息將會通知到相關崗位人員,從而極大地方便了生產與操作。
智能壓濾系統人機交互界面如圖3所示。

圖3 智能壓濾系統人機交互界面
3.2 壓濾系統自動啟停及自動補料
濃縮機作為壓濾系統的上游工藝環節,根據自身底流濃度值和清水層厚度預判設備負荷,向下游壓濾系統供料。根據濃縮機煤泥沉降存在滯后的特性,本文創新性地設計了壓濾系統自動啟停控制功能。該功能通過獲取濃縮機向下游開始及結束供料時間和選煤廠主洗系統啟車及停車時間,以及時間差和系統帶煤量、煤泥系數等參數,結合模糊控制算法,計算出濃縮機中煤泥動態累積量[9]。同時,本文結合濃縮機扭矩、煤泥層厚度、耙壓參數及變化趨勢,通過加權平均的計算方法獲得濃縮機負荷系數,并根據設定閾值周期性預判濃縮機是否需要向下游環節進行排料。本文通過安裝在濃縮機入料管路上的核子濃度計,判定當前濃縮機底流濃度是否為最佳壓濾供料濃度。如果滿足最佳條件,系統判斷可以開始供料;反之,系統暫停補料,繼續等待。在濃縮機底流濃度滿足供料的條件下,系統根據入料桶設定自動補料的高低液位值,控制處于自動模式下的底流泵啟動以開始補料。通過以上控制邏輯的研究與應用,解決了壓濾系統啟停時機不合理、補料過程完全依賴崗位人員操作的問題,實現了濃縮機生產負荷與下游壓濾脫水系統的智能聯動。
壓濾系統自動啟停及自動補料控制邏輯如圖4所示。
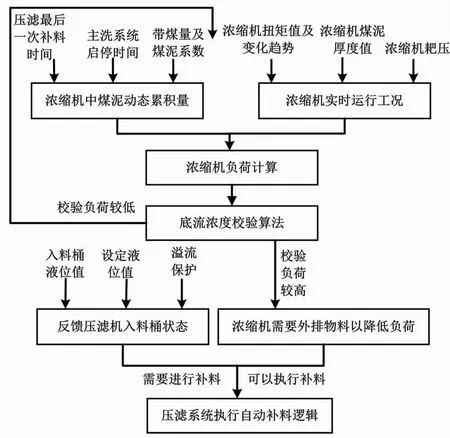
圖4 壓濾系統自動啟停及自動補料控制邏輯圖
3.3 自動判斷結束進料
作為單機自動化設備,壓濾機的生產方式分為手動和自動2種模式。當壓濾機處于自動模式,崗位人員通過觀察壓濾機濾液水是否達到滴水不成線的狀態[10],同時結合進料時長判斷壓濾機是否滿足進料結束條件。當條件滿足時,壓濾機需由崗位人員手動下發結束進料指令同時停止壓濾機入料泵供料,從而進行下一步壓榨、吹風進程。此進料時長參數的設定對人為經驗的依賴性強。由于壓濾機進料過程同時受來料濃度、粒度組成、壓濾機壓榨風壓、設備濾板濾布情況的影響,單純依靠人工經驗判斷進料結束的合理性較差。而且人工調節的實時性較差,會影響壓濾機自動模式的效果。通過2種方式可判斷壓濾機進料結束時機。一是監測壓濾機入料管壓力,根據壓濾機入料壓力大小判斷是否可以繼續執行進料動作。若進料壓力達到上限,則確定滿足進料結束條件。二是監測壓濾機濾液水流量,根據濾液水流量大小判斷壓濾機是否還可以繼續擠壓出煤泥中的水分。當濾液水流量達到設定調節下限時,則確定滿足進料結束條件。在前饋環節,系統通過實時監測壓濾機進料管路壓力變化情況,判斷是否已經達到了進料末段;在反饋環節,通過對傳統人工經驗的分析及進料過程中每組濾板的濾液水嘴水流規律的分析,并模擬人工判斷濾液水流的方式,在壓濾機濾液槽合適的位置選擇采樣隔斷。在采樣隔斷上增加涓流監測單元,可以對壓濾機進料末段的濾液水進行監測。當壓濾機濾液水滴水不成線時,可視為壓濾機進料可以結束。通過前饋+反饋這2種監測途徑,再結合權重占比配置的方式,可以準確判斷進料結束時間。
壓濾機自動判斷進料結束邏輯如圖5所示。
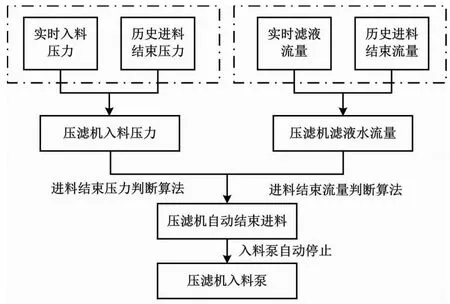
圖5 自動判斷進料結束邏輯圖
本文在濾液水槽上加裝濾液水流量計,以實時監測濾液水流量;同時,對濾液水槽進行改造,通過增加隔板和底部開孔的方式截取其中一段濾液水槽,使濾液水匯集。濾液水優先從底部開孔處排出,從而保證濾液水取樣的代表性。
通過設計安裝濾液水流量計管道,濾液水流經流量計后再排回原有濾液水管道。通過管路變形設計,能夠使流量計安裝位置的管道內始終保證滿管狀態,以滿足流量計的測量工況。當濾液水流量數值小于設定閾值參數并達到一段時間后,即判斷為進料結束狀態。完成進料結束判斷后,智能壓濾系統向壓濾機下發停止入料信號,從而停止壓濾機入料泵,使壓濾機在最佳時間進入下一道工序,進而實現壓濾機進料過程的自動控制、減少崗位經驗依賴、提高壓濾機工作效率。
3.4 智能排隊卸料
選煤廠的壓濾脫水系統中配置有2臺板框壓濾機。下游通過一條轉載刮板轉載至煤泥皮帶。在生產過程中,壓濾機卸料順序、卸料時機都由現場崗位人員控制,因此可靠性差,經常出現監控不及時的問題。這會造成下游轉載系統過負荷、壓濾機工作效率低、電耗高、設備磨損大。
自動排隊卸料控制在移動端設定允許卸料臺數。系統實時監測壓濾機當前進程及下游設備運行狀態,經過后臺排隊卸料邏輯判斷算法,將計算結果輸出給壓濾機PLC控制單元,以實現壓濾機統籌排隊卸料。
自動排隊卸料控制邏輯如圖6所示。
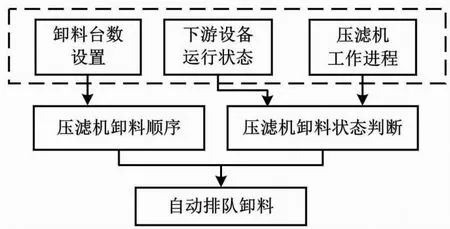
圖6 自動排隊卸料控制邏輯圖
3.5 壓濾視頻聯動跟隨
壓濾機在卸料過程中會有煤餅粘滯在濾布上無法脫落的現象。因此,崗位人員需要巡視壓濾機的卸料過程。當出現煤餅無法脫落的現象時,可通過拉繩開關暫停壓濾機進程,對濾布進行人工清理,并在清理完成后人工恢復壓濾機工作進程[11]。整個卸料過程完全依賴人工操作,故壓濾系統的工作效率將無法得到有效的保證。
為實現壓濾機及上下游設備運行參數的遠程監控和現場壓濾機卸料過程的無人值守,基于404與405壓濾機單排排列的空間布置情況,本文在壓濾機上方安裝軌道巡檢機器人。機器人平臺與智能壓濾系統通過數據網關通信,可實現與壓濾機工作數據的信息交互。智能壓濾后臺服務系統可根據壓濾機工作進程信號,聯動控制軌道巡檢機器人按照預定位置移動跟隨。同時,軌道巡檢機器人可配合鏡頭的旋轉、變倍、聚焦等視角調整,實時采集壓濾機卸料過程中清晰的視頻信號,使崗位人員可以在遠程控制終端實現卸料過程的監控。這在很大程度上降低了崗位人員的勞動強度。
3.6 壓濾系統生產統計
本文除了對選煤廠壓濾系統生產過程中的控制環節進行了智能化探索與研究以外,還對壓濾系統上下游的安全閉鎖、生產過程的數據統計進行了設計與研究。通過壓濾機運行信息的采集、數據統計分析,實現壓濾過程信息的在線統計,使崗位人員可通過智能終端完成數據的獲取。這可以為指導生產和實時掌握壓濾機工作狀態提供有效的數據支撐,以進一步提升壓濾系統的智能化建設。
3.7 應用效果
通過對壓濾系統的升級研究,本文設計的相關遠程監控、壓濾機系統自動啟停及自動補料、自動判斷結束進料、智能排隊卸料、壓濾視頻聯動跟隨、生產統計均已實現。智能化壓濾系統在選煤廠現場投入使用后,壓濾系統的生產管理和生產控制較之前都有了大幅提升。這在很大程度上減少了人工巡檢的工作量,提升了壓濾系統的智能化水平。
4 結論
傳統煤泥水壓濾脫水處理基本依靠人工完成。由于選煤廠煤泥水處理環節的生產環境較為惡劣,崗位人員通常技術力量薄弱。智能化壓濾系統解決了這個問題。該系統將信息技術與傳統煤炭行業洗選工藝相結合,優化生產工藝,輔助實現生產管理,進而減少人工作業數量、降低勞動強度,實現了全自動化作業。壓濾的智能化控制作業提高了壓濾機工作效率,保障了洗水閉路循環質量和產品質量,并進一步降低了能耗及生產成本。智能壓濾系統提升了現有生產管理過程的效率,為其他選煤廠煤泥的管理現狀提供了指導,具有一定的社會效益。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
表面工程與再制造(2019年6期)2019-08-24 06:40:04
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
